

Работа № 3 Контроль механических свойств композиционных низкотемпературных сверхпроводников для обмотки соленоидов магнитной системы итэр
Введение.
Исследования и практическое применение явления сверхпроводимости в последние десятилетия являются одним из важнейших направлений мировой науки и техники. Разработки и исследования возможностей применения сверхпроводников в электроэнергетике, медицине, транспорте и физике высоких энергий демонстрируют их высокую эффективность и безальтернативность для решения ряда технических задач. Одним из важных направлений использования сверхпроводников в настоящее время является создание сверхпроводящей магнитной системы в рамках международного проекта Интернационального Термоядерного Экспериментального Реактора (ИТЭР).
В настоящее время в России и за рубежом для изготовления сверхпроводящих магнитных систем широко используются многоволоконные сверхпроводники на основе Nb-Ti сплавов и интерметаллидных соединений со структурой А15, прежде всего Nb3Sn [1]. Использование соединения Nb3Sn с критической температурой 18К и критическим полем 22-23 Тл позволяет достигать более высоких магнитных полей при уменьшении габаритов сверхпроводящих магнитов [2,3].
Как правило, технические сверхпроводники — это многожильные композиты, содержащие в металлической матрице с высокой тепло и электропроводностью строго определенную долю непрерывных жил из сверхпроводящего материала (рис. 1). В большинстве случаев этот композит содержит также резистивные или диффузионные барьерные материалы, стабилизирующие оболочки и прочные армирующие элементы. Обычно композиционные сверхпроводники имеют круглое (диаметр от 0,1—0,2 до 5—6 мм) или прямоугольное (0,1—5х3—10 мм) сечение и длину от нескольких сотен метров до нескольких десятков километров. При этом в матрице может содержаться до нескольких десятков тысяч сверхпроводящих волокон диаметром от 20—50 мкм до десятых долей микрона при их объемной доле до 50%. Объемная доля стабилизирующего материала составляет от 20 до 90%, в то время как объемная доля барьерных и упрочняющих материалов обычно не превышает 5—7%. [1]
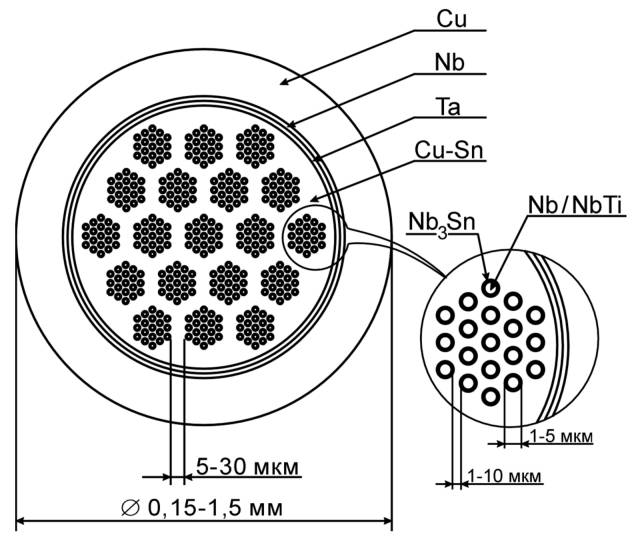
Рис. 1 Схематичное изображение поперечного сечения Nb3Snкомпозиционного сверхпроводника диаметром 0,82мм для магнитной системы ИТЭР
Процесс производства технических Nb3Sn сверхпроводников
Процесс производства технических Nb3Sn сверхпроводников многостадиен. Для получения композита с распределенными в матрице волокнами и имеющего регулярное строение по всей длине требуется сборка из отдельных составных заготовок. Как показано на схеме, приведенной на рисунке 2, процесс состоит из трёх основных этапов:
Изготовление ниобиевых и бронзовых шестигранных прутков, а также ниобиевого барьера и медного чехла;
Сборка первой многоволоконной заготовки и изготовление из нее шестигранных прутков;
Сборка второй многоволоконной (~13000 и более волокон) заготовки и изготовление готового проводника, например, диаметром0,82 мм для магнитной системы ИТЭР, длиной единичного куска до 30 км.
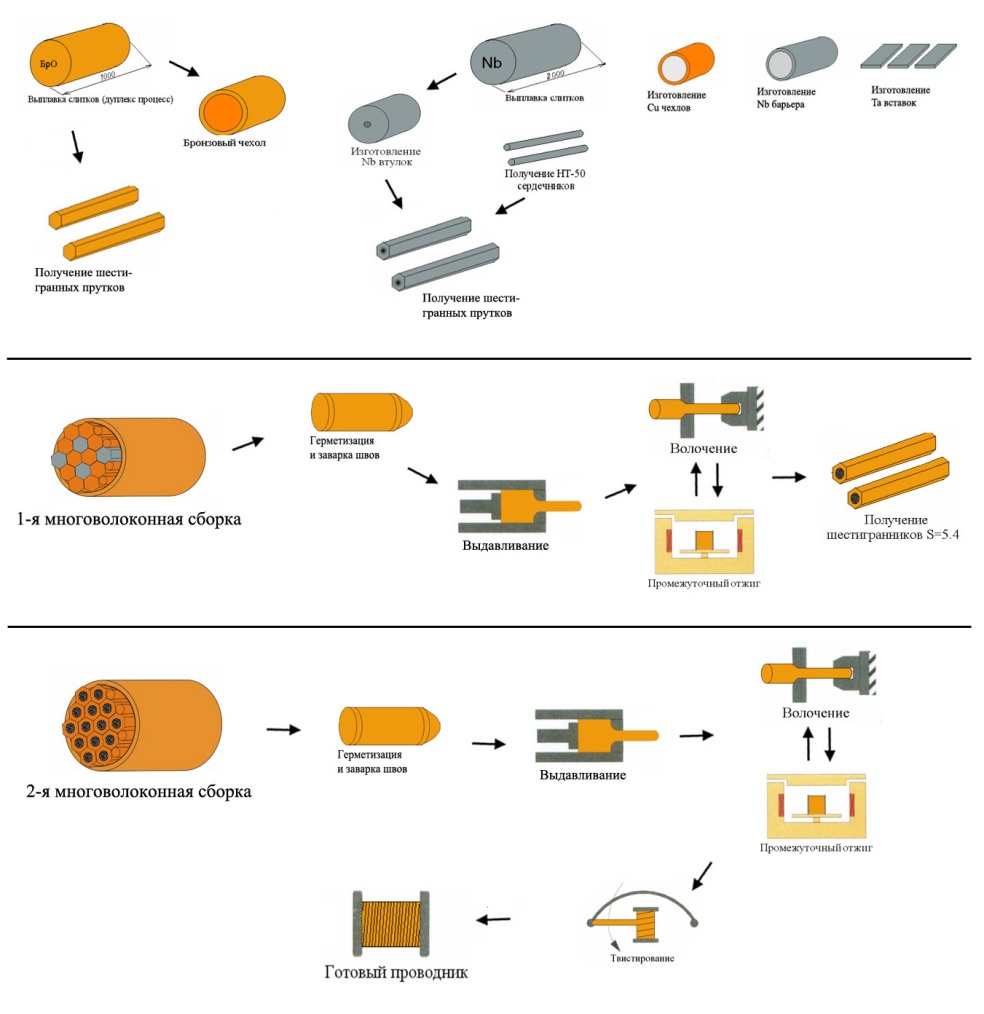
Рисунок 2 - Схема изготовления Nb3Sn сверхпроводников по «бронзовому методу»
Таким образом, механические свойства волокнистых композиционных материалов, в основном, прочностные, определяются свойствами матрицы, волокон и поверхностей раздела волокно/матрица, а также зависят от их объемных и геометрических соотношений. При получении этих материалов с использованием деформаций и промежуточных термообработок важно обращать внимание на параметры технологии, чтобы обеспечить достаточный запас пластичности бронзовой матрицы и предотвратить взаимодействие ниобия с бронзой с образованием на границе раздела хрупкого интерметаллида Nb3Sn.
После получениямноговолоконного сверхпроводника уже в готовом изделиипроводитсядиффузионный отжиг, в ходе которого происходит диффузия олова из матрицы в волокна (рис. 3). В ходе диффузии олова в ниобиевые волокна происходит формирование сверхпроводящего интерметаллидаNb3Sn.
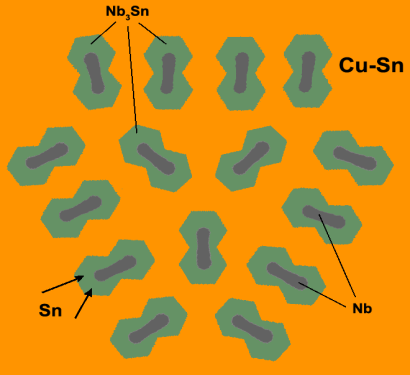
Рисунок 3 - Схема формированияNb3Sn сверхпроводящей фазы в ходе твердофазной диффузии в проводниках, получаемых по «бронзовому методу»
Готовый сверхпроводник направляется на изготовление токонесущего элемента (ТНЭ) или, другими словами, кабеля в оболочке, который состоит из сверхпроводящих стрендов, медных стрендов, образующей центральный канал охлаждения спирали, стальных обкладок секций кабеля, уменьшающих гистерезисные потери, прессованных секций оболочки (круглого сечения для TF катушек, квадратного внешнего и круглого внутреннего сечения для PF катушек).
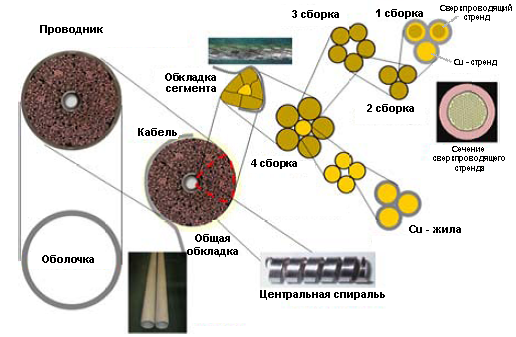
Рис.4 Схема изготовления токонесущего элемента (ТНЭ) на основе Nb3Sn сверхпроводников
Сверхпроводящие и медные стренды свиты в многосегментный кабель круглого сечения, сегменты которого представляют собой 6 «лепестков» (рис. 4). Диаметр оболочки на 1 – 2 мм больше диаметра кабеля. До помещения кабеля в оболочку секции части этих оболочек длиной 7 - 11 м сваривают друг с другом встык (такой способ сварки обеспечивает простоту контроля ее качества). После помещения кабеля в оболочку ее подгоняют к кабелю при помощи прокатки.