

Термическая обработка металлов и сплавов (т/о)
Т/о называют процессы теплового воздействия по определённым режимам с целью изменения структуры и свойств сплава.
Промежуточная (предварительная) т/о может выполняться также для устранения вредных побочных явлений, вызванных предыдущими процессами при изготовлении деталей; подготовки детали к следующей операции; и т. д.
Применяют различные виды т/о металла: отжиг; нормализацию; закалку; отпуск; старение.
Превращения в металлах при нагревании и охлаждении
Первое превращение при нагревании стали происходит при температуре около 727°С линия PSK — это превращение П в А — обозначается Ас1. При этой температуре, вследствие аллотропического превращения а-железа в у-железо, образуется более равновесная, чем перлит, фаза аустенита. В ней растворяется весь находившийся в перлите углерод.
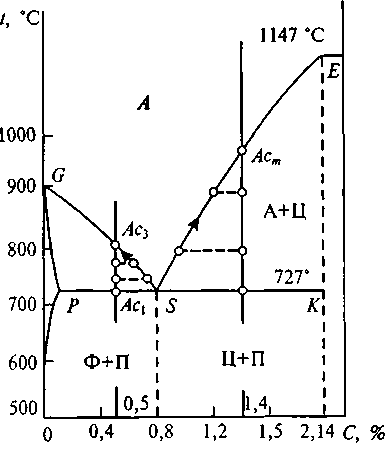
На линиях SG и SE находятся критические температуры, при которых сталь приобретает равновесную однофазную структуру аустенита. Точки на линии SG обозначают Ас3, а на линии
SЕ - Acm
В соответствии с режимом термической обработки после нагревания и выдержки стали при заданной (зависящей от содержания углерода) температуре следует процесс охлаждения аустенита. По достижении определенной температуры (точки на линии SG) аустенит доэвтектоидной стали начнет распадаться (А -► Ф + А), и сталь снова будет состоять из двух фаз (Ф + А). Данный процесс протекает равновесно, если их химический состав изменяется соответственно по линиям PG и SG.
Достигаемая при охлаждении критическая температура, соответствующая началу выпадения феррита из аустенита, зависит от содержания в стали углерода.
Когда температура достигнет изотермы PSK, равновесный фазовый состав стали будет представлен ферритом и аустенитом, содержащими соответственно 0,02 и 0,8 % С.
При температуре ниже 727°С аустенит превращается в перлит. Таким образом, при медленном охлаждении, получается исходный структурно-фазовый состав доэвтектоидной стали: Ф + П.
Аустенит заэвтектоидной стали после медленного охлаждения превращается в исходную смесь перлита и цементита (П + Ц). При этом, начиная с температур, соответствующих линии SE, из него будет выделяться избыточный углерод в виде вторичного цементита, а при температуре 727 °С сталь приобретает исходную равновесную заэвтектоидную структуру: П + Ц.
Сплав с такой равновесной структурой имеет низкие прочностные свойства. Это обусловлено тем, что при достаточно медленном охлаждении в доэвтектоидной стали формируются довольно крупные зерна избыточного феррита.
Если же сталь быстро переохладить из аустенитного состояния до температуры Аги то аустенит будет претерпевать превращение. Так, эвтектоидная сталь будет представлена образованием тонкой механической смеси феррита и цементита, т. е. фазы, очень отличающейся по концентрации углерода. При температурах, близких к Агх, пластинки из феррита и цементита растут, среднее значение толщины двух смежных пластинок (феррита и цементита) достигнет 0,6—1,0 мкм. Такую структуру называют пластинчатым перлитом.
При переохлаждении в 100—120 °С пластинки феррита и цементита увеличатся лишь до толщины в 0,25—0,30 мкм. Такую структуру называют сорбитом.
Если переохлаждение достигнет 180—200 °С, рост пластинок остановится в самом начале и составит 0,1—5—0,15 мкм. Такую структуру называют трооститом.
Таким образом, структуры диффузионной перекристаллизации аустенита — перлит, сорбит и троостит — являются пластинчатыми ферритно-цементитными структурами и различаются лишь по степени дисперсности пластинок.
Механические свойства пластинчатых структур эвтектоидного типа:

Наивысшие значения относительного удлинения и относительного сужения имеет сорбит. При переходе к трооститу пластичность уменьшается .
При большем переохлаждении аустенита (до 240 °С и ниже) происходит его бездиффузионный распад, при котором атомы железа из решетки у перестраиваются в решетку а, а углерод не успевает выделиться и образовать частички цементита. Он остается растворенным в решетке а, образуя пересыщенный твердый раствор углерода в а-железе, который называют мартенситом. Характерной особенностью мартенсита является его высокая твердость. С увеличением в нем содержания углерода она возрастает. Так, в стали с содержанием углерода 0,6—0,7 % твердость мартенсита в 6 раз больше твердости феррита. В то же время большой удельный объем мартенсита является причиной возникновения при закалке больших внутренних напряжений, которые вызывают деформацию изделия и даже трещины.
Режим термической обработки должен выбираться и с учетом возможности управления прочностью путем регулирования размера зерен — структурных составляющих стали.
. Отжиг
Отжиг — разупрочняющая т/о, которая заключается в нагревании до определенной температуры, выдерживании при этой температуре и медленном охлаждении (обычно вместе с печью).
Цели: перекристаллизация стали (измельчение зерна), снижение твёрдости для улучшения обрабатываемости, повышения пластичности, уменьшения остаточных напряжений, устранения внутрикристаллической ликвации .Часто отжиг является подготовительной т/о.
Различают:
Отжиг первого рода — это отжиг, при котором не происходит структурных изменений, связанных с фазовыми превращениями, поэтому его можно проводить при температурах выше или ниже Ас1 и Ас3.
Отжиг первого рода делится на:
Диффузионный отжиг (Гомогенизация ) . Для отливок и слитков из легированных сталей
с целью уменьшения ликвации (неоднородности) сплава, которые приводят к понижению пластичности и вязкости к таким дефектам как трещины. Нагрев до 1100-12000 (высокотемпературный отжиг), т.к. при этом более полно протекают диффузионные процессы, необходимые для выравнивания химического состава. Время выдержки от 2 до 48 часов.
После гомогенизации металл обладает повышенной пластичностью и легко поддается пластической деформации.
Рекристаллизационный отжиг. Холодная пластическая деформация вызывает изменение структуры металла и его свойств. Происходит изменение формы зерен: они сплющиваются, вытягиваются в направлении главной деформации. Прочность металла постепенно увеличивается, а пластичность снижается. Дальнейшая деформация такого металла невозможна, так как происходит его разрушение. Для снятия эффекта упрочнения (наклепа) применяют рекристаллизационный отжиг, который заключается в нагревании металла до температур выше начала кристаллизации, его выдержке с последующим медленным охлаждением. Для чистых металлов температура начала рекристаллизации Трекр = 0,4Тпл, где Тпл — температура плавления; для обычных сплавов Трек = 0,6Тпл; для сложных термопрочных сплавов Трек = 08Тпл Продолжительность такого отжига зависит от размеров детали и в среднем составляет от 0,5 до 2 ч. Металл возвращается в исходное состояние, т. е. становится более пластичным.
Отжиг для снятия внутренних напряжений. Это могут быть термические напряжения, возникшие в результате неравномерного нагревания, разной скорости охлаждения отдельных частей детали после горячей деформации, литья, сварки, шлифовки и резания, или структурные напряжения, появившиеся в результате структурных превращений, которые происходят внутри детали в разных местах с разной скоростью. Они, накладываясь на рабочие напряжения, могут превысить предел прочности, что приведет деталь к разрушению. Устранить внутренние напряжения можно с помощью отжига при температуре ниже температуры рекристаллизации: Тотж = 0,2—0,3Тпл . Продолжительность такого отжига составляет несколько часов.
Отжиг второго рода — термическая обработка, направленная на получение равновесной структуры в металлах и сплавах, испытывающих фазовые превращения; заключается в нагревании вещества до температуры выше точек Ас3 или Ас1 выдержке и охлаждении
Отжиг второго рода часто использует как подготовительную и окончательную обработку.
Он может уменьшить размер зерна, снять наклеп, устранить внутренние напряжения, т. е. полностью изменить структуру и свойства детали.
Может быть:
Полный отжиг Цели — устранение пороков структуры возникших при предыдущей обработке (литье, горячей деформации или сварке), снижение твёрдости, уменьшение напряжений.
Нагрев для доэвтектоидной стали до температуры на 30—50 °С выше температуры Ас3 , выдержке для полного прогревания металла и последующем медленном охлаждении чаще вместе с печью. Структура феррит +перлит
Неполный отжиг для заэвтектоидных сталей. Нагрев выше линии Ас1 на 30—50 °С, выдержка, медленное охлаждение. Структура П+Ц
Изотермический отжиг — термическая обработка, при которой после нагревания до температуры выше Асъ на 50—70 °С сталь ускоренно охлаждают до температуры изотермической выдержки, которая находится ниже точки Ас1 на 100—150 °С; затем выполняют ускоренное охлаждение на воздухе.
Преимущества изотермического отжига:
сокращается время обработки по сравнению с обычным отжигом;
получается более однородная структура;
улучшается обрабатываемость резанием и повышается чистота поверхности детали.
Изотермическому отжигу подвергаются штамповки, заготовки инструментов и других изделий небольших размеров.