

1) Принцип саморегулювання дугового зварювання
При зварюванні дуга горить між плавкими електродами. При цьому
один з них – основний метал – можна вважати, що є постійний і в процесі
горіння дуги не витрачається, другий – електрод (якщо він плавкий) – при
горінні дуги постійно витрачається При витраті електроду довжина дуги збільшується і вона через деякий час припиняє своє існування –само обривається.Для підтримання дуги, а, значить, і для зварювання необхідно подавати електрод в зону дуги з швидкістю, з якою він витрачається (розплавляється), тобто – швидкість подачі електрода в дугу повинна дорівнювати швидкості його плавлення в дузі:
![]()
Для забезпечення заданих умов застосовують систему автоматичного регулювання і саморегулювання. Зварювальні апарати, що застосовують автоматичну регуляцію побудовані так, щоб під час горіння дуги постійно вимірювалось діюче значення падіння напруги в дузі. Коливання напруги в дузі свідчать про змінні довжини дуги, що в системі з автоматичним регулюванням супроводжуються примусовою зміною Vпод в механізмі подачі дуги.Недоліки: чутливість до коливань напруги зовнішньої мережі, погана ефективність для зварювання з високою густиною струмів і швидкістю плавлення.
У 1942р. В.І.Дятловим було відкрито принцип саморегулювання зварювальної дуги.При постійних (заданих) вольт-амперних (ВАХ) характеристиках
зварювальної дуги і джерела живлення, процеси в зварювальній зоні
протікають в такому напрямку, щоб відновлювати усталений режим
після будь-якого відхилення від рівноваги
Дослідним шляхом він встановив, і обґрунтував, що па-
діння напруги на дузі, а, значить, довжина дуги, сама по собі впливає на
швидкість плавлення електрода і, таким чином, в широких межах постій-
них, незалежних від напруги на дузі, швидкостей подачі електрода дуговий
процес автоматично (без сторонніх чинників) підтримується стабільним.
Тобто, автоматично, без зовнішніх впливів самою зварювальною ду-
гою підтримується рівність швидкостей плавлення та подачі плавкого еле-
ктрода в дугу:
![]() -
без участі автоматичних регуляторів.
-
без участі автоматичних регуляторів.
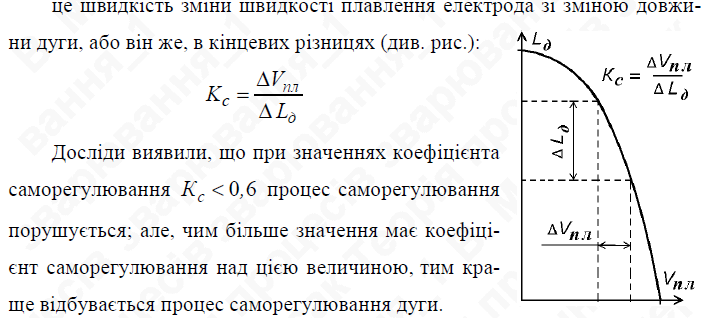
В.І.Дятлов запропонував ввести спеціальний показник:

Далі подається методика аналізу процесу саморегулювання, запропо-
нована В.І.Дятловим:
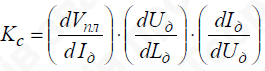
Таке розгрупування представляє коефіцієнт саморегулювання як до-
буток трьох похідних різного виду
1. Похідна швидкості плавлення електродного дроту
пл V по струму в дузі:
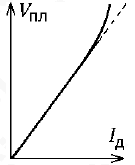
виконані В.І. Дятловим ґрунтовні дослідження пока-
зали, що залежність швидкості плавлення електроду
від струму в дузі практично лінійна (див. рис.): Відхилення вгорі ви-
кликане підігріванням вильоту електрода струмом, який по ньому
проходить. Нахил прямої мало залежить від зовнішніх умов і, таким
чином, ця похідна мало виливає на величину коефіцієнта саморегу-
люванняКс, тому її можна вважати постійною
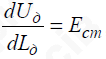
2. Похідна напруги на дузі д dUпо довжині дуги:
![]()
– виявляється
теж постійною величиною. Це питання вже розглядалося вище: при не-
змінних зовнішніх умовах сума анодного і катодного падінь напруги є по-
стійна величина, тоді можна вважати, що похідна падіння напруги по до-
вжині дуги є напруженість електричного поля стовпа дуги:
але, відповідно до принципу мінімуму Штейнбека, напруженість електри-
чного поля стовпа дуги повинна бути мінімально можливою для заданих
умов:
![]() а,
отже, це величина постійна:
а,
отже, це величина постійна:
![]() Тоді
і похідна
Тоді
і похідна
буде величиною постійною:
Таким чином, виявляється, що коефіцієнт саморегулювання може бу-
ти представлений
3. Похідна струму в дузі Ідпо падінню напруги в ній.
При необмеженому живленні дуги енергією саморегулювання дуги визначається тільки її ВАХ. Для зварювання на постійному струмі застосовують джерела живлення з падаючими і жорсткими зовнішніми ВАХ, тоді Кс є продукт взаємодії зовн. ВАХ джерела і ВАХ дуги
 ,при цьому
,при цьому
![]()
типові види зовнішніх характеристик зварювальних джерел жив-
лення: 1 – круто-спадаюча, 2 – полого-спадаюча, 3 – з додатковим балас-
тним реостатом, 4 – жорстка.
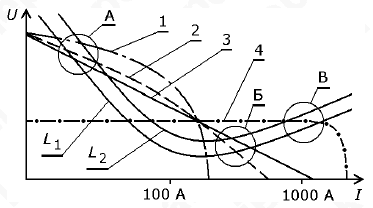
Кс має максимальне значення коли взаємодії зовнішніх жорстких характеристик джерела з зростаючими ВАХ дуги. А принцип автоматичного регулювання найефективніше працює для джерел з падаючою ВАХ