


Зміст
Вступ 3
Геометричні основи 5
Система координат 7
Точки відліку 9
Базові розміри, розміри по ланцюжку 11
Геометрія інструмента 13
Пам'ять величин корекції 15
Компенсація радіуса 17
Введення в програмування ЧПК 19
Структура кадру програми ЧПК 19
Обов’язкові і покадрові команди 20
Використання і подання адрес 21
Додаткові функції 22
Ввімкнути і вимкнути шпиндель 22
Охолодження 22
Запрограмована зупинка 22
Кінець програми 23
Піноль затиснути/звільнити 23
Швидкість подачі 23
Число обертів шпинделя 23
Зміна інструменту 24
4. Програмні команди 25
Переміщення в режимі прискореного ходу G00 27
Лінійна інтерполяція в режимі робочого ходу G01 29
Кругова інтерполяція за рухом годинникової стрілки G02. 30
Кругова інтерполяція проти руху годинникової стрілки G0З 31
Тривалість обробки G04 32
Точна зупинка G09 33
Переведення у дюйми (inch) G20 34
Переведення у міліметри (мм) G21 35
Виклик підпрограми G22 37
Повторення частини програми G23 38
Команда обов'язкового переходу G24 39
Підведення до референтної точки G25 40
Підведення до точки зміни інструмента G26 40
Установити задню бабку G28 41
Нарізання різьби (гвинторізний хід) GЗЗ 43
Корекція радіуса ріжучої кромки: 44
ліворуч від контуру G41 45
праворуч від контуру G42 45
Скасування корекції радіуса ріжучої кромки G40. 45
Опис заданого контуру G51 47
Скасувати зміщення нульової точки в приростах G53 49
Установити нульову точку: 50
- абсолютно G54 - G56, G58 51
Зміщення нульової точки в приростах G59 53
Включити дані розмірів від бази G90. 54
Включити дані розмірів по ланцюжку G91 55
Обмеження числа обертів G92 56
Подача в міліметрах у хвилину G94 57
Подача в міліметрах на один оберт G95 58
Постійна швидкість різання G96 59
Відключення постійної швидкості різання G97 60
5. Цикли 61
Цикл нарізання різьби GЗ1 63
Обмеження області руху для повторюваних циклів G36 67
Припуск на чистову обробку G57 68
Цикл поздовжньої чорнової обробки (конусний контур) G65 71
Цикл торцевого чорнового обточування (конусний контур) G66 75
Цикл поздовжнього чорнового обточування паралельно вісям G75 79
Цикл торцевого обточування - паралельно осям G76 81
Цикл канавки форми Е и F G78 83
Канавка під різьбу G78 87
Цикл канавки G79 89
Цикл поздовжнього чорнового обточування з будь-яким контуром G81 91
Цикл торцевого чорнового обточування з будь-яким контуром G82 95
Цикл чорнового обточування паралельно контуру G83 97
Цикл глибокого свердління G84 99
Цикл канавки форми Е и F G85 101
Канавка під різьбу G85 105
Цикл канавки G86 107
Цикл радіуса G87 109
Цикл фаски G88 111
Вступ
Даний посібник із програмування містить всі команди ЧПК коду програмування МТS. Код програмування МТS не зв'язаний з жодною певною системою керування ЧПК.
Посібник із програмування складається з декількох розділів.
У першій частині розглядаються основні поняття, необхідні для створення програм ЧПК.
У другій частині представлені всі команди коду програмування МТS.
Для більшої наочності вони розділені на групи, описані в
наступних главах:
- команди програмування
- цикли обробки,
Така побудова посібника дозволяє користувачеві, що не має достатнього досвіду в цій області, освоїти програмування ЧПК, у той же час досвідчені програмісти можуть використати цей посібник як довідник, що дозволяє швидко знаходити рішення в складних випадках.
У довіднику для кожної команди описані всі обов'язкові й опціональні параметри з поясненнями на прикладах кадрів програми ЧПК й графіки, що, звичайно, повинно допомогти користувачам освоїти ручне програмування.
Довідник може надати всебічну допомогу при створенні програм ЧПК в редакторі або при інтерактивному програмуванні в автоматичному режимі. Крім того він може бути використаний при тестуванні й для оптимізації програм ЧПК в автоматичному режимі, а також сприяти кращому розумінню предметних взаємозв'язків.
Нульова точка системи координат.
Координати
Приклад
(рисунок 1.1)
Система полярних координат
Система координат для ЧПК токарна обробка
1. Геометричні основи.
У наступних розділах викладені математичні й технічні відомості, необхідні для створення програм ЧПК.
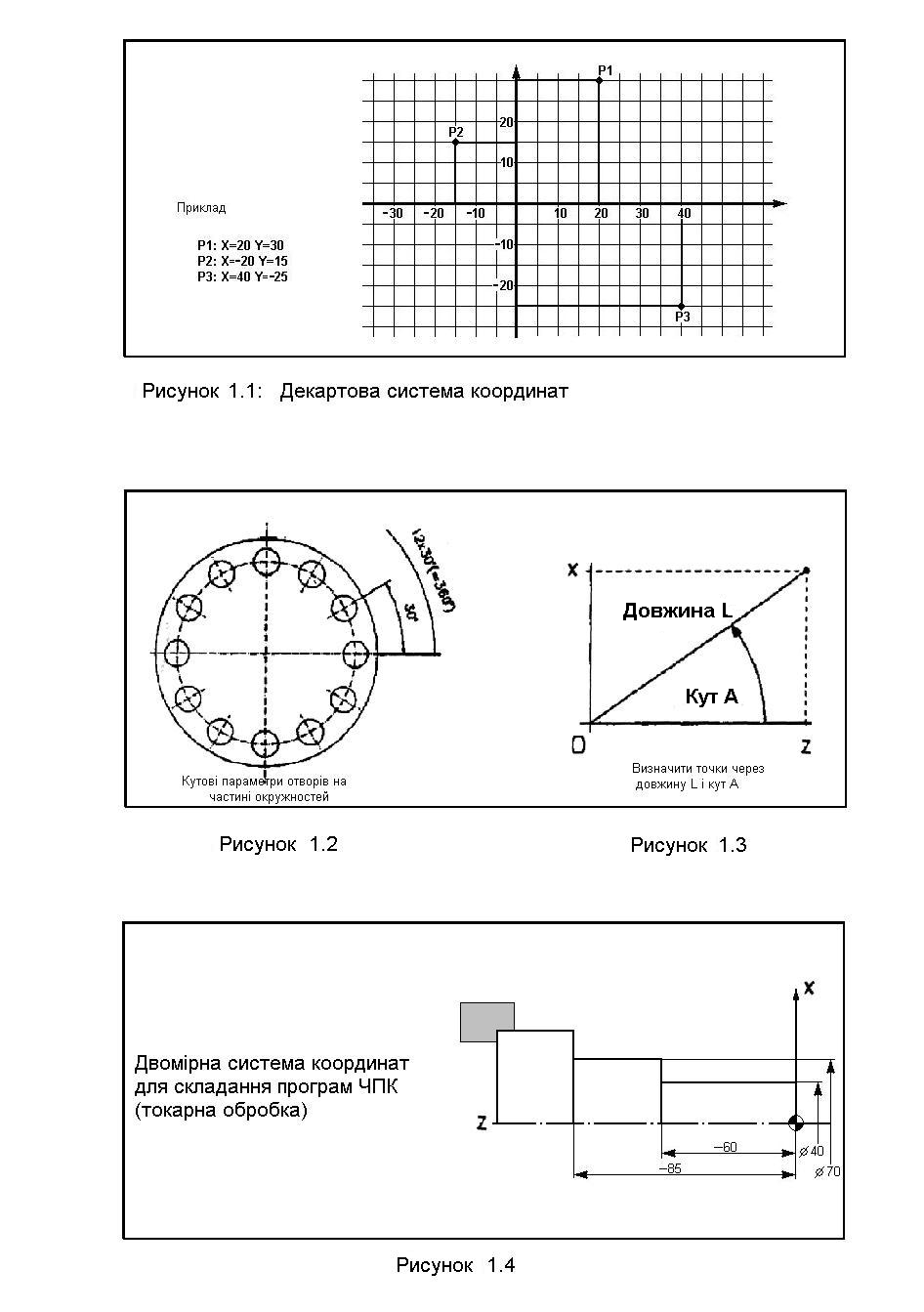
1.1 Система координат.
У програмі ЧПК описуються в числі інших елементів відрізки й цільові точки, до яких повинен підводитись інструмент. Коректне виконання цих програмних команд припускає наявність точних даних локалізації і їхнє перетворення верстатом. Основоною точкою локалізації є система відліку, за допомогою якої можна визначити положення потрібної точки. Такою системою відліку є система координат.
Система координат складається із двох взаємо перпендикулярних вісей, на кожній з яких у масштабі нанесені числові значення. Точка перетину вісей є початком або нульовою точкою системи координат. Горизонтальна вісь звичайно позначається буквою X, а вертикальна - Y.
При обертанні горизонтальна вісь одержує позначення Z, а вертикальна - X.
Така плоска система координат називається декартовою.
Положення будь-якої точки усередині системи координат може бути однозначно визначено її числовими значеннями (координатами) на осях X і У.
Точка Р1 має координати:
X=20 і Y=30
тобто її позиція визначається нанесенням від нульової точки значення 20 по позитивній осі X і значення 30 по позитивній вісі У. Точки Р2 і РЗ мають відповідно координати:
Р2:Х = -20, Y =15 РЗ: Х = 40, Y= -25
Крім декартовой системи координат використовуються полярні координати, наприклад, у тих випадках, коли виріб має багато кутових розмірів. Приклад: розташування отворів по колу (рисунок 1.2).
Точки на площині визначаються в полярних координатах довжиною L і кутом А.
При токарній обробці використовується двомірна система координат. При цьому на горизонтальній вісі відкладається координата Z, а на вертикальній вісі - діаметр X (рисунок 1.4)
.
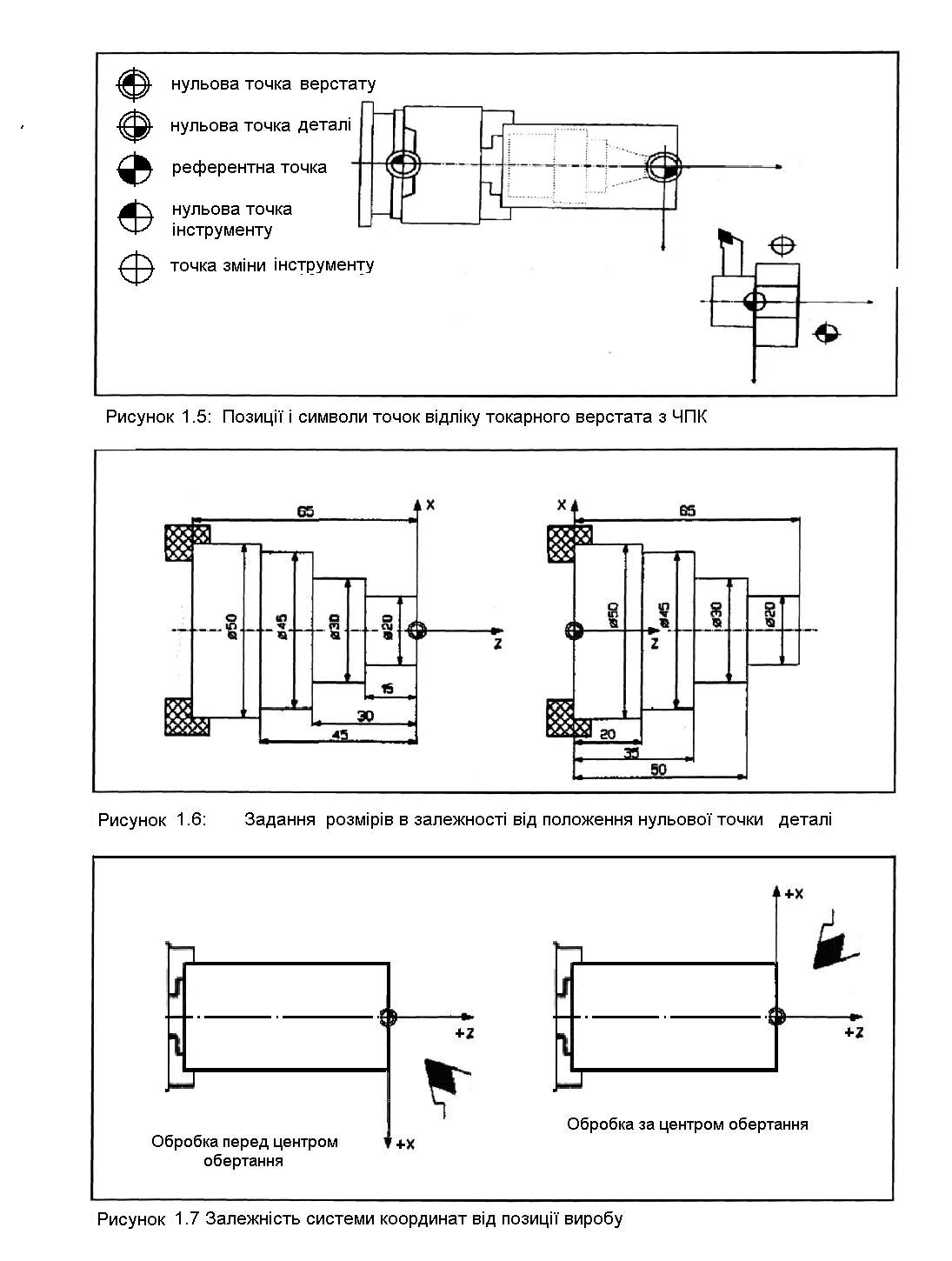
Нульова точка верстата.
Референтна точка
Точка відліку інструмента
Нульова точка
деталі
Позиція
інструменту