

Федеральное Агентство по образованию и науке РФ
Государственное общеобразовательное учреждение
высшего профессионального образования
Ижевский Государственный Технический Университет
Воткинский филиал
Кафедра «Техническая Механика»
Бородулин М.И., Озолина Н.И., Юрченко С.А.
Методические указания по выполнению
лабораторных работ
По курсу: «Детали машин»
Воткинск
2010
Содержание.
Введение |
3 |
Резьбовые соединения. Вводный раздел |
4 |
Лабораторная работа №1 «Исследование работы болта при затяжке и определение коэффициентов трения в резьбе и на торце гайки» |
14 |
Лабораторная работа №2 «Испытание болтовых соединений, работающих на сдвиг» |
21 |
Лабораторная работа №3 «Испытание соединения с гарантированным натягом» |
30 |
Лабораторная работа №4 «Паспортизация цилиндрического зубчатого редуктора» |
39 |
Лабораторная работа №5 «Паспортизация червячного редуктора» |
52 |
Лабораторная работа №6 «Испытание вала на колебания» |
61 |
Лабораторная работа №7 «Исследование сопротивления в подшипниках качения» |
66 |
Лабораторная работа №8 «Испытание фрикционной муфты» |
73 |
Лабораторная работа №9 «Испытание кулачковой предохранительной муфты» |
82 |
Приложение 1. Тарировочный график торсионного динамометрического ключа для работы №1 |
92 |
Приложение 2. Тарировочный график динамометрической пружины для работы №1 |
93 |
Приложение 3. Тарировочный график динамометрического ключа для работы №2 (установка с болтовым соединением) |
94 |
Приложение 4. Тарировочный график кольцевого динамометра для работы №2 (установка с болтовым соединением) |
95 |
Приложение 5. Тарировочный график динамометрического ключа для работы №2 (установка с клеммовым соединением) |
96 |
Приложение 6. Тарировочный график кольцевого динамометра для работы №2 (установка с клеммовым соединением) |
97 |
Приложение 7. Бланки отчётов по лабораторным работам |
98 |
Список литературы |
115 |
Введение
Методические указания к лабораторным работам по курсу «Детали машин» содержат описание работ и соответствующие расчетные зависимости.
Данные указания должны быть использовано студентами при подготовке к лабораторным работам, их выполнении, а также при подготовке к защите этих работ.
В процессе выполнения лабораторной работы происходит знакомство с деталями соединений и механизмов, вырабатываются:
- навыки пользования государственными стандартами и справочниками;
- навыки определения линейных размеров и силовых величин с помощью мерительных инструментов (штангенциркуль, индикатор) и тарировочных графиков;
- умение использовать для обработки результатов эксперимента ЭВМ при наличии заранее отлаженной программы.
Для проработки теоретического материала рекомендуется следующая литература:
Иванов М.Н. Детали машин: Учебник для машиностроительных специальностей вузов/ М.Н. Иванов, В.А. Финогенов – 12-е изд., испр. М.: Высшая школа, 2008.
Анурьев В.И. Справочник конструктора-машиностроителя. В трех томах. Изд.8, перераб. и доп. М.: Машиностроение, 2001.
Орлов П.И. Основы конструирования. М.: Машиностроение, 1988.
Решетов Д.Н. Детали машин. М.: Машиностроение, 1989.
Правила выполнения работ:
Перед выполнением работы студенты должны изучить соответствующее руководство.
К работе допускаются студенты, показавшие на предварительном опросе знание цели и методики проведения данной работы.
Без оформления и сдачи отчета студенты не допускаются к дальнейшим работам.
При выполнении работ студенты должны соблюдать правила безопасности.
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
ВВОДНЫЙ РАЗДЕЛ
Цель занятий - ознакомление с основными типами резьбовых соединений, с конструктивными формами головок винтов, болтов и гаек, с классификацией и некоторыми способами стопорения резьбовых соединений и их завинчивания.
Ознакомление с основными типами резьбовых соединений
и их деталями.
Основные типы резьбовых соединений:
болтовое соединение (винтом с гайкой, Рис. 1, a),
соединение винтом (Рис. 1, б),
соединение шпилькой (Рис. 1, в).
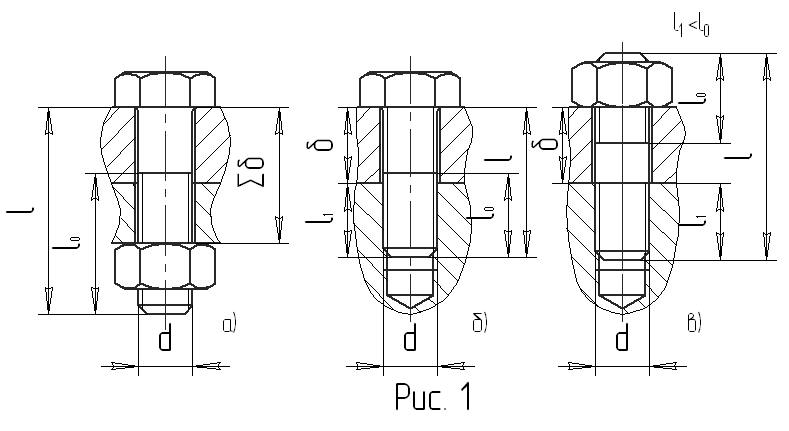
В резьбовых соединениях затяжка возможна, если длина ненарезанной части меньше толщины соединяемых деталей (например, (l – l0) < δ на рис.1,б).
Глубина завинчивания винтов и шпилек в тело деталей выбирается из условия равнопрочности тела винта и винтов резьбы и должна находиться в определенных пределах.
Для стальных винтов и деталей:
из стали - ℓ1=(0,8...l)d;
из чугуна - ℓ1=(1,35...1,5)d;
из бронзы - ℓ1=(1,2...1,3)d;
Для шпилек стандартом предусматривается:
ℓ1 = d - для резьбовых отверстий в стальных, бронзовых и латунных деталях с достаточной пластичностью;
ℓ1=1,25d - для резьбовых отверстий в деталях из ковкого серого чугуна;
ℓ1=2d - для резьбовых отверстий в деталях из мягких (например, алюминиевых) сплавов.
Для того чтобы шпилька не вывернулась при отвинчивании гайки, она должна быть завернута в деталь до конца нарезки, т. е. до упора.
Все винты по форме их головок можно разделить на три группы:
захватываемые инструментом снаружи;
захватываемые изнутри и с торца;
с головками, препятствующими провороту (с подголовками).
РАССМОТРЕНИЕ КОНСТРУКЦИЙ ДЕТАЛЕЙ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ПРОИЗВОДИТСЯ ПО СТЕНДУ «ДЕТАЛИ СОЕДИНЕНИЙ».
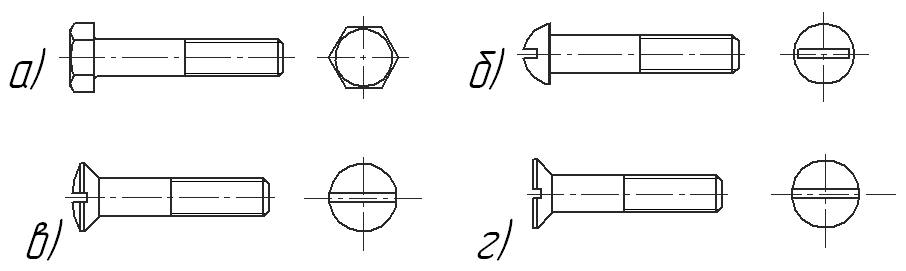
Головки с наружным захватом (рис.2,а) обеспечивают наибольшую силу затяжки, но требуют много места для ключа (например, ключи 1,5,6,7 на рис.4). Широкое распространение получили шестигранные головки (ГОСТ 7798-70), которые имеют достаточную площадь контакта для передачи необходимого момента завинчивания. Для завинчивания шестигранных гаек и головок в последнее время используются ключи, охватывающие одновременно все 6 граней (или рёбер). На рис.4 показаны: ключ 7, ключ 5 (кольцевой захват), головка 2 для ключей 3 и 4. Торцовая головка ключа полностью охватывает грани головки винта. Это позволяет передавать больший крутящий момент без смятия боковых поверхностей.
![]()
В условиях частого завинчивания и отвинчивания и при наличии свободного пространства для поворота ключа на значительный угол применяют квадратные головки (ГОСТ 1488-84), которые при тех же габаритах имеют более широкие грани, что обеспечивает передачу больших моментов затяжки (рис.3,а). Такие конструкции использовались в станочных приспособлениях до распространения торцовых головок к ключам с трещоткой.
Шестигранные и квадратные головки выполняют для обычных условий эксплуатации нормальной высоты - H1=0,7d, где d - наружный диаметр резьбы.

![]()
Для работы с частым завинчиванием и отвинчиванием применяют головки увеличенной высоты - H1=(1,2...1,6)d1, а при стесненных по высоте габаритах и редком завинчивании и отвинчивании - пониженной высоты до 0,5d.

![]()
В условиях стесненных габаритов применяют винты с головками, имеющими на наружной поверхности шлицы треугольного профиля. Такие головки требуют специальных торцевых ключей и поэтому имеют ограниченное распространение. Головки с внутренним и торцевым захватом можно устанавливать в углублениях деталей, что дает большие преимущества с точки зрения внешнего вида, габаритов и удобства обтирки машины. Такие головки выполняют:
с внутренним шестигранником (ГОСТ 11738-84), рис.3,б;
со шлицами под обычную отвертку (ГОСТы 1491-80, 17473-80), рис.2, б-г;
с крестообразным шлицем под специальную отвертку (ГОСТ 17475-80), рис.3,в.
Преимуществом винтов с внутренним шестигранником является то, что максимальный момент затяжки из условия смятия граней меньше момента, определенного из условия прочности винтов, и поэтому их нельзя повредить при затягивании. Кроме того, эти винты обеспечивают красивый внешний вид, обслуживаются простыми ключами в виде изогнутого под прямым углом прутка шестигранного сечения (рис.5).

![]()
Головки с крестовым шлицем более совершенны, т. к. крестообразный шлиц лучше сопротивляется смятию в сравнении с плоским (прямым) шлицем. Они находят применение в машинах массового выпуска.
Головки с внутренним и торцевым захватом по внешней форме выполняются цилиндрическими, полукруглыми и коническими.
Основное применение имеют винты с цилиндрическими головками. В случае малой толщины соединяемых деталей и необходимости утапливания головки используют конические головки. Для придания изделию красивого вида при невозможности утапливания применяют винты с полукруглыми головками.
Головки, препятствующие провороту, можно разделить на:
головки специальной формы с выступами или лысками, препятствующими провороту винта при затяжке;
круглые головки с усиком или квадратным подголовком.
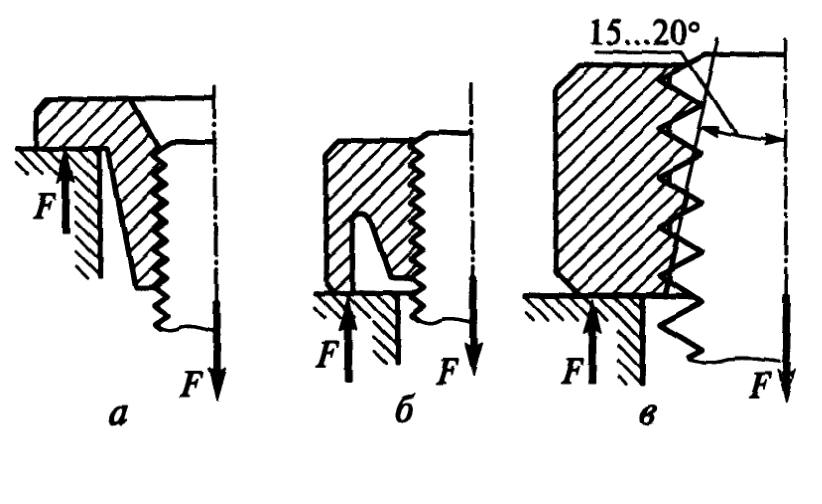
Гайки. По напряженному состоянию различают гайки сжатия и гайки растяжения. Гайки сжатия деформируются от усилий F так, что рабочая часть тела гайки испытывает деформации сжатия (рис.6,в). При этом тело болта, находится в растянутом состоянии. Это не способствует совместности деформаций витков резьбы гайки и болта. В результате первый виток резьбы гайки (на уровне опорной поверхности гайки) перегружен, а последний недогружен. В таких гайках имеется обычно не более 6 витков резьбы.
В гайках растяжения опорная поверхность смещена относительно витков резьбы так, чтобы обеспечить деформации равного знака и в гайке, и в болте (рис.6,а-б). Это позволяет выполнять гайку с числом витков до 12, что повышает её нагрузочную способность.
Рассмотрим гайки сжатия.
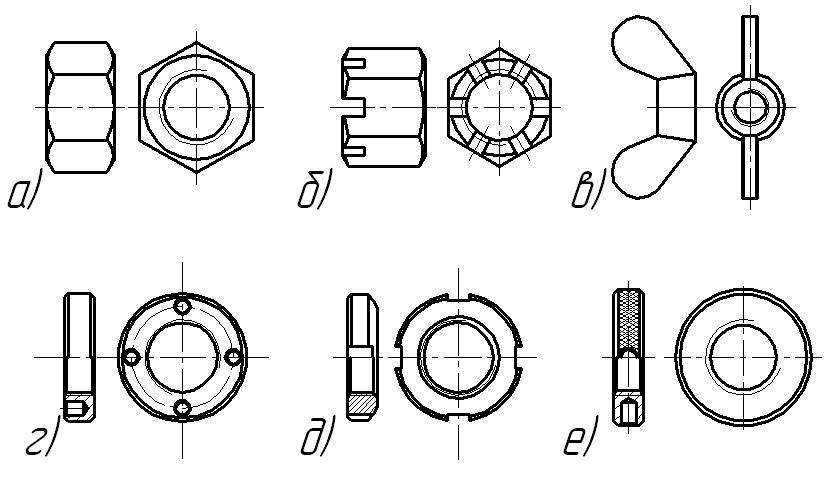
Наибольшее распространение получили шестигранные гайки, рис.7,а. Высота нормальных гаек Н=0,8d.
При частом завинчивании и отвинчивании и больших усилиях затяжки применяют гайки высокие H=(1,2...1,6)d, а при малых затяжках и в качестве контргаек — гайки уменьшенной высоты Н=(0,5...0,6)d. Стандарты шестигранных гаек – ГОСТы 5915-70, 5927-70, 5931-70.
![]()
Гайки, подлежащие стопорению с помощью штифтов и шплинтов, выполняют прорезными или корончатыми (ГОСТ 2528-73), рис.7,б.
![]()
При относительно малых для данного номинального диаметра осевых нагрузках (па концах валов) применяют круглые установочные гайки с отверстиями (Рис.7,г) или шлицами (Рис.7,д) по ГОСТ 6393-73, ГОСТ 11871-88.
Гайки, предназначенные для малой затяжки и частого отвинчивания, выполняют в виде барашков (Рис.7,в по ГОСТ 3032-76) или с накаткой (Рис.7,е по ГОСТ 8381-73).
Для штуцерно-трубных соединений используют накидные гайки.