

I. Исходные параметры для расчета
1. Геометрические параметры нарезаемых зубчатых колес:
m-
модуль(нормальный); z-
число зубьев;
![]() -
угол профиля зубчатой рейки исходного
контура;
-
угол профиля зубчатой рейки исходного
контура;
![]() -
диаметр наружного цилиндра;
-
диаметр наружного цилиндра;
![]() -
диаметр делительного цилиндра;
-
диаметр делительного цилиндра;
![]() - высота головки зуба;
- высота головки зуба;
![]() -
высота ножки зуба; f
-
высота ножки зуба; f![]() -
коэффициент высоты головки зуба; C
- коэффициент радиального зазора
зубчатой передачи; β - угол наклона
зубьев; направление зубьев, степень
точности нарезаемых колес.
-
коэффициент высоты головки зуба; C
- коэффициент радиального зазора
зубчатой передачи; β - угол наклона
зубьев; направление зубьев, степень
точности нарезаемых колес.
2. Краткая техническая характеристика зубофрезерного станка, на котором нарезаются зубья: модель станка, наибольший нарезаемый модуль, величина подач вдоль оси заготовки, величина перемещения фрезерной головки вдоль оси фрезы, наибольший допускаемый диаметр червячной фрезы, наибольшая допускаемая длина червячной фрезы.
3. Краткая характеристика материала и операций обработки зубьев нарезаемых колес6 материал и его механические свойства; методы выполнения операций последующей обработки зубьев; величина припуска под последующую обработку; величина подачи вдоль оси заготовки; величина передвижения фрезы вдоль оси; количество передвижек фрезы вдоль оси.
II. Выбор профиля зубьев червячных фрез
Теоретической производящей поверхностью червячных фрез для нарезания зубчатых колес с эвольвентным профилем должна быть поверхность эвольвентного основного червяка. В целях обеспечения высокой точности профиля зубьев нарезаемых зубчатых колес необходимо, чтобы боковые режущие лезвия зубьев червячных фрез располагались одновременно в трех поверхностях: винтовой эвольвентной поверхности основного червяка, затылованной задней поверхности и передней поверхности. Такое расположение боковых режущих лезвий должно быть обеспечено не только для новой червячной фрезы, но и при проведении перетачивания до полного ее использования. Для выполнения этого условия червячные фрезы, спроектированные на основе эвольвентного червяка, должны быть затылованы по боковым задним поверхностям в осевом направлении. Кроме того, из-за конструктивных и технологических трудностей червячные фрезы с осевым затылованием могут быть выполнены только с крупным модулем.
Трудности затылования червячных эвольвентных фрез в осевом направлении, а также трудности конструктивного и технического порядка послужили причиной того, что червячные фрезы для нарезания цилиндрических зубчатых колес эвольвентного профиля профилируются приближенно. На выбор приближенных методов профилирования влияют:
А)точность профиля зубьев нарезаемых колес;
Б)преднамеренные отклонения профиля зубьев, связанные с эксплуатационными и технологическими факторами нарезаемых колес;
В) технологические факторы изготовления червяных фрез;
Г) располагаемые средства контроля профиля зубьев червячных фрез.
При проектировании червячных фрез для цилиндрических зубчатых колес с эвольвентным профилем применяются следующие основные методы приближенного профилирования.
1.Профиль зубчатой рейки исходного контура по впадине зубьев в нормальном сечении
При этом методе
профилирования угол профиля![]() боковой стороны зубьев червячной фрезы
в нормальном сечении по впадине
принимается равным углу профиля
боковой стороны зубьев червячной фрезы
в нормальном сечении по впадине
принимается равным углу профиля
![]() зубчатой рейки исходного контура. Этот
метод приближенного профилирования
основан на упрощенном представлении
станочного зацепления червячной фрезы
с нарезаемым зубчатым колесом не как
зацепление основного эвольвентного
червяка, а как зацепление зубчатой рейки
исходного контура. Схематическое
расположение боковой стороны зубьев
червячной фрезы относительной боковой
стороны основного червяка в нормальном
сечении при этом методе профилирования
показано на рис. 1 линией 1.
зубчатой рейки исходного контура. Этот
метод приближенного профилирования
основан на упрощенном представлении
станочного зацепления червячной фрезы
с нарезаемым зубчатым колесом не как
зацепление основного эвольвентного
червяка, а как зацепление зубчатой рейки
исходного контура. Схематическое
расположение боковой стороны зубьев
червячной фрезы относительной боковой
стороны основного червяка в нормальном
сечении при этом методе профилирования
показано на рис. 1 линией 1.
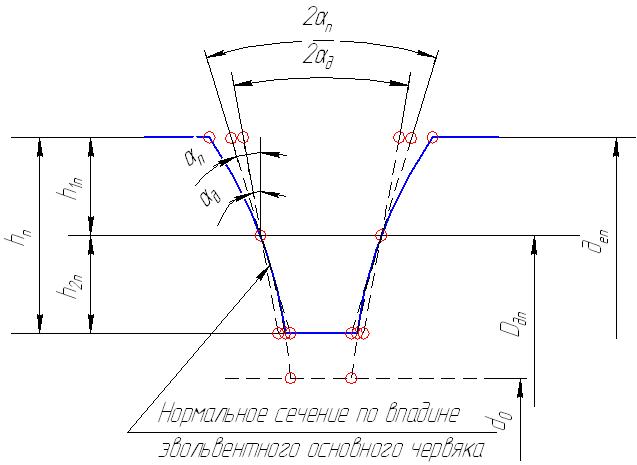
Рис.1. Прямолинейный профиль в нормальном сечении по впадине зубьев фрезы
Такая замена основного червяка на зубчатую рейку приводит к смещению боковых режущих лезвий зубьев червячной фрезы с эвольвентной винтовой поверхности основного червяка с отклонениями по ножке и головке зубьев фрезы образует профиля зубьев нарезаемых колес, выражающиеся в подрезке ножки и утолщения головки. Погрешности профиля зубьев нарезаемых колес возрастают с увеличением угла подъема винтовой линии по длительному цилиндру червячной фрезы. Угол профиля боковой стороны зубьев червячной фрезы, спрофилированный по этому методу, измеряется преимущественно шаблонами, ориентированными по передней поверхности. Использование шаблонов не обеспечивает высокую точность измерения профиля боковой стороны зубьев червяной фрезы. Кроме того, погрешности профиля зубьев нарезаемых зубчатых колес возрастают по мере перетачивания червячной фрезы до полного использования. В конечном итоге, этот метод профилирования червячных фрез дает наибольшие погрешности профиля боковой стороны зубьев нарезаемых колес.
Червячные фрезы
по этому методу профилируются при угле
подъема винтовой линии по делительному
цилиндру
![]() до
до
![]() при нарезании зубчатых колес 7-8-й степени
точности и при
при нарезании зубчатых колес 7-8-й степени
точности и при
![]() свыше
свыше
![]() при нарезании зубчатых колес 9-й степени
точности и грубее.
при нарезании зубчатых колес 9-й степени
точности и грубее.