

Результаты измерений, вычислений и испытаний
Характеристика режима |
Ступень мощности |
«Нагрев» |
Время, период |
Усилие сжатия, даН |
Скорость сварки, м/мин |
Сварочный ток, кА |
Результаты измерений параметров шва |
|
Импульс |
Пауза |
|||||||
Из таблиц ориентировочных режимов Оптимальный (после корректировки) С уменьшением одного из параметров С увеличением одного из параметров |
|
|
|
|
|
|
|
|
4.5. Контрольные вопросы
1. Что входит в понятие «режим шовной сварки»? Как его выбирают?
2. Почему литературные данные ориентировочных режимов часто отличаются друг от друга?
3. Какие требования предъявляются к технологическим образцам, используемым для настройки режима?
4. Назовите особенности настройки на режим шовных машин.
5. Назовите основные критерии правильно установленного режима.
6. Каковы причины образования дефектов шовной сварки: пережога, непровара, выплесков, глубоких вмятин и др.?
7. Методы контроля шовной сварки на герметичность (плотность)?
8. Какие бывают методы испытания соединений, выполненных шовной сваркой?
9. Каково влияние основных параметров режима шовной сварки на геометрические размеры сварного шва?
Лабораторная работа № 5. Исследование влияния ферромагнитных масс и шунтирования тока на качество контактной сварки
ЦЕЛЬ РАБОТЫ: Изучить влияние на качество контактной сварки и выяснить зависимость прочности сварной точки от количества ферромагнитной массы, введенной в контур машины, и шунтирования сварочного тока.
5.1 Общие сведения
5.1.1. Влияние ферромагнитных масс
Часто технологи подбирают оптимальный режим сварки на. образцах малых размеров, забывая о том, что реальное изделие представляет собой крупногабаритную конструкцию, введение которой в сварочный контур машины может внести заметные изменения в его электрические параметры, и, следовательно, в режим сварки.
При точечной (рельефной) и шовной сварке стальных листовых конструкций в плоскости деталей перпендикулярно оси электродов концентрируются магнитные потоки Фп (рис. 5.1,а). При шовной сварке цилиндрических деталей кроме плоского поля, создаваемого сварочным током Iсв, в цилиндре будет замыкаться и кольцевое поле Фк, создаваемое током Iсв во вторичном контуре при прохождении его через нижнюю консоль. Эти потоки создают дополнительную индуктивность, которая играет отрицательную роль в процессе сварки, уменьшая сварочный ток. Индуктивное сопротивление, создаваемое магнитными потоками Фп и Фк, будет различным в зависимости от того сварена или нет часть конструкции, находящаяся в пространстве вторичного контура. Если сварена, то в ней замыкается поток гораздо больший, чем когда она собрана на прихватках.
В связи с этим, для уменьшения влияния магнитных потоков, и особенно Фк, на силу сварочного тока необходимо вести сварку, не вводя деталь в сварочный контур, а наоборот, выводя ее из контура, как показано стрелкой на рнс. 5.1,б. В первую очередь это касается сварки ферромагнитных материалов с высокой магнитной проницаемостью.
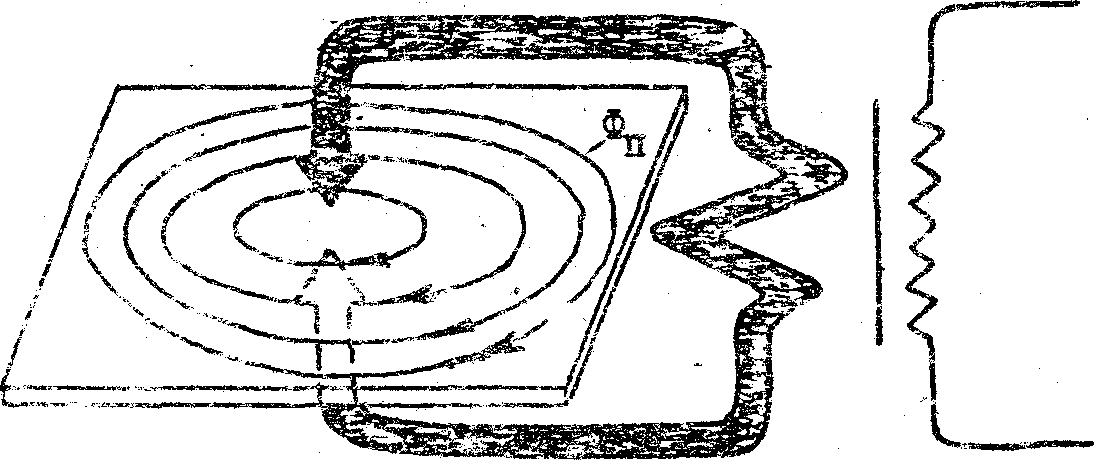
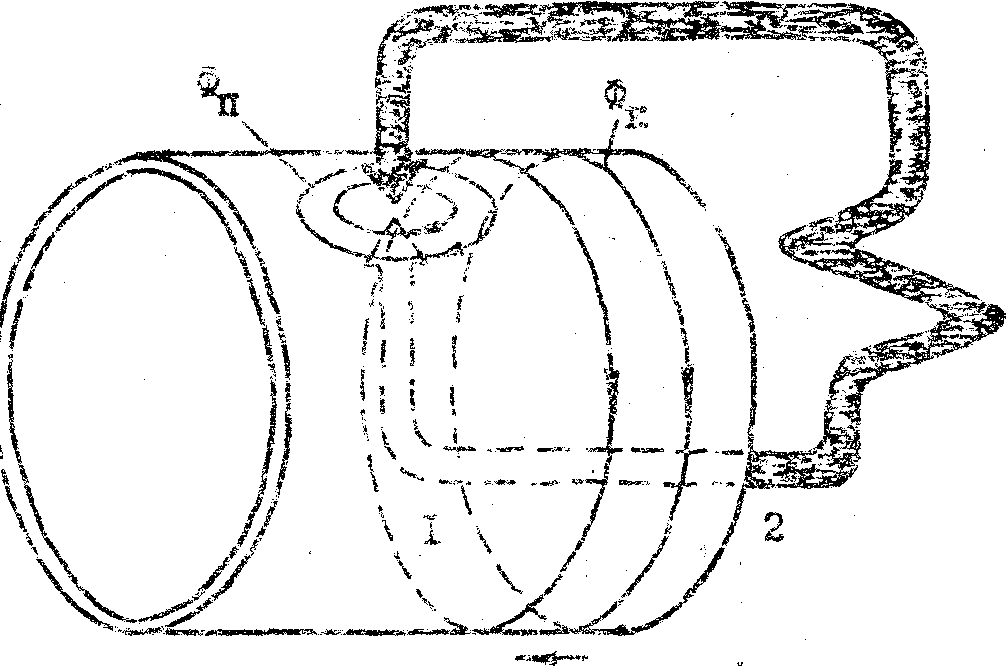
а) б)
Рис. 5.1. Магнитные потоки в свариваемых стальных деталях: а - плоское магнитное поле; б - плоское и кольцевое магнитные поля
Необходимо также помнить, что переменный магнитный поток, пронизывающий детали, вызывает образование в них вихревых токов Фуко. Токи Фуко нагревают детали.
Потери на вихревые токи проявляются в виде изменения активного сопротивления вторичного контура машины и установленного значения сварочного тока.
Таким образом, наличие ферромагнитных масс во вторичном контуре машины может существенно повысить общее сопротивление контура, уменьшить сварочный ток и, как следствие, размеры и прочность соединения.