

1. Основы управления производственным процессом


1.1. Состояние автоматизации и перспективы её развития
Историки относят автоматизацию к периоду появления первых машин.

 Развитие хозяйства во многом определяется
техническим прогрессом в машиностроении.
Разработка и внедрение в производство
новейших конструкций машин, механизмов
и приспособлений, соответствующих
современному уровню развития науки и
техники, возможны при наличии
высокопроизводительного станочного
оборудования. Повышение эффективности
производственных процессов, в частности
связанных с обработкой металлов резанием,
обеспечивает автоматизация. Автоматизация
производства неразрывно связана с
созданием различных систем управления,
которые выполняют функции контроля,
регулирования и оптимизации производственных
процессов.
Развитие хозяйства во многом определяется
техническим прогрессом в машиностроении.
Разработка и внедрение в производство
новейших конструкций машин, механизмов
и приспособлений, соответствующих
современному уровню развития науки и
техники, возможны при наличии
высокопроизводительного станочного
оборудования. Повышение эффективности
производственных процессов, в частности
связанных с обработкой металлов резанием,
обеспечивает автоматизация. Автоматизация
производства неразрывно связана с
созданием различных систем управления,
которые выполняют функции контроля,
регулирования и оптимизации производственных
процессов.
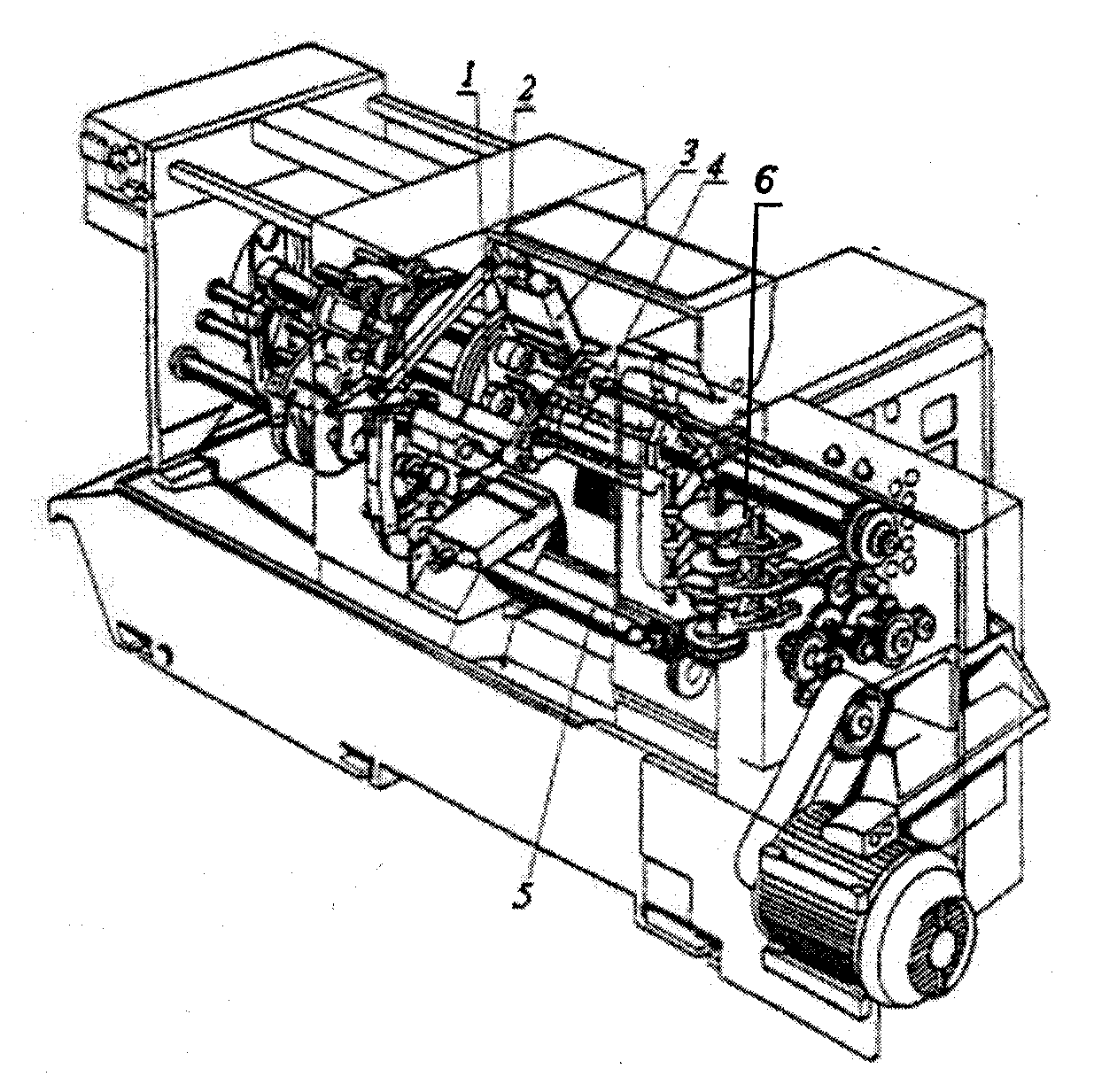
На рис. 1 представлен автомат, спроектированный по принципу жесткого управления. Такие автоматы эффективно используются при массовом и крупносерийном производстве. На рис. 2 представлен вариант автоматизации, когда сложная последовательность действий при выполнении основных и вспомогательных операций с применением станков, роботов, технологических приспособлений запрограммирована и реализуется с помощью шкафа силовой автоматики. |
Рис. 1. Многошпиндельный токарный автомат: 1 – шпиндель; 2 – шпиндельный блок; 3 – суппорт поперечный; 4 – суппорт продольный; 5 – винт; 6 – валик кулачковый (командоаппарат) |

В комплексе заложена возможность гибкой перенастройки при переходе с производства одной детали к другой.
7
На рис. 3 приведены варианты компоновок автоматических линий:
– рис. 3, а – детали устанавливаются на позицию 2 и движутся слева на- право вдоль станков 3 и 5. На позиции 4 их снимают с конвейера и передают на другой участок;
– рис. 3, б – автоматическая линия представлена двумя участками. Причем работа первого аналогична работе линии, представленной на схеме «а». Далее на выходе заготовки попадают на поворотный стол 6, где они поворачиваются на 180º;
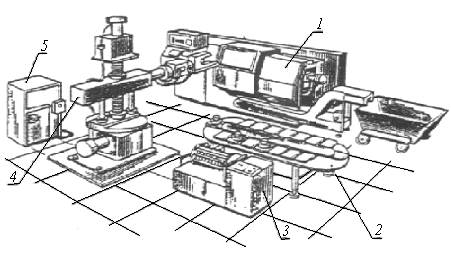

Рис. 2. Роботизированный технологический комплекс:
1 – станок; 2 – стол; 3 – технологическое приспособление;
4 – робот; 5 – шкаф автоматики




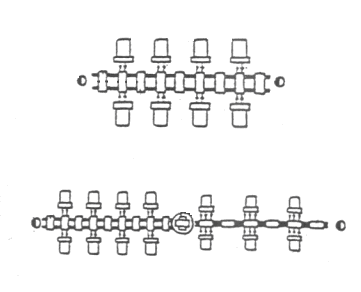
































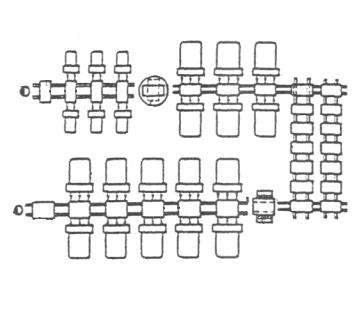



Рис. 3. Схемы автоматических линий для обработки деталей:
1 – рабочий; 2 – загрузка деталей; 3 – рабочие позиции; 4 – загрузка детали;
5 – промежуточные позиции; 6 – поворотный стол; 7 – поперечный
транспортер; 8 – накопитель деталей; 9 – кантователь
8
– рис 3, в – автоматическая линия представлена двумя секциями и состоит из трех участков.
При управлении автоматическими линиями задача состоит не только в том, чтобы своевременно включить станок или приспособление. Часто в работе автоматических линий возникают закономерно или случайно те или иные ситуации. Управление работой автоматических линий связано с обработкой большого объема информации. Решение принимается формально, если оно укладывается в соответствующие формулы, а если это невозможно, то в контуре управления во время принятия решения участвует человек.
Более сложная автоматическая линия представлена на рис. 4. В линии задействованы 5 участков, несколько накопителей, сложная система транспортировки деталей от станка к станку. Управление такой линией осуществляется с учетом большого числа факторов. На сегодняшний день обработать столь большой объем информации можно с использованием ЭВМ и современных программно-технических средств (ПТС).










































































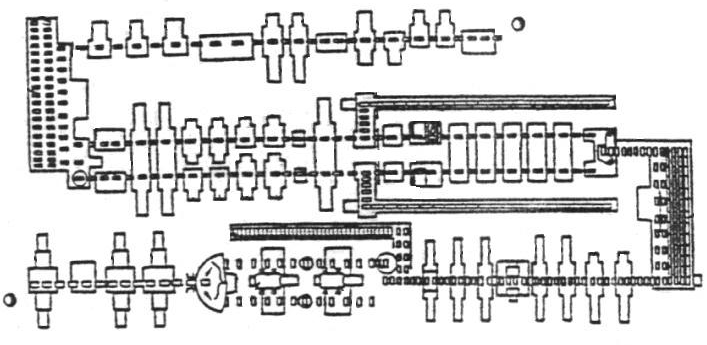


Рис. 4. Автоматическая линия с ветвящимся потоком и двумя типами накопителей:
1-39 – порядковые номера станков; а, в, г – транспортеры;
б, д – транспортеры–накопители
На современном уровне основная масса технологических процессов реализуется не спонтанно, не по воле рабочего или высококвалифициро-
9
ванного специалиста, что привело бы к хаосу в технологиях. В управлении
технологическими процессами реализуются принципы программирования:
- последовательности действий;
- режимов обработки;
- установки тех или иных видов инструментов;
- алгоритмов выходов из внештатных ситуаций.
Структурные схемы станков с ЧПУ приведены на рис. 5.





 Рис.
5. Структурные схемы системы с ЧПУ:
Рис.
5. Структурные схемы системы с ЧПУ:
а – при задании УП в декодированном виде;
б – при задании УП в кодированном виде;
в – при управлении от ЭВМ
10
Программа записана на перфоленте, затем она переписывается на магнитную ленту, а с неё считывается непосредственно на станке (см. рис. 5, а).
Программа считывается с перфоленты на станке (см. рис. 5, б).
Управляющие сигналы вырабатываются ЭВМ (см. рис. 5, в).
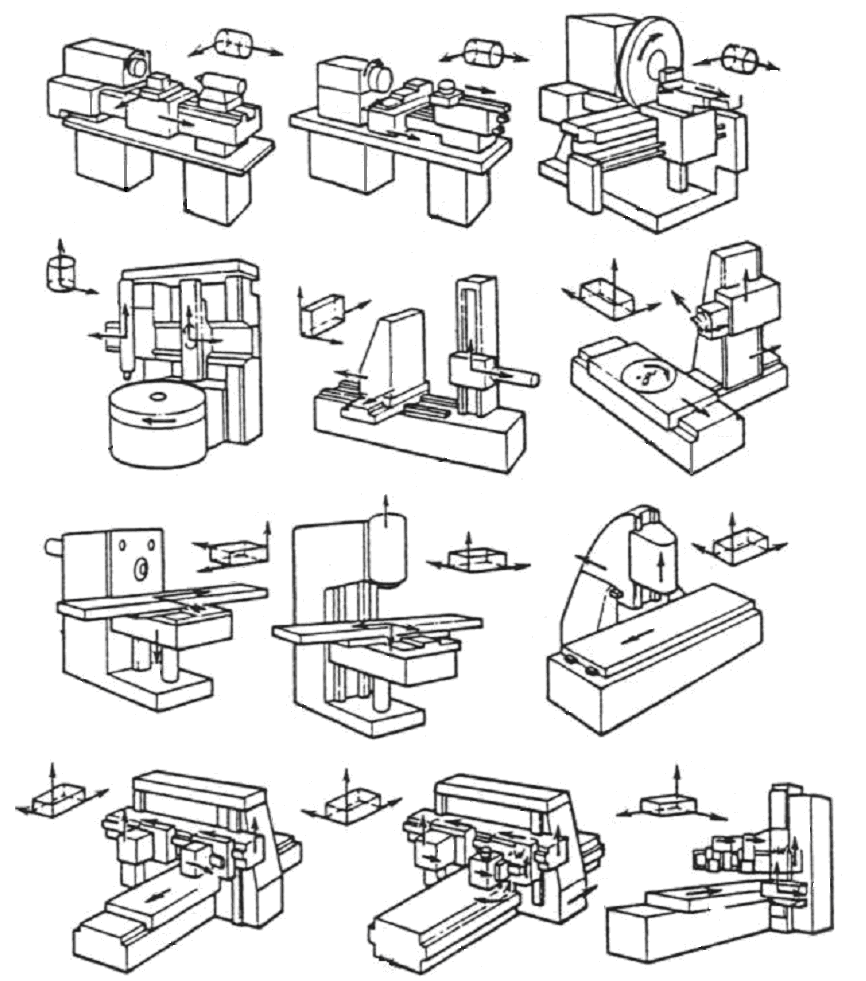
На рис. 6 представлены различные варианты компоновок станков с ЧПУ из таких узлов, как станина, основание, привод главного движения, привод подач, различные вспомогательные механизмы.
![]()
![]()
![]()
![]()

![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()

![]()
![]()
![]()

![]()
![]()
![]()
![]()
![]()
![]()
![]()
Рис. 6. Станки с ЧПУ:
1 – токарно-винторезный; 2 – токарно-револьверный; 3 – лоботокарный;
4 – токарно-карусельный; 5, 6 – горизонтально-расточной; 7 – консольно-
фрезерный горизонтальный; 8 – консольно-фрезерный вертикальный;
9 – продольно-фрезерный вертикальный; 10 – продольно-фрезерный
двустоечный; 11 – продольно-фрезерный с подвижным порталом;
12 – одностоечный продольно-строгальный
11
Дальнейшее развитие автоматизации связано, прежде всего, с созданием систем управления производственными процессами на основе эффективного использования математического, информационного и программно-аппаратного обеспечения.