3.Қосиінді баспақтардың сырғақтары және бағыттаушылары. Конструкциясы, материалдары және есептеуі.
Қосиінді машиналарда жұмыстық мәрім – сырғақ өндейтін құрал қалыпты – қозғалтады.
Орындаушы механизмнің жетектегі буыны сырғақ, ал бастапқы, жетекші қосиін (кей жағдайларда жұдырықша) болып табылады.
Қосиіннің айналмалы қозғалысын сырғақтың қайтымды – ілгерілемелі қозғалысына өзгертетін, орындаушы механизм айналмалы немесе ілгерілемелі кинематикалық жұптармен байланысқан бірнеше буыннан тұрады.
Сырғақтар мен бағыттаушылардың типтері, олардың есебі. Қалыптау операциялары арқылы алынатын тетіктердің дәлдігі, және де құралдың тозуы мен ұзақ уақыт жұмыс істеуі сырғақты дәл бағыттауға байланысты. Қаңылтыр қалыптау мен ыссы қалыптау баспақтарының қалыптарында цилиндрлі бағыттаушы бағаналар бар, олар қалыптау кезінде қалып бөліктерінің дәл келуін қамтамасыз етеді. Қалыптардың саны мен өлшеміне байланысты сырғақ бір, екі немесе төрт бұлғақпен қозғалысқа клтіріледі (сәйкесінше сырғақтар бір-, екі-, және төртнүктелі, ал баспақтар бір-, екі-, және төртқосиінді).
Қосиінді машиналардың сырғақтарын үш топқа бөлуге болады: тұтас призма мен қорап тәріздес (қаңылтыр қалыптау баспақтарының сырғақтары); қосымша бағыттаушылармен (ыссы және суықтай көлемді қалыптауға арналған баспақтар мен автоматтардың сырғақтары) және тақтайша түрінде (қайшылар мен қаңылтыр ию баспақтарының сырғақтары).
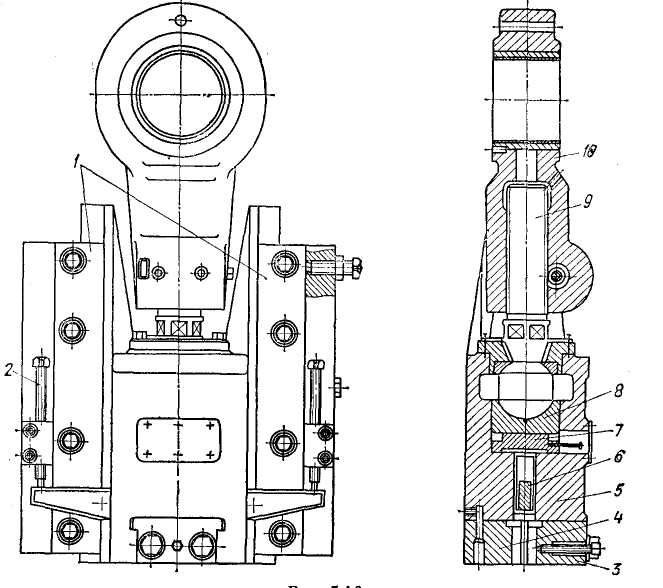
Сырғақ (15.6 сурет) – қалыпты орналастыруға арналған. Сырғақ бағыттаушы бойымен қозғалады. Сырғақ 1 шойыннан құйылған, қорап пішінді, екі жағында бағыттаушылар бар. Сырғақ эксцентрикті білікпен 2 ажырамалы бұлғақпен 3 жалғанған. Бұлғақ пен эксцентрикті білік 2 арасында эксцентикті төлкеге 6 келетін мойынтіректің ішпегі 5 орналасады. Бұлғақ денесіне бұрамасұқпалар 7 (шпилька) бұралған. Бұлғақ қақпағы мойынтірек ішпегі (вкладыш) және эксцентриктік білік бұрамасұқпа 7 арқылы тартылады. Бұлғаққа реттеуші бұрама бұратылған 8, оның топсалы (шаровая) басы табан 12 мен сомын 10 арасына бекітілген. Реттегіш бұраманың топсалы басын отырғызу сомынды 10 тартумен қамтамасыз етіледі, содан кейін сомын бұрамамен 9 тоқтатылады (стопорится). Қалыптау кеңістікті реттеу, реттегіш бұрамасын 8 бұрау арқылы жүргізіледі. Қойылған қалыптау кеңістігінің шамасы тоқтату төлкелерімен 13, 14 орнықтырылады, төлкелер бұрандамамен 15 тартылып, кідіртпе сомынмен 16 (контрогайка) бекітіледі. Қалыптау кеңістігінің төменгі реттеу шегі орнықтырғышпен 17 шектеледі.
Сырғақтың төменгі бөлігінде сағаны (хвостовик) бекіту үшін тесік орналасқан, тоқтату бұрамасымен 21 екі бұрама сұқпамен 19, жапсырмамен 18 бекітіледі. Сырғақтың маңдайалды бойымен (фронту) итеріп шығарғыш 20 тақтайша орналасқан. Итеріп шығарғыш тақтайшасының таяныш қызметін тұғырға орнатылған кронштейнге бұратылған екі реттегіш бұрамасы атқарады.
Сырғақ жүрісінің шамасын реттеу, білікпен 2 ішкі тісті ілініс арқылы байланысқан эксцентриктік төлкені айналдыру арқылы жүргізіледі. Іліністен шығару бұрандама 26 мен тоқтатылатын кесілген сомынды 24 бұрау арқылы іске асырады.
Сырғақтың ортанғы бөлігінде қиық сақтандырғыш тығырықты ауыстыру үшін терезе бар.
Қалыптау дәлдігін арттыру және бағыттаушыға тұрақты орнату үшін сырғақтың бағыттаушысының ұзындығын көп мөлшерде ұлғайтады. Ашық баспақтарда бағыттаушылардың ұзындығын арттыру үшін кей кезде қаңқа типті сырғақтарды қолданады.