

Министерство образования и науки Российской Федерации
ФГБОУ ВПО
НОВОСИБИРСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Кафедра: «Материаловедение в машиностроении»
Расчёт параметров шихты для приготовления сплава
Расчетно-графическая работа
по дисциплине « Технология художественного литья»
Вариант 4
Преподаватель: Степанова Н.В.
Студент: Бубенова Ю.Е.
Группы ТХ-901 МТФ
НОВОСИБИРСК 2013
Содержание
Введение…………………………………………………………………….…….3
1. Характеристика сплава………………………………………………………..4
2. Описание структурного состояния полученного сплава…………………...5
3. Выбор плавильного оборудования и его характеристика…………………..6
4. Выбор технологии приготовления сплава…………………………………...8
5. Расчет шихты…………………………………………………………………..9
6. Описание технологии изготовления литейной формы………………….....12
7. Заключение…………………………………………………………………..14
Список литературы……………………………………………………………..15
Введение
В данной расчетно - графической работе необходимо подобрать технологию изготовления, описать состав химического сплава АЛ7, описать технологию изготовления гипсовой литейной формы для дверной ручки в массовом производстве. Подобрать плавильное оборудование и рассчитать шихту.
АЛ7 – литейный алюминиевый сплав, используемый для изготовления фасонных отливок. Алюминиевые литейные сплавы обладают хорошими технологическими свойствами: высокой жидкотекучестыо, позволяющей получить детали любой сложности, малой усадкой, хорошей обрабатываемостью, высокой прочностью и коррозионной стойкостью.
Исходные данные:
Номер варианта |
Марка сплава |
Изделие |
Технология |
Масса отливки |
Серийность |
4 |
АЛ7 |
Дверная ручка |
Литье в разъемную гипсовую форму |
100 г |
Массовое (55.000 шт.) |
1. Характеристика сплава
АЛ7 – литейный алюминиевый сплав системы алюминий-медь. После термической обработки обладает высокими механическими свойствами при комнатной температуре, хорошо обрабатывается резанием. В качестве термической обработки сплава применяют закалку и естественное старение.
Сплав АЛ7 используют для отливки небольших деталей простой формы. В равновесном состоянии в структуре на границах зерен выделяется фаза химического соединения CuAl2, появление которой ведет к изменению физических свойств сплава, в частности он становится склонным к хрупкому разрушению. Поэтому его применяют в закаленном состоянии, когда эти соединения переведены в твердый раствор. Для закалки сплав нагревают до температуры выше линии ограниченной растворимости, что составляет ≈ 530˚С. Включения CuAl2 растворяются, образуя однофазный твердый раствор, который фиксируют быстрым охлаждением изделия в воде. Если от отливок требуется повышенная прочность, то их после закалки подвергают искусственному старению при 150°С 2 - 4 ч.
Сплав АЛ7 легируют марганцем, магнием и кремнием. Наиболее сильное влияние на свойства сплава оказывает магний, повышающий предел прочности и текучести. Для измельчения зерна сплав легируют цирконием и титаном, таким образом, улучшая механические свойства сплава. Кремний повышает способность сплава к искусственному старению.
Физические свойства АЛ7:
плотность сплава 2,8 г/см3;
твердость материала 60-70 МПа, после закалки и старения 85 МПа;
линейная усадка 1,4%;
предел текучести 200 МПа;
предел прочности 260 МПа;
температура плавления ≈ 640°С [1].
2. Описание структурного состояния полученного сплава
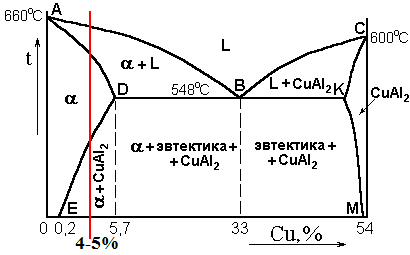
Рис.1 Диаграмма состояния Al-Cu
В равновесном состоянии сплав представляет собой низколегированный твердый раствор (α-фаза) и интерметаллидные фазы CuAl2 (θ-фаза), Al7Cu2Fe [2].
3. Выбор плавильного оборудования и его характеристика
Выбор оборудования для плавильных участков осуществляется на основании массы выплавляемых в цехе сплавов и их химического состава. Для выплавки алюминиевых сплавов используют индукционные тигельные печи. Выбор подходящей модели печи осуществляется по ее производительности (т/ч).
3.1. Определение мощности производства (т/год), производительности (т/ч).
Для определения мощности производства необходимо знать массу отливки и годовую программу выпуска. Годовая программа определяется в зависимости от серийности производства.
Годовая программа выпуска составляет 55000 изделий в год (массовое производство). Масса дверной ручки равна 100г = 0,1кг.
Для дальнейших расчетов необходимо учесть количество изделий в модельном блоке («ёлке») и массу литниковой системы. Количество изделий в ёлке зависит от размеров опок, в которые заливается расплавленный металл. Типы и размеры опок регламентированы ГОСТ 2133-75. Масса литниковой системы зависит от размеров и конфигурации отливки, материала отливки, его склонности к усадке и других факторов. Примем массу литниковой системы равной 50% от массы отливки, а количество моделей в модельном блоке - 10 штук, что составит 0,1*10 = 1 кг. Масса «ёлки» (10 моделей + литниковая система) будет равна 1 + 0,5 = 1,5 кг.
Количество модельных блоков, необходимых для годовой программы выпуска, определяется выражением 55000/10 = 5500 штук.
5500*1,5 = 8250 кг = 8,25 тонн металла необходимо для производства 55000 изделий в год.
Таким образом, мощность производства = 8,25 т/год.
На следующем этапе расчета необходимо определить фонд времени, т.е. время, затрачиваемое на производство в год. При расчете фонда времени для оборудования и рабочих следует различать календарный, номинальный и действительный фонды времени.
Календарный фонд времени рассчитывается, исходя из количества дней в году и часов в сутках, и составляет
Фк = 8760 ч/год.
Номинальный фонд времени учитывает режим работы оборудования и рабочих без учета потерь и зависит от количества смен (так как производство массовое, режим - двухсменный):
ФН = 4140 ч/год
Номинальный фонд времени рассчитывается без учета простоев оборудования в связи с ремонтом, отпусками рабочих. Таким образом, действительный фонд времени рабочего сокращается до
Фд = 4140-2*28*12=3468ч/год,
где 2-количество смен, 28- количество дней в отпуске, 12- количество часов в рабочей смене.
Потери времени, связанные с простоем оборудования, изменяются в зависимости от количества смен. Потери от действительного фонда рабочего времени при двухсменном режиме работы для массового производства составляют 9%:
3468*9/100=312,12 ч/год
3468-312,12=3155,88ч/год – действительный фонд рабочего времени с учетом потерь.
55000/3155,88 = 17,43 ≈ 18 штук/час.
Исходя из действительного фонда времени и мощности производства, производительность составит:
8250(кг/год)/3155,88(ч/год) = 2,61кг/ч.
3.2. Выбор плавильного оборудования.
На основании расчетов выбрана индукционная тигельная печь ИАТ-0,4.
Индукционная тигельная печь для выплавки алюминиевых сплавов |
ИАТ-0,4 |
0,4 |
320 |
900 |
Температура выпуска металла 750 оС. Угар и безвозвратные потери 0,5 – 1 %. |
Выплавка алюминиевых сплавов |
Таблица 1. Характеристика печи ИАТ-0,4 [3].
Плавильное оборудование |
Тип печи |
Производительность, т/ч |
Мощность, кВт |
Расход топлива, кг/т |
Металлургические показатели |
Назначение |

Рис.1. Индукционная тигельная печь ИАТ-0,4
3.3. Принцип работы печи ИАТ-0,4.
В основе работы тигельной печи лежит явление электромагнитной индукции. Подводимая к первичной цепи электрическая энергия переменного тока превращается в электромагнитную, которая во вторичной цепи переходит снова в электрическую, а затем в тепловую [4]. Таким образом, чтобы расплавить металл, шихту помещают в электромагнитное поле, под действием которого возникает электрический ток. Вихревые электрические токи протекают по шихте, оказывая тепловое воздействие на металл.
Основным элементом такой печи является индуктор, подключаемый к сети переменного тока. В полость индуктора помещен тигель, выполненный из огнеупорного материала, обычно цилиндрической формы. В тигель осуществляются процессы загрузки и плавки шихты. Тигель и индуктор вместе образуют плавильный узел, заключаемый в кожух (каркас). Каркас имеет форму прямоугольного параллелепипеда, ребра которого выполнены из немагнитного материала, грани изолируют асбоцементными плитами. Это предотвращает появление тока в элементах печи. Плавильный узел извлекается краном за специальные проушины [3].