

 Зміст
Зміст
1 Вступ………………………………………………………………………..3
1.1 Вибір способу переробки пластмас і технологічного процесу……...…..4
2 Технологічна частина…………………………………………………...….5
2.1 Характеристика готової продукції………………………………………..5
2.2 Характеристика сировини і матеріалів…………………………………...6
2.3 Вибір технологічного обладнання………………………………...……...10
2.4 Описання технологічного процесу………………………………...……..17
2.5 Норми технологічного режиму…………………………………………...24
2.6 Методи аналізу та контроль виробництва……………………………….26
2.7 Охорона навколишнього середовища…………………………………….29
3 Охорона праці і протипожежна техніка безпеки…………………………31
4 Компоновка обладнання цеха……………………………………………..34
4.1 Характеристика виробничого приміщення……………………………….36
Стандарти…………………………………………………………………...37
Бібліографія…………………………………………………………………38
1 Вступ
На Україні широко розповсюджуються виробництва полімерних матеріалів та конструкції. В наш час прогрес в галузі науки і техніки та будівництв неможливий без інтенсивного використання цих матеріалів. Полімерні матеріали та конструкції виготовляється методом екструзії із поліолефінів та полівінілхлориду.
Полімерні матеріали є відносно дешевими. Область застосування полімерних матеріалів дуже широка. В останні роки на ринку полівінілхлоридних (ПВХ) матеріалів та конструкцій спостерігається стабільно високе зростання, що обумовлено рядом причин, серед яких можна назвати будівельний бум, сприятливу економічну ситуацію в країні, постійне зростання доходів населення, поширення постачальниками товару.
ПВХ композиції є напівпродуктів для отримання різного виду виробів. Найбільш широке застосування вони знаходять для ізоляції та оболонок електропроводів і кабелів, для виробництв труб та шлангів, лінолеуму і плиток для підлоги, матеріалів для оббивки меблів, профільних виробів і штучної шкіри.
Полівінілхлоридна оболонка для кабелів, проводів та шнурів виробляють із ПВХ пластикату різних марок з додаванням пластифікаторів та стабілізаторів, що підвищує стійкість проти старіння.
В
 ибір
способу переробки пластмас і
технологічного процесу
ибір
способу переробки пластмас і
технологічного процесу
Екструзія це процес отримання із вихідного полімерного матеріалу виробу заданого поперечного перерізу шляхом безперервного продавлювання розплаву полімеру крізь формуючу голівку із послідуючим охолодженням виробу. Екструзією отримують листи, плівки, труби, прокладки, профілі; метод використовують для нанесення полімерної ізоляції на проводи та кабелі, для покриття полімерними матеріалами паперу, картону, фольги.
Гранульовані пластмаси, моноволокна, сітки також отримуються методом екструзії .Холодна синя екструзія - можливі тільки механічні зміни в матеріалі внаслідок повільного його переміщення під тиском і формуванням цього продукту з утворенням заданих форм.
Тепла екструзія - сухі компоненти сировини змішуються з певною кількістю води і подають в екструдер, де разом з механічним його піддають ще і тепловій дії. Продукт нагрівається ззовні. Отримуваний екструдат відрізняється невеликою щільністю, незначним збільшенням в об'ємі, пластичністю, а також комірчастою будовою. Іноді екструдату потрібне підсушування. Гаряча екструзія - процес протікає при високих швидкостях і тисках, значному переході механічної енергії в теплову, що призводить до різних по глибині змін в якісних показниках матеріалу. Крім того, може мати місце регульоване підведення тепла як безпосередньо до продукту, так і через зовнішні стінки екструдера.
2 Технологічна частина
2.1 Характеристика готового продукту
Готовою продукцією є кабельний пластикат для виготовлення оболонки електричного кабелю. Підприємством виготовляються різноманітні марки пластикату в залежності від побажань замовника та вимог нормативних актів.
Характеристику готової продукції наведена в таблиці 2.1 відповідно достандартів і технічних умов виробництва ПВХ ізоляційної оболонки для електричних кабелів. Пластикат полівінілхлоридний для ізоляції і захисних оболонок дротів і кабелів випускається за ГОСТом 14332-78.
Таблиця 2.1- Характеристика готової продукції
Найменування показника |
Норма |
1 Зовнішній вигляд |
Повинний відповідати контрольному зразку, затвердженому у встановленому порядку. |
2 Поверхня зрізу джгута: - у подовжньому напрямку; - у поперечному напрямку; |
Не допускаються пори, видимі неозброєним оком |
3 Термостабільність при переробці |
Пластикат не повинний підгоряти при зупинці шнекового екструдера протягом 20 хвилин. Допускається незначна зміна кольору пластикату в головці екструдера |
NUM-J, NUM-0 на 660 В по ТУ 3521-004-59680332-04 Аналог NYM по DIN VDE 0250-204:2000-12
Силові кабелі з мідними жилами з полівінілхлорідною ізоляцією з крейдонаповненого термоєластопласу який придставлений на рисунку 2.1
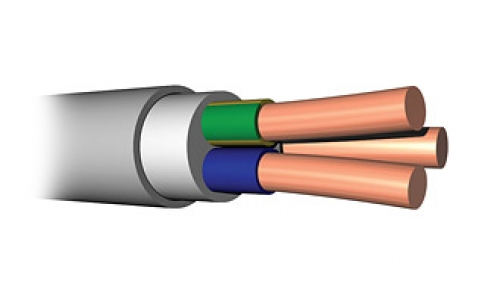
Рисунок 2.1 – Силові кабелі з мідними жилами з ПВХ ізоляцією
Рецептура електроізоляційного пластикату марки И40-13А рецептури 8/2 згідно ГОСТу 5960-72 представлена в таблиці 2.2.
Таблиця 2.2- Рецептура електроізоляційного пластикату марки NUM-J
Наіменування сировини |
Кількість |
ПВХ |
100 в.ч |
ДОФ |
|
ДАФ789 |
70 в.ч |
Стеарат кальцію |
1,4 в.ч |
Основний карбонат свинцю |
4 в.ч |
2.2 Характеристика сировини та матеріалів
Полівінілхлоридні пластикати являють собою композиційні матеріали на основі ПВХ. В склад пластикатів разом із ПВХ входять пластифікатори, стабілізатори, наповнювачі, фарбники. Для отримання пластикатів користуються суспензійним або блочним ПВХ.
В якості пластифікаторів використовують диоктилфталат (ДОФ), диактилфталат (ДАФ789) та інші фталати, диоктилсебацинат (ДОС), поліефірні пластифікатори та ін.
В якості стабілізаторів використовують
стеарати кальцію, барію, кадмію, свинцеві
з`єднання, епоксидна смола та ін. Для
наповнювачів використовують крейду,
аеросил, тальк, діоксид титану, каолін.
якості стабілізаторів використовують
стеарати кальцію, барію, кадмію, свинцеві
з`єднання, епоксидна смола та ін. Для
наповнювачів використовують крейду,
аеросил, тальк, діоксид титану, каолін.
Міжнародне позначення полівінилхлориду:
С-7059 М(РVC-S-7059М), С-6358 М(РVC-S-6358М),
С-6768 М(РVC-S-6768М), С-5868 ПЖ(РVC-S-5868PG).
Для изготовления оболочек и шлангов кабелей используются пластикаты марок О-40, О-50, О-55, ОМБ-60, ОНМ-50 и ОНЗ-40, а также пластикаты марок ИО50-11 и ИО45-12. Первые одна - три буквы в условном обозначении пластиката означают тип пластиката, цифры через дефис указывают холодостойкость, две последующие цифры - порядок удельного объемного сопротивления при 20°С. У виробництві використовуються дві марки ПВХ «Vinnolit» Німеччина, та «Ongrovil» Угорщина.
Кабельний пластикат являє собою гранули однакові за геометричною формою та розмірами. колір гранул залежить від марки пластикату та подальшого його призначення. За нормативними вимогами усі гранули у партії повинні бути однакової форми, розмірів, та кольору, які представлені на рисунку 2.2.

Рисунок 2.2 – Загальний вигляд кабельного пластикату.
 Пластикат
розфасовується у спеціальну тару пі
назвою «Біг беги», вони являють собою
великі мішки. Пластикат упаковують за
вагою по сімсот кілограмів. Кожен «Біг
бег» повинен бути оформлений за такою
схемою: марка, колір, номер партії, номер
місця, вага брутто, вага нетто, бригада,
начальник зміни та дата виготовлення
(рисунок 2.3, 2.4)
Пластикат
розфасовується у спеціальну тару пі
назвою «Біг беги», вони являють собою
великі мішки. Пластикат упаковують за
вагою по сімсот кілограмів. Кожен «Біг
бег» повинен бути оформлений за такою
схемою: марка, колір, номер партії, номер
місця, вага брутто, вага нетто, бригада,
начальник зміни та дата виготовлення
(рисунок 2.3, 2.4)

Рисунок 2.3 - Склад готової продукції
 Рисунок
2.4.- Фасування готової продукції
Рисунок
2.4.- Фасування готової продукції
Прийом та підготовка сировини.
На виробництво ПВХ прибуває у пакетах, кожен палет містить по 36 мішків (місць) вагою 25 кілограмів. Після розвантаження палети зберігаються на складі. Зі складу до виробничого цеху вони переплавляються спеціальними погрузчиками в залежності від потрібної кількості (рисунок 2.5).





Рисунок 2.5 - Пакети для зберігання сировини
Після того як пакети з ПВХ потрапляють до цеху відбувається процес завантаження ПВХ до бункерів (рисунок 2.6).

Рисунок 2.6 - Система пневматичного транспортування «Мотан – 1»
Інші сипучі матеріали та сировина можуть прибувати на підприємство як у пакетах так і у поліпропіленових контейнерах. Сировина у вигляді рідини прибуває у бочках, або привозиться у автоцистернах після чого перекачується у цистерни зберігачі (рисунок 2.7).



Рисунок 2.7 - Цистерни для зберігання рідкої сировини.