

Міністерство аграрної політики України Дніпропетровський державний аграрний університет
Кафедра надійності та ремонту машин
Методичні рекомендації
до виконання лабораторної роботи
„Розбирання та складання типових з'єднань машин”
з дисципліни «Ремонт машин »
Дніпропетровськ 2010
Методичні рекомендації до виконання лабораторної роботи „Розбирання та складання типових з'єднань машин” /Дніпропетровський державний аграрний університет, - Дніпропетровськ, 2010. – 14 с.
Методичні рекомендації укладені відповідно до програми дисципліни „ Ремонт машин ” для студентів факультету механізації сільського господарства із спеціальності 7.091902 «Механізація сільського господарства».
Методичні рекомендації розглянуто і затверджено на засіданні кафедри „ Надійність та ремонт машин ”.
Протокол № 10 від 3 березня 2010 р.
Розглянуто і схвалено на засіданні науково-методичної ради факультету механізації сільського господарства.
Протокол № 9 від 27 квітня 2010 р.
Укладачі: доц., к.т.н. Харченко Б.Г.
ас. Цаніді І.М.
Рецензент: доц., к.т.н. Мельянцов П.Т.
Лабораторна робота №2
Тема: „Розбирання та складання типових з'єднань машин”
Мета: Ознайомитись з технологічним плануванням, робочими місцями, обладнанням для розбирання та складання типових з'єднань машин. Розглянути особливості розбирання та складання різьбових з'єднань, шпонкових з’єднань, з'єднань з натягом. Ознайомитись з особливостями з техніки безпеки при виконанні розбирально складальних робіт.
Загальні положення
Розбиральні і складальні роботи у загальній трудомісткості капітального ремонту машин займають значне місце: для тракторів — 52—56%, для автомобілів — 33—41%, з них близько 11% припадає на розбиральні роботи.
Під час капітального ремонту машини розбирають на агрегати, вузли і деталі у послідовності, передбаченій технологічними процесами на розбирання даної машини, її агрегатів і вузлів.
Залежно від програми ремонтного підприємства і об'єкта розбирання, роботи виконують на стаціонарних або пересувних стендах, а при великих програмах — на .потоковій лінії.
У розбиральний відділ машину транспортують своїм ходом, на буксирі із застосуванням тягача чи лебідки або на візку по рейковому шляху. Візок є стендом, на якому виконують потоково-постове розбирання машини.
Розбирання – складання різьбових з’єднань
Значна частина трудових затрат при розбиранні припадає на розбирання різьбових з'єднань (30—60 %).
Корозійні різьбові з’єднання перед розбиранням обробити гасом, соляркою або гальмовою рідиною.
Для механізованого розбирання (складання) різьбових з'єднань застосовують гайковерти, які скорочують виконання операцій у 3—5 разів і підвищують загальну продуктивність праці на 15%.
Гайковерти за типом привода бувають електричні, пневматичні і гідравлічні, за конструктивними ознаками — ручні, підвісні, пересувні і стаціонарні. За принципом дії перетворювача моменту — діляться на три основні групи:
- з прямою передачею від двигуна до шпинделя (випускаються тільки з пневматичними двигунами), які не бояться перевантажень;
- із редуктором і муфтою, яка обмежує крутний момент, що передається на шпиндель, з регулювальним пристроєм для тарування муфти на певну величину крутного моменту;
- гайковерти ударно-імпульсної дії (динамічні), які мають спеціальну муфту для перетворення обертального руху в імпульси. Завдяки збільшенню моменту за рахунок ударної дії муфти робочий не сприймає реактивного моменту.
Пневматичні гайковерти (рис.1.1.а.) мають малий ККД і викликають великий шум. Однак висока надійність, простота і безпека у роботі дозволяють широко їх використовувати. Працюють пневматичні " гайковерти на стисненому повітрі від виробничої магістралі при тиску 0,5—0,6 МПа.
Величину крутного моменту при викручуванні гайок можна орієнтовно визначити із співвідношення:
![]()
де d – номінальний діаметр різьби, мм.
Значення крутного моменту для відкручування різьбових з'єднань приймається у 1,25 раза більшим (при наявності корозії — у 1,5 рази більшим).
Складання різьбових з'єднань (шпильок, гайок, болтів, гвинтів становить 25—35 % загальної трудомісткості складальних робіт.
Під час складання різьбових з'єднань повинні забезпечуватись:
співвісність осей болтів, шпильок, гвинтів та різьбових отворів і необхідна щільність посадки у різьби;
- відсутність перекосів торця гайки або головки болта відносно поверхні спряженої деталі, оскільки перекіс є основною причиною відривання гвинтів і шпильок;
- дотримання послідовності і стабільності зусиль затягання групи гайок (головка циліндрів тощо).
Крутний момент, необхідний для затягування різьбового з’єднання, визначається за формулою:
![]()
де Р – сила затягування, Н;
d – номінальний діаметр різьби, мм.
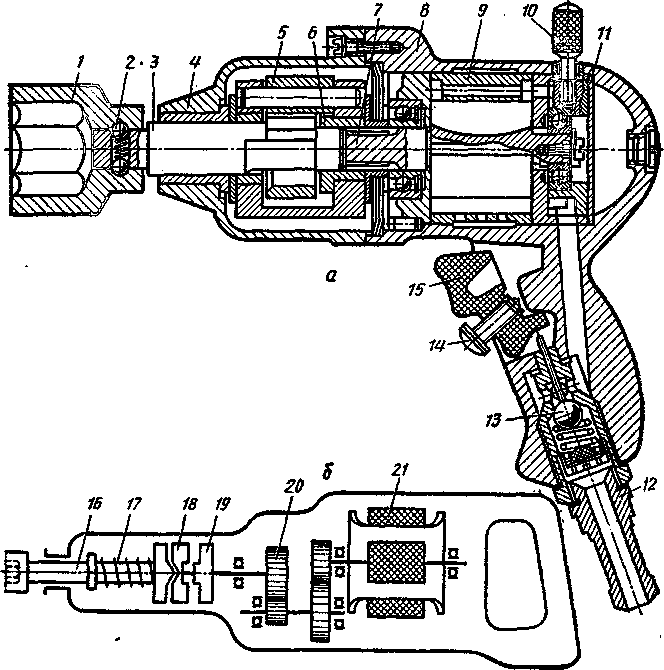
Рис.1.1. Гайковерти:
а-пневматичний реверсивний; б-електричний з торцевим ключем; 1-змінна торцева головка; 2-кулька; 3,16-шпінделі; 4-корпус; 5-ударний механізм; 6-шліцева муфта; 7-вал ротора; 8-корпус; 9-двигун; 10-палець; 11-повітророзподільник; 12-штуцер; 13-пусковий пристрій; 14-гвинт; 15-пусковий курок; 17-пружина; 18- муфта ввімкнення; 19-кулачкова півмуфта; 20-редуктор; 21-електродвигун.