

1)Классификация движений в станкахПо функциональному назначению все движ делятся на:1. Формообразующие— движения, осуществляемые инструментом и заготовкой, необходимые для осуществления процесса резания, при изготовлении деталей со снятием припуска, на металлорежущих станках.Основные движения. К основным движениям, которые предназначены непосредственно для осуществления процесса резания относят: главное движение, движение подачи, делительное движение, движение обката, дифференциальное движение.Главное движениеDг - обеспечивает снятие стружки. — осуществляется с максимальной скоростью. Может передаваться как заготовке (например в токарных станках) так и инструменту (напр. в сверлильных, шлифовальных, фрезерных станках). Характер движения: вращательный или поступательный. Характеризуется скоростью — v (м/с).Движение подачи Ds - обеспечивает обработку всей поверхности. — осуществляется с меньшей скоростью и так же может передаваться и заготовке (напр. движение стола в станках фрезерной группы)и инструменту (напр. движение супорта в токарных станках). Характер движения: вращательный, круговой, поступательный, прерывистый. Виды подач:— подача на ход, на двойной ход Sх. (мм/ход), Sдв.х. (мм/дв.ход);— подача на зуб Sz (мм/зуб);— подача на оборот So (мм/оборот);— частотная (минутная) подача Sm (мм/мин).Делительное движение — это движение, при котором осуществляется поворот заготовки на требуемый угол или линейное перемещение заготовки относительно инструмента на определенную величину.Движение обката — это согласованное движение между инструментом и заготовкой, имеющее при формообразовании необходимое последовательное положение. Это движение используется преимущественно при нарезании зубчатых колес методом обката на зубофрезерных или зубодолбежных станках.Дифференциальное движение алгебраически добавляется к какому-либо движению инструмента или заготовки. Для суммирования движений применяют дифференциальные механизмы. Дифференциальные движения применяют в затыловочных, зубофрезерных и других станках.2.установочное( это перемещение инструмента/заготовки с помощью которого становится возможеным (спомощьюформообрдвиж) получить нужную пов-ть требуемого р-ра)3.деления(движ, необходимое для обеспечения требуемого расположения на заготовке одинаковых образуемых пов-ей)4.врезания(установочное движ, при кот происходит резание, но не происх. Формообразование)5.вспомогательное(обеспечивает зажим, отвод, подвод, подачу СОЖ, установку, транспортировку, смазывание, удаление стружки)6.управления (совпадают органы управления , регулирования и координирования)
3.Рабочие органы станка. Структура привода рабочего органа.
Р![]() абочий
орган (Р.О)-звено или узел станка
непосредственно связанный с инструментом
или заготовкой и сообщающий ей (ему)
одну из составляющих скорости рабочего
движения. (шпиндельный узел, стол,
суппорт)Число рабочих органов равно
числу составляющих рабочего движения.
абочий
орган (Р.О)-звено или узел станка
непосредственно связанный с инструментом
или заготовкой и сообщающий ей (ему)
одну из составляющих скорости рабочего
движения. (шпиндельный узел, стол,
суппорт)Число рабочих органов равно
числу составляющих рабочего движения.
М-Двигатель 2-Комплекс передаточных и преобразующих механизмов 3-комплекс механизмов изменения величины скорости 4-рабочий орган 5-деталь либо заготовка
4.Общая методика настройки кинематических цепей. Требования к точности настройки внешних и внутренних цепей.Кинематическая настройка станка производится для обеспечения необходимых перемещений конечных звеньев цепи для получения заданного размера и формы детали. Производится с помощью гитар сменных колес, вариаторов, коробок передач и т.д. Расчетные перемещения звеньев определяются исходя из формы поверхности, которая должна быть образована, и вида режущего инструмента. Далее составляется уравнение кинематического баланса, связывающее начальные и конечные перемещения. Находится зависимость параметра органа настройки от расчетных перемещений.
5. Цепи подач. Их виды. Область применения.Под кинематической цепью станка понимают совокупность ряда передач, обеспечивающих передачу движений от начального звена к конечному, например, от электродвигателя к шпинделю. Кинематические цепи состоят из отдельных элементов, называемых звеньями. Два взаимодействующих между собой звена составляют кинематическую пару или передачу. Передачи передают движение от одного звена к другому или преобразуют одно движение в другое, с заданной скоростью, например, вращательное в поступательное.Кинематические цепи бывают: 1)Внешние (связывают двигатель с рабочим органом) 2)Внутренние (цепь согласования внутренних движений)Для связи относительных движений рабочих органов возможны два вида внутренних кинематических цепей подач: 1)Простая (содержит 1 ряд последовательно соединенных звеньев с 1 узлом настройки) 2)Сложная (Состоит как минимум из 2 параллельных ветвей последовательно взаимодействующих звеньев и механизма, алгебраически суммирующего движения, передаваемыми параллельными ветвями).Достоинства эксплуатационных возможностей сложных кинематических цепей в сравнении с простыми проявляются в следующих 2 случаях численного выражения расчетных перемещений рабочих органов, являющимися крайними звеньями цепи:1)Расчетное перемещение выражено рациональным, но большим простым числом (71, 91, 127, 157 и т.д.). При простой кинематической цепи это число войдет в выражение передаточного отношения ее гитары сменных колес. Абсолютно точная настройка гитары возможна при наличии набора сменных колес с числом зубьев, равным или кратным выражению расчетного перемещения. Из-за ограниченности набора сменных колес чаще всего возможна лишь приближенная настройка, которая иногда недопустима.Применение сложной цепи обеспечивает абсолютную точность настройки. Это объясняется тем, что сложная кинематическая цепь позволяет передать движение в виде 2 слагаемых, которые суммируясь в дифференциале, далее передаются рабочему органу. 2)Расчетное перемещение выражено иррациональным числом.В случае применения простой кинематической цепи относительная погрешность передаточного отношения гитары вызывает погрешность расчетного перемещения, прямо пропорциональную его численной величине. Поэтому приходится добиваться высокой точности настройки, иногда прибегая к изготовлению дополнительного набора колес.При узкоспециализированном назначении станка и использовании его в серийно-массовом производстве, когда переналадка станка производится редко, такая настройка оказывается, как правило, целесообразной, в отличи от индивидуального и мелкосерийного производства.Применение сложной цепи обеспечивает абсолютную точность настройки. Это объясняется тем, что сложная кинематическая цепь позволяет передать движение в виде 2 слагаемых, которые суммируясь в дифференциале, далее передаются рабочему органу.В этом случае абсолютаня погрешность существенно уменьшится.Сложными цепями снабжаются универсальные станки для мелкосерийного и единичного производства.
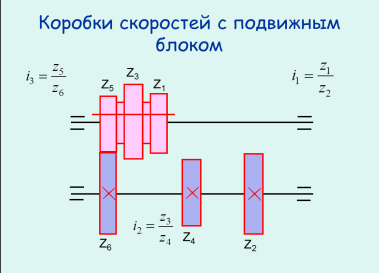
6.Механизмы ступенчатого регулирования скорости. Типы, область применения, достоинства и недостатки.Назначение, основные требования и классификацияВ станках движение подачи предназначено для распространения процесса резания на всю подлежащую обработке поверхность заготовки и происходит со скоростью подачи, существенно меньшей, чем скорость главного движения.Для ступенчатого регулирования в приводе подач применяют механизмы:- гитары сменных колес (рис.9), - конус Нортона (рис.10), - обратный конус с вытяжной шпонкой (рис.11), - передвижные блоки колес (рис.3), - зубчатые передачи, переключаемые муфтами (рис.2 и 8)
Г![]()

 итары
сменных колес в приводах подач чаще
применяются двупарные (рис.9),
при этом оси колес a иd фиксированы,
а ось блока колес b иc может
изменять свое положение.Она размещается
в пазу рычага 1,
обеспечивая зацепление колес c иd.Для
зацепления колес a и b
рычаг 1 поворачивается
вокруг оси вала III и
фиксируется в другом пазу. При подборе
чисел зубьев сменных колес руководствуются
условием зацепляемости:При
наличии стандартных наборов сменных
колес такой способ регулирования
обеспечивает практически любое потребное
значение передаточного отношения
гитары ix.В
этом заключается основное достоинство
двухпарной гитары сменных колес. К
недостаткам можно отнести длительность
настройки и пониженную жесткость,
вызванную наличием подвижных
стыков.Наиболее широко этот механизм
применяется в приводе подач токарных
и зубообрабатывающих станков.Регулирование
при помощи конуса
Нортона (рис.10) чаще
всего встречается в коробках подач
токарных станков.
итары
сменных колес в приводах подач чаще
применяются двупарные (рис.9),
при этом оси колес a иd фиксированы,
а ось блока колес b иc может
изменять свое положение.Она размещается
в пазу рычага 1,
обеспечивая зацепление колес c иd.Для
зацепления колес a и b
рычаг 1 поворачивается
вокруг оси вала III и
фиксируется в другом пазу. При подборе
чисел зубьев сменных колес руководствуются
условием зацепляемости:При
наличии стандартных наборов сменных
колес такой способ регулирования
обеспечивает практически любое потребное
значение передаточного отношения
гитары ix.В
этом заключается основное достоинство
двухпарной гитары сменных колес. К
недостаткам можно отнести длительность
настройки и пониженную жесткость,
вызванную наличием подвижных
стыков.Наиболее широко этот механизм
применяется в приводе подач токарных
и зубообрабатывающих станков.Регулирование
при помощи конуса
Нортона (рис.10) чаще
всего встречается в коробках подач
токарных станков.

П
 ри
повороте каретки по часовой стрелке
колес z7 выходит
из зацепления с колесом z1.Перемещая
каретку 1 вдоль
вала II,
можно установить колесо z7 против
любого колеса конуса, а, повернув
каретку 1 против
часовой стрелки, зацепить с ним
колесо z7.+бесшумность+плавность
работы-Проскальзывание
ремней-Неудобство
переключения-Малый диапазон регулирования.В
обратном конусе с вытяжной
шпонкой (рис.11) колеса z1,z2,z3 соединены
с валом I.
Колеса z4,z5,z6 сидят
на валу II свободно.Шпонка 1 размещается
в пазу вала II,
постоянно поджимается пружиной 2 и
связана шарниром 3 с
рукояткой 4,
за которую ее можно перемещать вдоль
вала II, вводя последовательно в шпоночные
пазы колес z4,z5,z6,
обеспечивая, таким образом, передачу
крутящего момента соответствующей
парой колес.Наиболее широкое применение
этот механизм нашел в коробках подач
сверлильных станков.Переключение
передвижными блоками колес и муфтами
в приводах подач и главного движения
аналогичны.
+ Проще переключение-Большие осевые
размеры- Невозможно переключение на
ходу
ри
повороте каретки по часовой стрелке
колес z7 выходит
из зацепления с колесом z1.Перемещая
каретку 1 вдоль
вала II,
можно установить колесо z7 против
любого колеса конуса, а, повернув
каретку 1 против
часовой стрелки, зацепить с ним
колесо z7.+бесшумность+плавность
работы-Проскальзывание
ремней-Неудобство
переключения-Малый диапазон регулирования.В
обратном конусе с вытяжной
шпонкой (рис.11) колеса z1,z2,z3 соединены
с валом I.
Колеса z4,z5,z6 сидят
на валу II свободно.Шпонка 1 размещается
в пазу вала II,
постоянно поджимается пружиной 2 и
связана шарниром 3 с
рукояткой 4,
за которую ее можно перемещать вдоль
вала II, вводя последовательно в шпоночные
пазы колес z4,z5,z6,
обеспечивая, таким образом, передачу
крутящего момента соответствующей
парой колес.Наиболее широкое применение
этот механизм нашел в коробках подач
сверлильных станков.Переключение
передвижными блоками колес и муфтами
в приводах подач и главного движения
аналогичны.
+ Проще переключение-Большие осевые
размеры- Невозможно переключение на
ходу
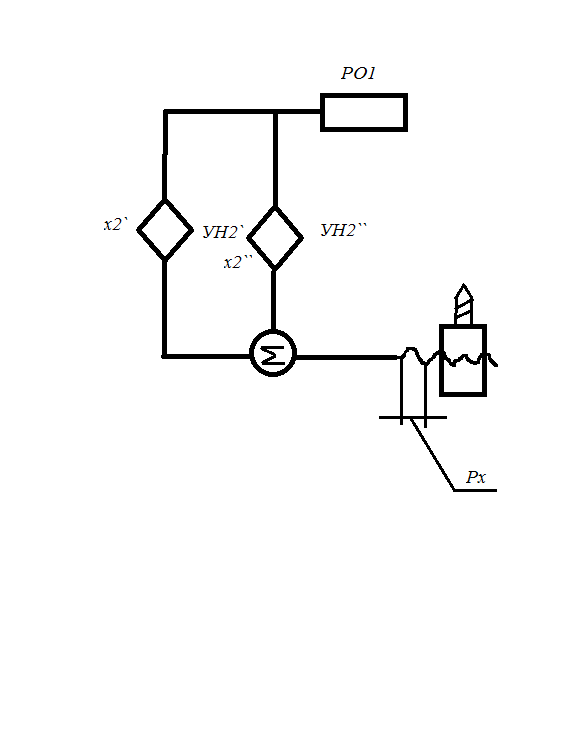
7. Сложные внутренние цепи подач. Особенности настройки, область применения. Сложные цепи подачи связаны 2 РО, но состоит из 2х параллельных простых цепей, каждая из которых содержит свой узел настройки. Движение передаваемое этими цепями складывается в специальный механизмах-дифференциалах.
8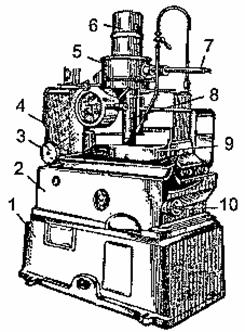 .
Зубодолбежные станки. Назначение.Область
примененияЗубодолбежные станки-
группа металлообрабатывающих станков
предназначенные для нарезания
цилиндрических прямозубых колес
наружного и внутреннего зацепления
зуборезными долбяками. При наличии
дополнительных устройств на станках
можно нарезать колеса с винтовыми
(косыми) зубьями. Обкатка (огибание) в
случае использования долбяка заключается
в том, что в процессе обработки
воспроизводится зацепление двух
цилиндрических зубчатых колес, одно
из которых является режущим инструментом
- долбяком, а второе - заготовкой. Долбяку
и заготовке сообщается движение обкатки,
соответствующее вращению двух зубчатых
колес, находящихся в зацеплении, скорости
которых согласованы так, что за время
поворота долбяка на один зуб нарезаемое
колесо повернется также на один зуб.
Одновременно для осуществления процесса
резания инструменту - долбяку сообщается
прямолинейное возвратно-поступательное
движение вдоль оси заготовки. Применяются
зубодолбежные станки в условиях
единичного и серийного производства.Модель
5А12.1 - нижняя часть станины, 2 - средняя
часть станины, 3 - маховик ручного
перемещения долбяка по вертикали, 4 -
щиток кривошипно-шатунного механизма,
5 - каретка штосселя, 6 - колпак, 7 - валик
ручного вращения долбяка, 8 - штоссель,
9 - стол, 10 - маховик для ручного вращения
стола.
.
Зубодолбежные станки. Назначение.Область
примененияЗубодолбежные станки-
группа металлообрабатывающих станков
предназначенные для нарезания
цилиндрических прямозубых колес
наружного и внутреннего зацепления
зуборезными долбяками. При наличии
дополнительных устройств на станках
можно нарезать колеса с винтовыми
(косыми) зубьями. Обкатка (огибание) в
случае использования долбяка заключается
в том, что в процессе обработки
воспроизводится зацепление двух
цилиндрических зубчатых колес, одно
из которых является режущим инструментом
- долбяком, а второе - заготовкой. Долбяку
и заготовке сообщается движение обкатки,
соответствующее вращению двух зубчатых
колес, находящихся в зацеплении, скорости
которых согласованы так, что за время
поворота долбяка на один зуб нарезаемое
колесо повернется также на один зуб.
Одновременно для осуществления процесса
резания инструменту - долбяку сообщается
прямолинейное возвратно-поступательное
движение вдоль оси заготовки. Применяются
зубодолбежные станки в условиях
единичного и серийного производства.Модель
5А12.1 - нижняя часть станины, 2 - средняя
часть станины, 3 - маховик ручного
перемещения долбяка по вертикали, 4 -
щиток кривошипно-шатунного механизма,
5 - каретка штосселя, 6 - колпак, 7 - валик
ручного вращения долбяка, 8 - штоссель,
9 - стол, 10 - маховик для ручного вращения
стола.
9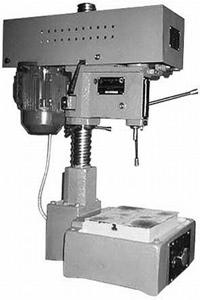
 .
Сверлильный станок представляет
из себя агрегат для сверления и обработки
отверстий. Данные станки используют
для сверления, зенкерования, нарезания
резьбы и других видов обработки
внутренних частей изделия. Основными
инструментами, используемыми в
сверлильных станках, являются сверла,
метчики, зенкера и некоторые другие
виды резцов. Основным принципом работы
сверлильного оборудования является
вращение инструмента и его поступательное
движение по заданной оси. В зависимости
от конструктивных особенностей
сверлильных станков, их можно подразделить
на несколько классов: вертикально
сверлильные, горизонтально сверлильные,
многошпиндельные, центровальные и
расточные.Сверлильные
станки согласно классификации относятся
ко 2-й группе.
Сверлильные
станки делятся на три
группы:
универсальные,специализированные,и
специальные.Вертикально
сверлильный Отличительной
особенностью данной группы станков
является то, что шпиндель с режущим
инструментом располагается вертикально,
а заготовка закрепляется на столе
станка. Выравнивание и совмещение
инструмента с деталью производится
перемещением детали на рабочем столе.
Вертикально сверлильные станки
используются для сверления и обработки
деталей, имеющих не большие размеры.
.
Сверлильный станок представляет
из себя агрегат для сверления и обработки
отверстий. Данные станки используют
для сверления, зенкерования, нарезания
резьбы и других видов обработки
внутренних частей изделия. Основными
инструментами, используемыми в
сверлильных станках, являются сверла,
метчики, зенкера и некоторые другие
виды резцов. Основным принципом работы
сверлильного оборудования является
вращение инструмента и его поступательное
движение по заданной оси. В зависимости
от конструктивных особенностей
сверлильных станков, их можно подразделить
на несколько классов: вертикально
сверлильные, горизонтально сверлильные,
многошпиндельные, центровальные и
расточные.Сверлильные
станки согласно классификации относятся
ко 2-й группе.
Сверлильные
станки делятся на три
группы:
универсальные,специализированные,и
специальные.Вертикально
сверлильный Отличительной
особенностью данной группы станков
является то, что шпиндель с режущим
инструментом располагается вертикально,
а заготовка закрепляется на столе
станка. Выравнивание и совмещение
инструмента с деталью производится
перемещением детали на рабочем столе.
Вертикально сверлильные станки
используются для сверления и обработки
деталей, имеющих не большие размеры.
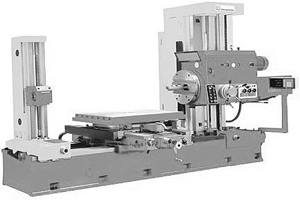
Г оризонтально
сверлильныйДля
обработки деталей, имеющих большие
габаритные размеры, применяются
горизонтально сверлильные станки. В
таких станках деталь закрепляется
неподвижно, а совмещение обрабатываемых
отверстий производится путем перемещения
шпинделя с инструментом. Горизонтально
сверлильные станки применяют
для сверления и обработки отверстий,
имеющих большую глубину.Многошпиндельный.
Применяют
для обработки деталей с большим
количеством отверстий. Обработка
отверстий производится одновременно.
В конструкции станка может присутствовать
устройство для подачи охлаждающей
жидкости на обрабатываемую поверхность.
Такие приспособления устанавливаются
на сверлильных
станках при
обработке твердых материалов, это
делается во избежание перегрева и
повреждения инструмента.
оризонтально
сверлильныйДля
обработки деталей, имеющих большие
габаритные размеры, применяются
горизонтально сверлильные станки. В
таких станках деталь закрепляется
неподвижно, а совмещение обрабатываемых
отверстий производится путем перемещения
шпинделя с инструментом. Горизонтально
сверлильные станки применяют
для сверления и обработки отверстий,
имеющих большую глубину.Многошпиндельный.
Применяют
для обработки деталей с большим
количеством отверстий. Обработка
отверстий производится одновременно.
В конструкции станка может присутствовать
устройство для подачи охлаждающей
жидкости на обрабатываемую поверхность.
Такие приспособления устанавливаются
на сверлильных
станках при
обработке твердых материалов, это
делается во избежание перегрева и
повреждения инструмента.