3.2 Варианты заданий для экзаменующихся:
Вариант 1
Необходимо изготовить скобу , изображенную на рисунке . Опишите по- следовательность работ при изготовлении скобы , и определите длину и ширину заготовки для ее выполнения .
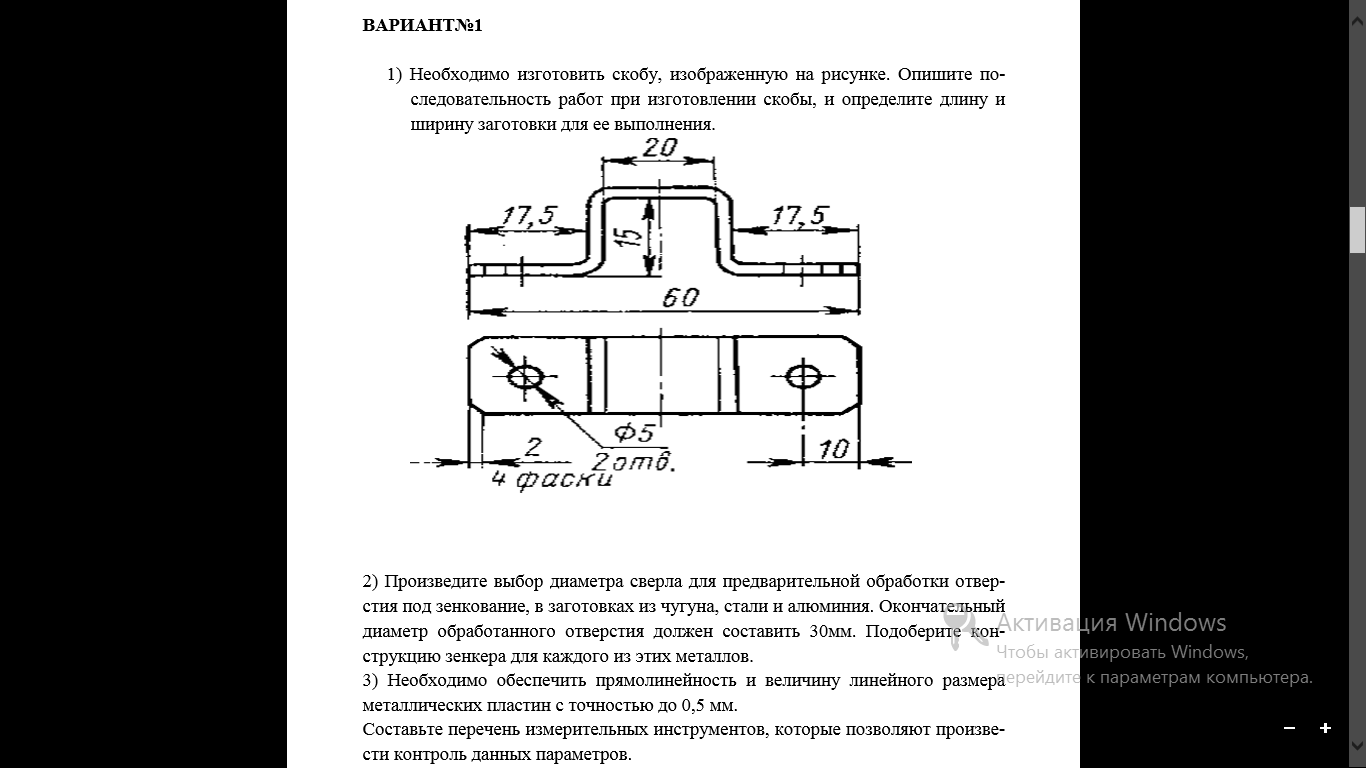
Плоский зажим или скобу изготовляют из непрерывной полосы плоского листового материала в форме катушки путем первого штампования промежуточных частей материала между каждой из заготовок, формируемых в отдельную скобу при удерживании заготовок в непрерывной полосе. Эту полосу затем подвергают второму штамповочному процессу, где каждую отдельную скобу отрезают от полосы, формуют в требуемую форму, а избыточный отработанный материал удаляют из непрерывной полосы. Второй штамповочный процесс осуществляется непосредственно рядом с конечной операцией сборки скоб, так что скобы не требуется транспортировать к месту конечной операции закрепления скобами в разделенном виде. Техническим результатом является то, что заготовки скоб в плоской форме расположены между непрерывными наружными краями и не имеют острых углов. 2 с. и 2 з.п. ф-лы, 11 ил.
Необходимо обеспечить прямолинейность и величину линейного размера металлических пластин с точностью до 0,5 мм . Составьте перечень измерительных инструментов , которые позволяют произве- сти контроль данных параметров .
Измерительные инструменты и техника измерений. Для определения размеров де-талей и правильности их обработки применяют измерительные и проверочные инструменты. В зависимости от степени точности измерительные инструменты делят на простые и точные. Простые измерительные инструменты обеспечивают точность измерения до 0,5 мм. К ним относятся измерительные линейки, метры, рулетки, кронциркули, нутромеры. Точные измерительные инструменты позволяют производить измерения с точностью от 0,1 до 0,001 мм. К ним относятся штангенциркули, микрометры, угломеры, предельные калибры, индикаторы, уровни, щупы, а также различные оптико-механические, электромеханические, пневматические и другие приборы.
Технологический процесс сборки
Машина представляет собой соединение одного или нескольких узлов, подузлов, комплектов и деталей, закоординированных относительно основных баз соединяющей их детали. Базовыми деталями машин обычно являются станины, рамы, корпуса и т. д.
В основе проектирования любого технологического процесса сборки машины должны быть заложены следующие основные принципы:
а) обеспечение высокого качества собираемой машины, гарантирующего долговечность и надежность ее эксплуатации;
б) минимальный цикл сборки;
в) минимальная трудоемкость слесарно-сборочных работ;
г) применение рациональной механизации, прямо влияющей на повышение производительности и облегчение труда сборщиков, а также вопросы, связанные с обеспечением безопасных условий труда.
Разработке технологического процесса сборки машин должна предшествовать своевременная работа технологов в конструкторском отделе над технологичностью запроектированной машины.
Вариант 2
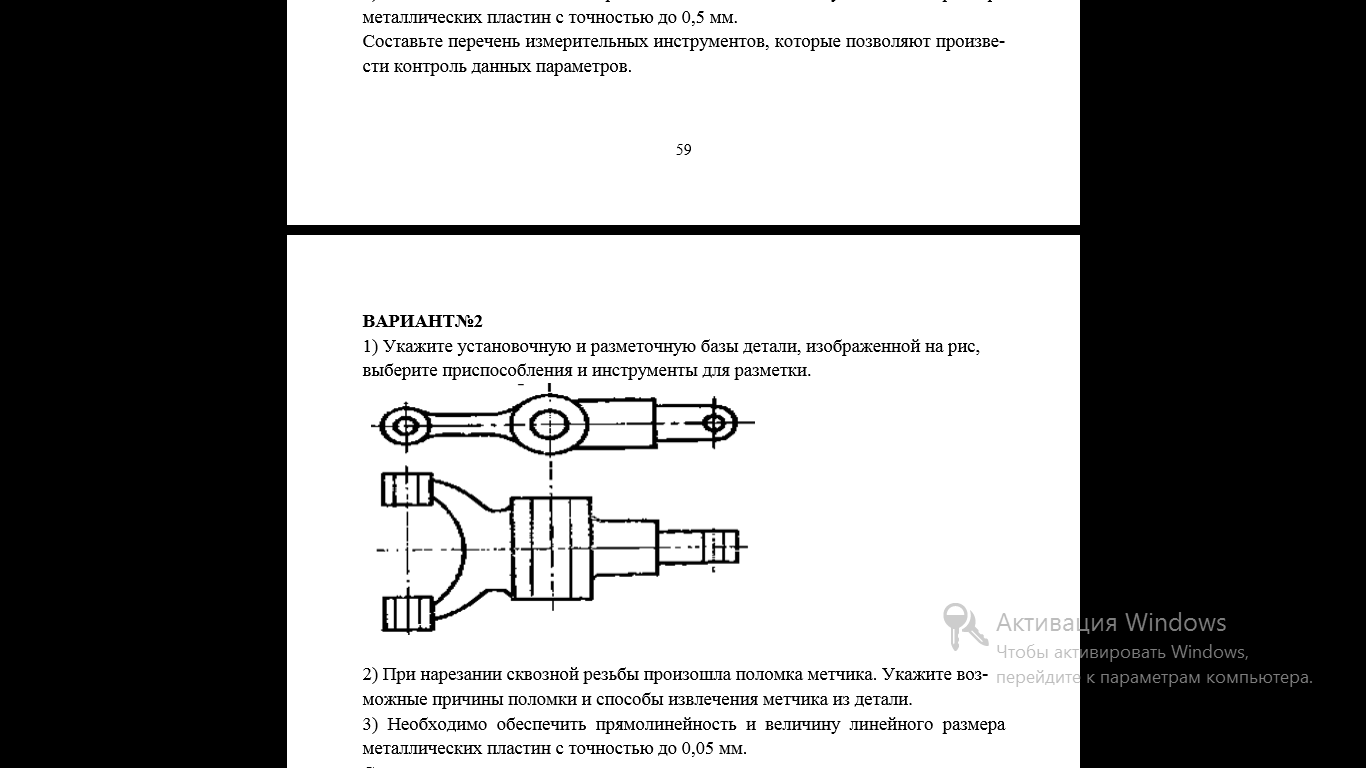
1) Укажите установочную и разметочную базы детали , изображенной на рис , выберите приспособления и инструменты для разметки .
Для того чтобы избрать правильный путь разметки, необходимо отчётливо представлять назначение детали, ее роль в машине. Поэтому следует кроме чертежа размечаемой детали также изучить сборочный чертеж и ознакомиться с технологией изготовления детали.
Выбор базы при разметке. Правильный выбор базы при разметке определяет качество последней. Выбор разметочных баз зависит от конструктивных особенностей и технологии изготовления детали.
Базу выбирают, руководствуясь следующими правилами:
если на заготовке имеется хотя бы одна обработанная поверхность, принимают за базу;
если обрабатываются не все поверхности, то за базу принимают обрабатываемую поверхность;
если наружные и внутренние поверхности не обработаны, то за баз предпочтительно принимать наружную поверхность.
Все размеры наносят от одной поверхности или от одной линии принятой за базу.
После того как наметят базу, определяют порядок разметки, расположение и установку размечаемой заготовки на плите и выбирают необходимые разметочные инструменты и приспособления.
Установка заготовки на разметочной плите. Перед установкой заготовки на разметочной плите те места заготовки, где будут наноситься разметочные риски, окрашивают мелом, краской, лаком или медным купоросом. При установке только первое положение заготовки на плите является независимым, а все остальные положения зависят от первого. Поэтому первое положение заготовки необходимо выбирать так, чтобы было удобно начать разметку от поверхности или центровой линии, принятой за базу. Заготовку устанавливают на плите не в произвольном положении, а таким образом, чтобы одна из главных ее осей была параллельна поверхности разметочной плиты.
Таких осей на заготовке обычно бывает три - по длине, шири и высоте.
Нанесение разметочных линий. При пространственной разметке заготовок приходится наносить горизонтальные, вертикальные и наклонные риски. Эти наименования рисок сохраняются и после поворота заготовки в процессе разметки. Если, например, риски при первоначальном положении заготовки были проведены горизонтально, их, хотя они. после поворота заготовки на 90° стали вертикальными, во избежание путаницы продолжают называть горизонтальными.
Кроме основных разметочных рисок параллельно им на расстоянии 5...7 мм проводят цветным карандашом контрольные риски, которые служат для проверки установки заготовки при дальнейшей обработке, а также для обработки в тех случаях, когда риска почему-либо исчезла, При разметке на плите горизонтальные риски прочерчивают рейсмасом, установленным на соответствующий размер. Рейсмас перемещают параллельно поверхности разметочной плиты, слегка прижимая его основанием к плите. При этом игла рейсмаса должна быть направлена наклонно к размечаемой поверхности в сторону движения под углом 75...800, Нажимают иглой на заготовку равномерно.
Разметка вертикальных рисок может выполняться тремя способами:
разметочным угольником,
рейсмасом с поворотом заготовки на 90°,
рейсмасом от разметочных ящиков без поворота заготовки.
Наклонные линии наносят чертилкой, поворачивая заготовку по угломеру, установленному на необходимый угол.