

Материалы заклепок и допускаемые напряжения
Заклепки изготовляют из стали, меди, латуни, алюминия и других металлов. Материал заклепок должен обладать пластичностью и не принимать закалки. Высокая пластичность материала облегчает клепку и способствует равномерному распределению нагрузки по заклепкам. При выборе материала для заклепок необходимо стремиться к тому, чтобы температурные коэффициенты линейного расширения заклепок и соединяемых деталей были равными или близкими. В противном случае при колебаниях температуры в соединении появляются температурные напряжения.
Особую опасность представляет сочетание разнородных материалов, которые образовывают гальванические пары, которые быстро разрушают соединение. Для скрепления алюминиевых деталей применяют алюминиевые заклепки, для медных — медные.
Допускаемые напряжения для заклепок (табл. 6.1) зависят в основном от характера обработки отверстия и характера внешней нагрузки (статическая, динамическая).
Таблица 6.1 Допускаемые напряжения для заклепок
Вид напряжений |
Обработка отверстия |
Допускаемые напряжения, МПа |
|
Ст0 и Ст2 |
Ст3 |
||
Срез Срез Смятие
|
Сверление Продавливание Сверление Продавливание |
140 100 280 240 |
140 100 320 280 |
Примечание. При переменных нагрузках допускаемые напряжения рекомендуют понижать в среднем на 10...20%.
Сварные соединения
Сварное соединение образуется путем сваривания материалов деталей в зоне стыка. Наиболее распространена электрическая сварка. Различают электросварку: дуговую и контактную.
Электродуговая сварка основана на использовании теплоты электрической дуги силой тока 200...500 А образующаяся между электродом и кромками свариваемых деталей для расплавления металла. Оплавленные кромки деталей и расплавившийся электрод образуют материал сварного шва. Обмазка электродов выделяет шлак и газ, образуя изолирующую среду, обеспечивающую устойчивое горение дуги и защиту материала шва от вредного воздействия окружающей среды. При сварке углеродистых и низколегированных сталей применяют электроды ГОСТ 9467-73 марки: Э38; Э42; Э46; Э50 или Э42А; Э46А; Э50 или Э42А; Э46А; Э50А. Число после буквы Э умноженное на 10 обозначает временное сопротивление металла шва, измеренную в мегапаскалях.
Автоматическая сварка обеспечивает высокое качество. Производительность автоматической сварки под флюсом в 10...20 раз выше ручной. Повышение производительности достигают путем применения тока 1000...3000 А. В качестве электрода используют стальную омедненную проволоку. Подача и перемещение проволоки при сварке обеспечивается автоматическим устройством. Автоматическую сварку производят сварочными роботами в массовом производстве.
С
Рис.
6.6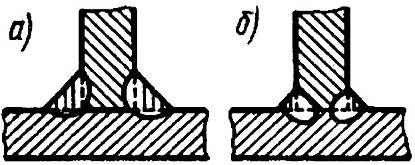
Электроконтактная сварка использует теплоту, выделяемую в зоне контакта свариваемых деталей при пропускании через него импульсов электрического тока. Применяют для соединения деталей из углеродистых и легированных сталей, алюминия и других сплавов.
Для сварки высоколегированных сталей и сплавов, например алюминиевых и титановых, применяют аргонодуговую или электронно-лучевую сварку в вакуумной камере или с применением защитной атмосферы.
Достоинства сварных соединений: изготовление изделий больших размеров; уменьшение материалоемкости деталей; низкая стоимость изготовления сложных деталей и оборудования в условиях единичного или мелкосерийного производства; малая трудоемкость и возможность автоматизации процесса изготовления деталей.
Н
Рис.6.7.
Дефекты сварных швов:
а-
не провар; б-
подрез; в
– смещение свариваемых кромок; г
– изменение толщины сварной детали; 1
– зона термического влияния; 2
– зона шлаковых и газовых включений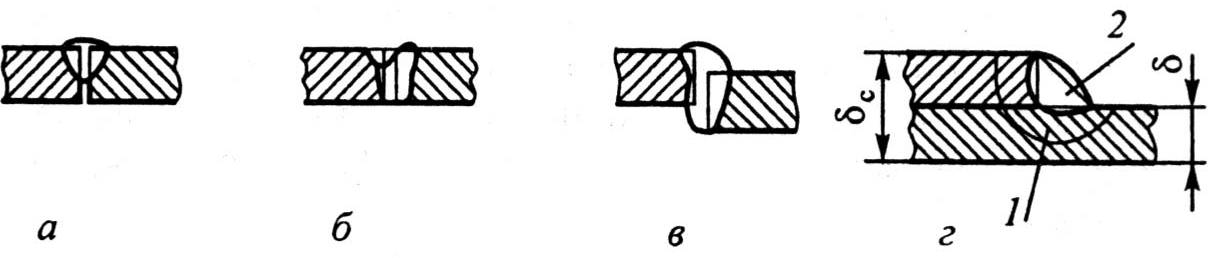
![]() (6.2)
(6.2)
где
![]() - предел выносливости образца без
концентрации напряжений, площадь
поперечного сечения которого совпадает
с площадью поперечного сечения сварной
детали;
- предел выносливости образца без
концентрации напряжений, площадь
поперечного сечения которого совпадает
с площадью поперечного сечения сварной
детали;
![]() -
предел выносливости сварной детали
натуральных размеров.
-
предел выносливости сварной детали
натуральных размеров.
С
Рис.
6.8 Сварные
детали:а—зубчатое
колесо; б — кронштейн; в—корпус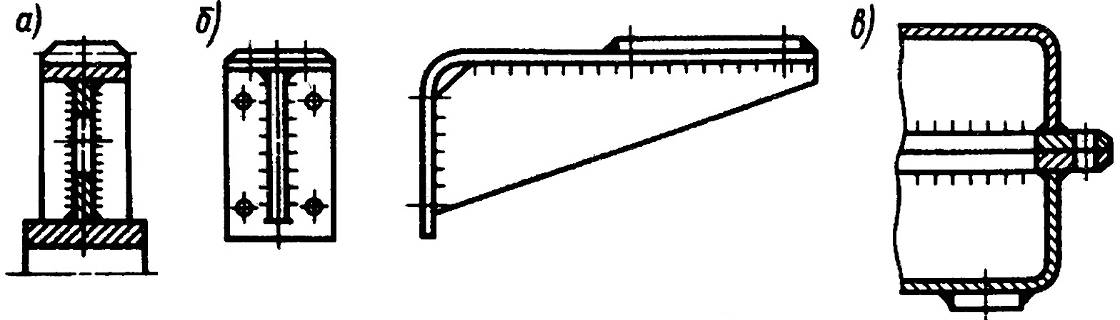 варку
применяют как технологический способ
изготовления деталей. Сварные детали
заменяют литые и кованые (рис.6.8).
Распространение получили штампосварные
конструкции (рис.6.8,б), заменяющие фасонное
литье, клепаные и другие изделия.
Применение сварных и штампосварных
конструкций позволяет снизить расход
материала или массу конструкции на
30...50%, уменьшить стоимость изделий в
1,5....2 раза при единичном и мелкосерийном
производстве.
варку
применяют как технологический способ
изготовления деталей. Сварные детали
заменяют литые и кованые (рис.6.8).
Распространение получили штампосварные
конструкции (рис.6.8,б), заменяющие фасонное
литье, клепаные и другие изделия.
Применение сварных и штампосварных
конструкций позволяет снизить расход
материала или массу конструкции на
30...50%, уменьшить стоимость изделий в
1,5....2 раза при единичном и мелкосерийном
производстве.
С
Рис.6.9.
Сварные соединения стыковыми швами.
Рис.6.10.
Схема нагружения сварного соединения
со стыковым швом.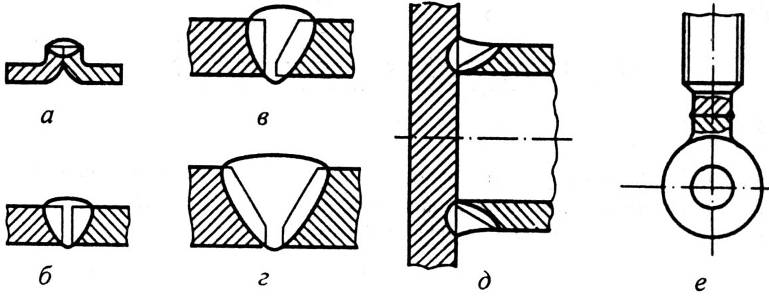
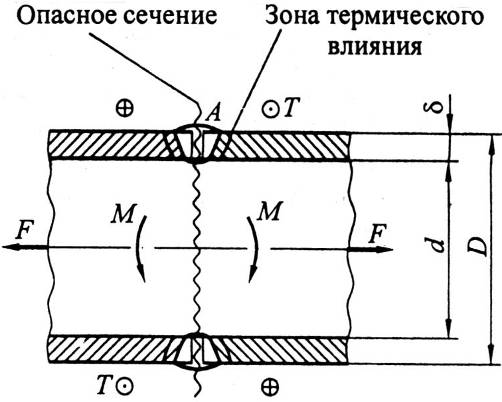
Для определения σЕ используют четвертую теорию прочности:
![]() , (6.3)
, (6.3)
где![]() -
нормальные напряжения растяжения (или
сжатия);
-
нормальные напряжения растяжения (или
сжатия);
![]() -
нормальные наибольшие напряжения изгиба
(в зоне А);
-
нормальные наибольшие напряжения изгиба
(в зоне А);
![]() -
наибольшие касательные напряжения
кручения (в зоне А).
-
наибольшие касательные напряжения
кручения (в зоне А).
Если
![]() ,
то выражение упрощается:
,
то выражение упрощается:
![]() ;
;![]() ;
;![]()
![]() -
допускаемое напряжение для сварного
шва.
-
допускаемое напряжение для сварного
шва.
Эффективный коэффициент концентрации напряжений для необработанных механическим путем стыковых швов при ручной сварке углеродистых сталей в среднем составляет Кσ=1,2.
С
Рис.6.11.
Схема нагружения сварного соединения
с угловым швом.![]() .
Катет нормального углового шва принимают
и
.
Катет нормального углового шва принимают
и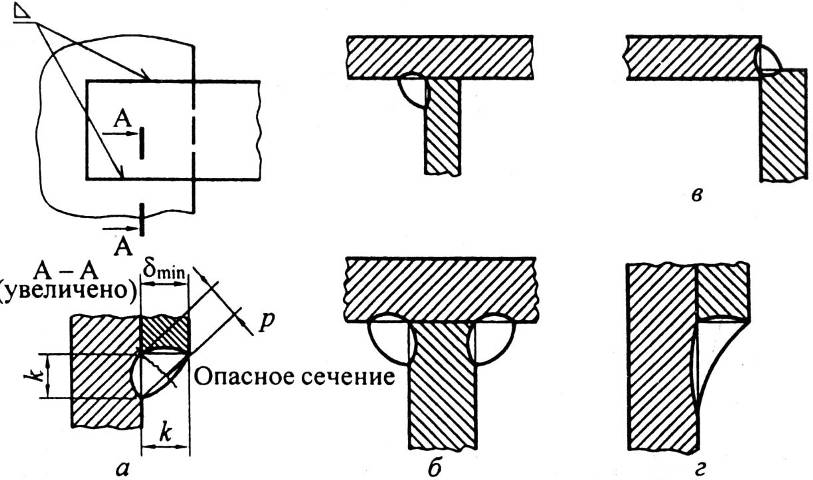 з
соотношения
з
соотношения
![]() мм, (6.4)
мм, (6.4)
где δmin – минимальная толщина свариваемых деталей.
Эффективный коэффициент концентрации напряжений для угловых швов при сварке углеродистых сталей составляет Кδ=2,5…4,5 в зависимости от конструкции сварного соединения и величины остаточных напряжений. При переменном нагружении для снижения величины Кδ применяют швы с соотношением катетов 1:2 или вогнутые (рис.6.11,г), получаемые после механической обработки.
Д
Рис.6.12
Сварные
нахлесточные соединения.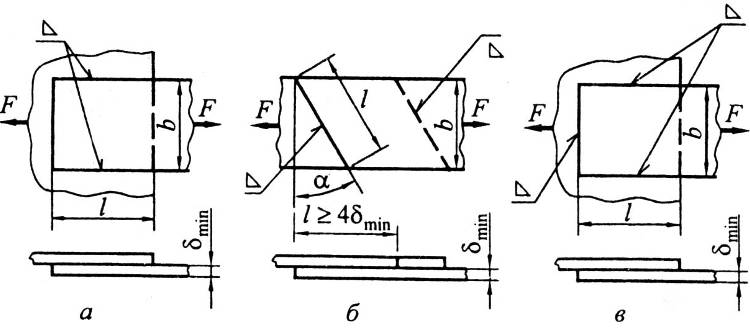
![]() мм. (6.5)
мм. (6.5)
Сварные
швы делают симметричными относительно
действующей силы, что исключает появление
внешних моментов. Деталь несимметричного
профиля приваривают фланговыми швами
разной длины, обратно пропорциональной
расстоянию от центра масс сечения
уголка(![]() );это
обеспечивает одинаковое нагружение
швов.
);это
обеспечивает одинаковое нагружение
швов.
П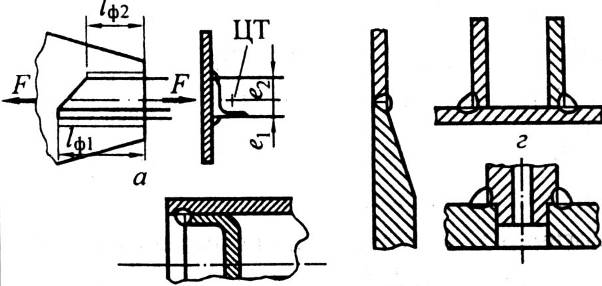 ри
сварке встык деталей разной толщины
следует предусматривать плавный переход
(рис.6.13,б); использовать штампованные
и гнутые детали (рис.6.13,в); обеспечивать
свободный доступ к месту сварки
(рис.6.13,г); предусматривать фиксацию
деталей (рис.6.13,д).
ри
сварке встык деталей разной толщины
следует предусматривать плавный переход
(рис.6.13,б); использовать штампованные
и гнутые детали (рис.6.13,в); обеспечивать
свободный доступ к месту сварки
(рис.6.13,г); предусматривать фиксацию
деталей (рис.6.13,д).
Р
Рис.6.13.Конструкция
сварных соединений.
![]() , (6.6)
, (6.6)
где![]() -
допускаемое касательное напряжение
для угловых швов, принимаем по таблице
1;
-
допускаемое касательное напряжение
для угловых швов, принимаем по таблице
1;
![]() -
площадь опасного сечения;
-
площадь опасного сечения;
![]() -
расчетная высота поперечного сечения
углового шва;
-
расчетная высота поперечного сечения
углового шва;
![]() -
суммарная длина швов.
-
суммарная длина швов.
Для
сварных соединений фланговыми (рис.6.13,а)
и косыми швами (рис.6.13,б)
;
для комбинированных швов, состоящих из
двух фланговых и лобового (рис.6.16,в)
![]() ,
полагая их равномерное нагружение при
совместной работе.
,
полагая их равномерное нагружение при
совместной работе.
Исходя из условия равнопрочности основного металла и сварных швов, определяют оптимальные размеры сварных швов соединения (при центральном нагружении и ручной сварке электродом Э42);
а)
для соединения фланговыми швами
(рис.6.16,а) условие равнопрочности:![]() или
или
![]() ;
учитывая, что
;
учитывая, что
![]() (табл.1)p=,0,7k;k=δmin;L=2l,
можно записать
(табл.1)p=,0,7k;k=δmin;L=2l,
можно записать![]() ;
после преобразований
;
после преобразований
![]() (при
этом необходимо соблюдать условие
(при
этом необходимо соблюдать условие
![]() ;
;
б)
аналогично для соединений косыми швами
(рис.6.16,б)
или
,
после подстановки![]() ,
,
![]() =0,84,
=0,84,
![]() =36,5˚;
=36,5˚;
в)
аналогично для соединений с комбинированными
швами (рис.6.13,в) можно определить
размер
![]()
П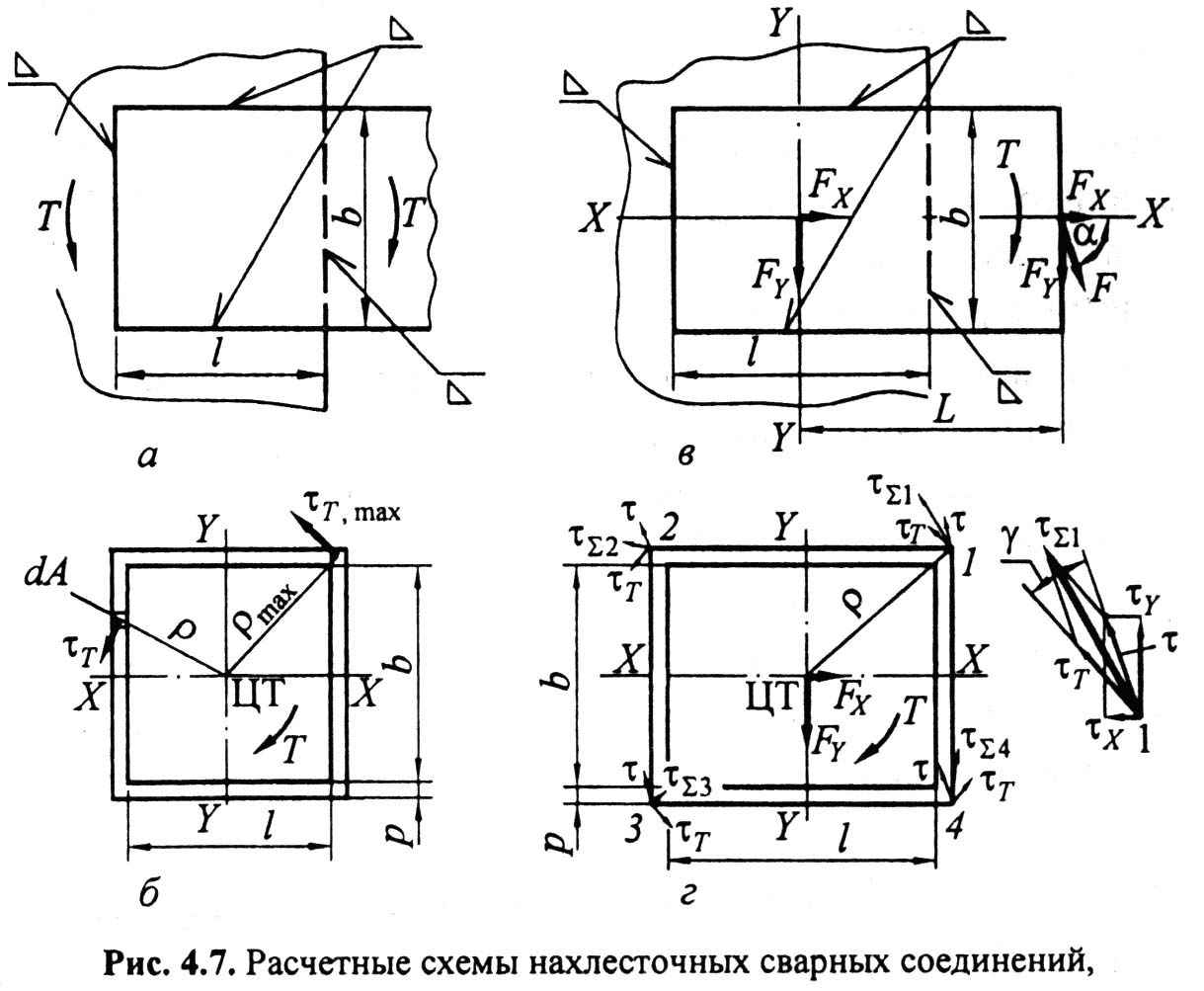 ри
статическом нагружении нахлесточных
сварных соединений моментом Т
(рис.6.14,а), действующим в плоскости
стыка деталей, напряженное состояние
комбинированных угловых швов приближенно
оценивают величиной касательного
напряжения τ в опасном сечении шва.
Приближенное решение этой задачи
получено при допущениях;
ри
статическом нагружении нахлесточных
сварных соединений моментом Т
(рис.6.14,а), действующим в плоскости
стыка деталей, напряженное состояние
комбинированных угловых швов приближенно
оценивают величиной касательного
напряжения τ в опасном сечении шва.
Приближенное решение этой задачи
получено при допущениях;
свариваемые детали считают абсолютно жесткими, а деформируются под нагрузкой только швы;
п
Рис.6.14.Расчетные схемы нахлесточных сварных соединений.
од действием момента Т пластина поворачивается вокруг центра тяжести площади опасного сечения швов в пределах упругих деформаций на угол dφ.
Поверхность разрушения швов условно разворачивают на плоскость стыка и составляют расчетную схему (рис.6.14,б). Рассматривают текущую площадку dA с напряжением τТ, расположенную на радиусе ρ, и фиксированное положение площадки dA с τТmax на радиусе ρmax. Перемещение выделенных зон на величину ρdφ характеризует (согласно закону Гука) величину напряжений, которые пропорциональны своим радиусам;
τТmax/ τТ= ρmax/ ρ, откуда τТ=(τТmax/ ρmax) ρ (6.7)
Элементарная сила dF, действующая на элементарной площадке dA, перпендикулярна радиусу ρ и составляет величину dF=τТ dA, элементарный момент dТ= ρ τТ dA
Условие равновесия пластины
![]()
С учетом того, что τТmax, ρmax величина постоянная, после подстановки выражения (6) под знак интеграла имеем
![]() или
или
![]() , (6.8)
, (6.8)
где
![]() -
полярный момент инерции повернутый на
плоскость стыка поверхности разрушения
относительно центра тяжести,
-
полярный момент инерции повернутый на
плоскость стыка поверхности разрушения
относительно центра тяжести,![]() (здесь
(здесь![]() и
и
![]() - главные моменты инерции относительно
соответствующих осей).
- главные моменты инерции относительно
соответствующих осей).
Величина касательного напряжения в наиболее нагруженной зоне сварного шва:
![]() . (6.9)
. (6.9)
На
рис.6.14,в изображено сварное
нахлесточное соединение с комбинированными
швами при нагружении постоянной силой
действующей в плоскости стыка. Силу F
заменяют ее составляющими
![]() и
и
![]() ,
которые переносят в центр тяжести
сварного шва. При переносе сил в плоскости
стыка возникает вращающий момент
,
которые переносят в центр тяжести
сварного шва. При переносе сил в плоскости
стыка возникает вращающий момент
![]() .
.
Любую
комбинацию нагрузки в плоскости стыка
можно свести к действию центральных
сил и крутящего момента. Напряженное
состояние приближенно оценивают
величиной суммарного касательного
напряжения
![]() ,
возникающего в наиболее нагруженной
зоне опасного сечения
,
возникающего в наиболее нагруженной
зоне опасного сечения
![]() , (6.10)
, (6.10)
где
![]() и
и
![]() -
модули векторов касательных напряжений
от центральных сил
-
модули векторов касательных напряжений
от центральных сил
![]() и
и
![]() ,
соответственно определяют по зависимости
(5) в предположении их равномерного
распределения по швам;
,
соответственно определяют по зависимости
(5) в предположении их равномерного
распределения по швам;
![]() -
модуль вектора касательного напряжения
от момента Т определяют по зависимости
(8).
-
модуль вектора касательного напряжения
от момента Т определяют по зависимости
(8).
Поверхность разрушения швов разворачивают на плоскость стыка и составляют расчетную схему (7,г).
В наиболее опасных зонах швов (в вершинах углов) определяют векторы напряжений и суммируют составляющие векторы. В наиболее нагруженной области (в данном случае зона 1)
![]() , (6.11)
, (6.11)
где![]() ;
;
![]() - угол между
- угол между
![]() и
и
![]() ;
;![]() -
допускаемое напряжение для угловых
швов, определяют по таблице 1.
-
допускаемое напряжение для угловых
швов, определяют по таблице 1.
П
Рис.6.15
Сварное тавровое соединение с угловыми
швами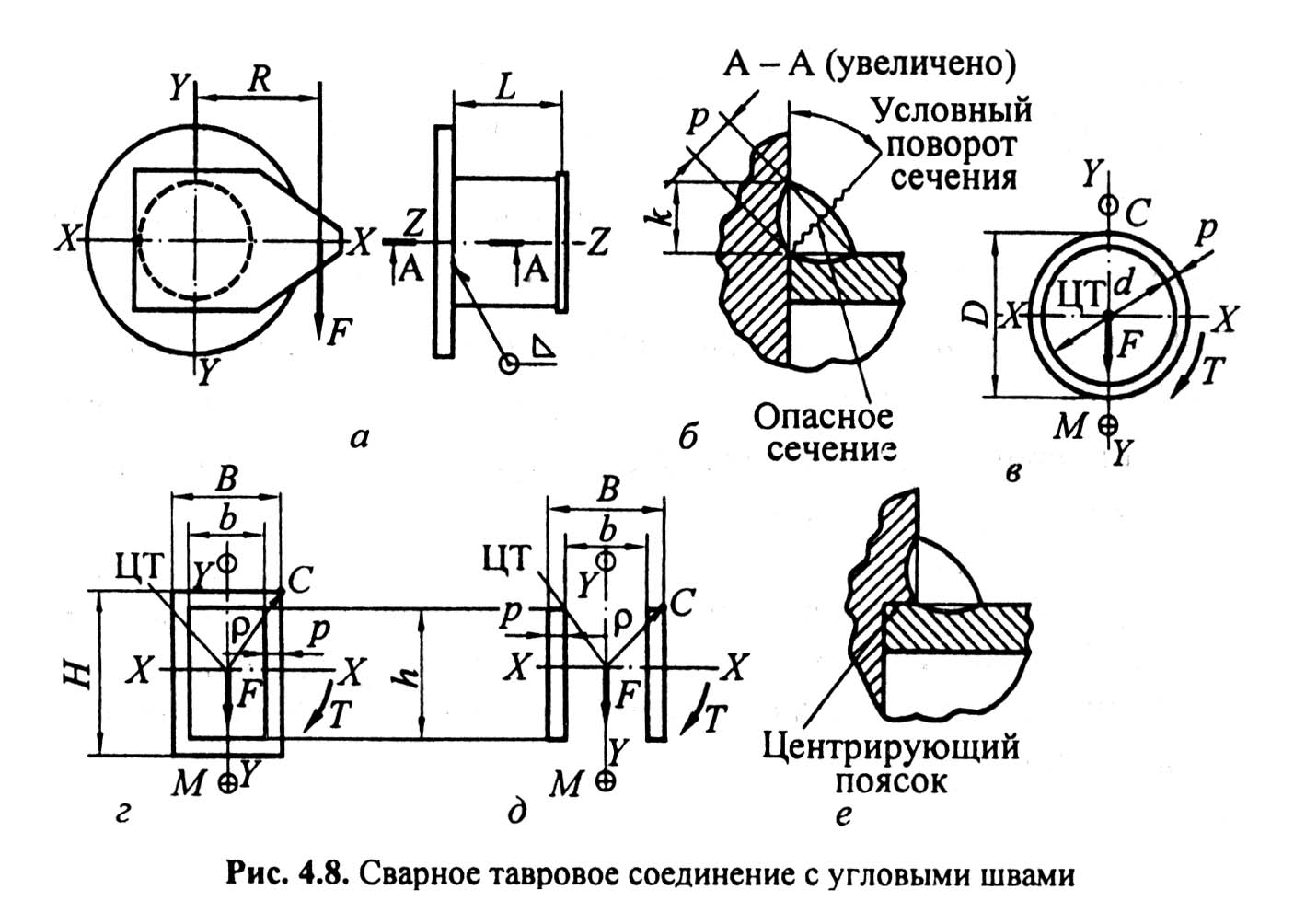
В
приближенном расчете угловых швов
сварного таврового соединения определяют
суммарное касательное напряжение
![]() ,
возникающее в наиболее напряженной
зоне С, и сравнивают его с допускаемым
напряжением для шва
.
Составляющие векторы напряжений
направлены по трем осям. Условие прочности
имеет вид
,
возникающее в наиболее напряженной
зоне С, и сравнивают его с допускаемым
напряжением для шва
.
Составляющие векторы напряжений
направлены по трем осям. Условие прочности
имеет вид
![]() , (6.12)
, (6.12)
где
![]() -
касательное напряжение от центральной
силы F, определяют по зависимости
(5), причем площадь опасного сечения
приближенно вычисляют: для круглого
кольца
-
касательное напряжение от центральной
силы F, определяют по зависимости
(5), причем площадь опасного сечения
приближенно вычисляют: для круглого
кольца
![]() ,
для прямоугольного кольца
,
для прямоугольного кольца![]() ,
для двух прямоугольников
,
для двух прямоугольников![]() :
:
![]() наибольшее
напряжение от момента М,
наибольшее
напряжение от момента М,![]() ,
,
здесь
![]() -
момент сопротивления повернутого
опасного сечения: для круглого кольца
-
момент сопротивления повернутого
опасного сечения: для круглого кольца
![]() ,
для прямоугольного кольца
,
для прямоугольного кольца
![]() ,
для двух прямоугольников
,
для двух прямоугольников
![]() ;
;
-
наибольшее касательное напряжение от
момента Т,
![]() ,
здесь
,
здесь
![]() -
полярный момент сопротивления повернутого
опасного сечения: для круглого кольца
-
полярный момент сопротивления повернутого
опасного сечения: для круглого кольца
![]() ,
для прямоугольного кольца и прямоугольника
,
для прямоугольного кольца и прямоугольника
![]() ,
здесь
-
полярный момент инерции рассматриваемой
фигуры относительно центра тяжести
швов
(
и
,
здесь
-
полярный момент инерции рассматриваемой
фигуры относительно центра тяжести
швов
(
и
![]() -
главные моменты инерции); ρ –
расстояние рассматриваемой зоны от
центра тяжести сварных швов.
-
главные моменты инерции); ρ –
расстояние рассматриваемой зоны от
центра тяжести сварных швов.
Швы
контактной сварки выполняют по торцам
деталей или по боковой поверхности
тонкостенных конструкций - точечная и
шовная сварка. С помощью контактной
стыковой сварки можно соединять детали
с высокой точностью и обеспечивают
равнопрочность деталей и стыкового
шва. Точечную сварку широко применяют
п
Рис.6.16.Сварные
соединения с точечными швами.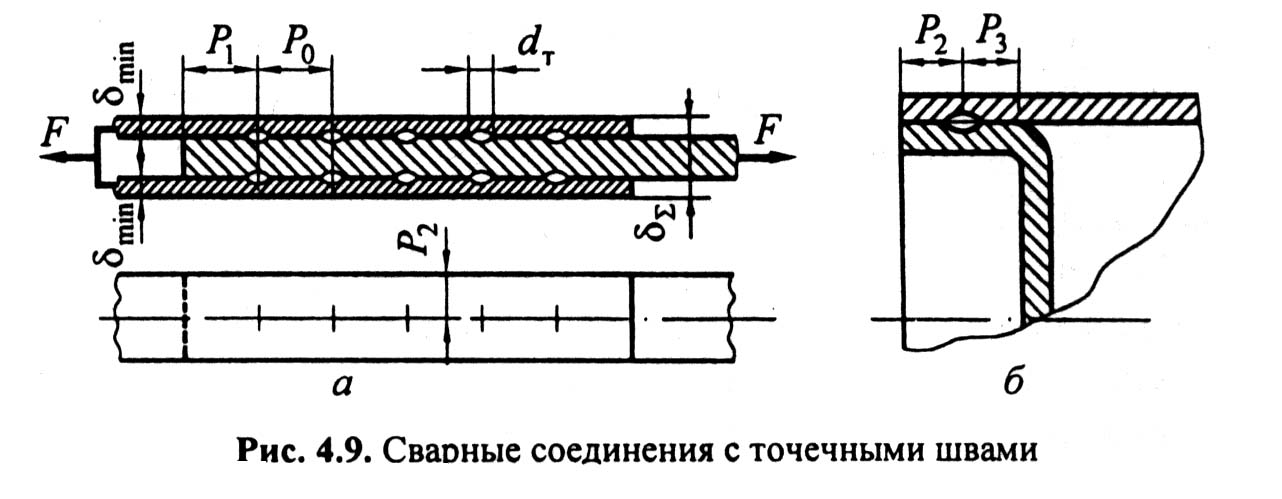 ри
изготовлении тонкостенных корпусных
конструкций (кузова автомобилей,
цельнометаллические железнодорожные
вагоны)
ри
изготовлении тонкостенных корпусных
конструкций (кузова автомобилей,
цельнометаллические железнодорожные
вагоны)![]() толщина
стальных соединяемых деталей не превышает
10мм (рис.6.16,а). Преимущественно
соединяют две детали одинаковой толщины;
при разной толщине деталей соотношение
толщин не должно превышать трех. Диаметр
сварной точки
толщина
стальных соединяемых деталей не превышает
10мм (рис.6.16,а). Преимущественно
соединяют две детали одинаковой толщины;
при разной толщине деталей соотношение
толщин не должно превышать трех. Диаметр
сварной точки![]() (мм)
в зависимости от наименьшей толщины
(мм)
в зависимости от наименьшей толщины
![]() соединяемых стальных деталей из
соображения
соединяемых стальных деталей из
соображения
![]() . (6.13)
. (6.13)
Величину
определяют из условия статической
прочности сварного точечного шва, а по
ней принимают диаметр электрода (для
стальных деталей
![]() )
и все параметры сварочного процесса.
)
и все параметры сварочного процесса.
Ш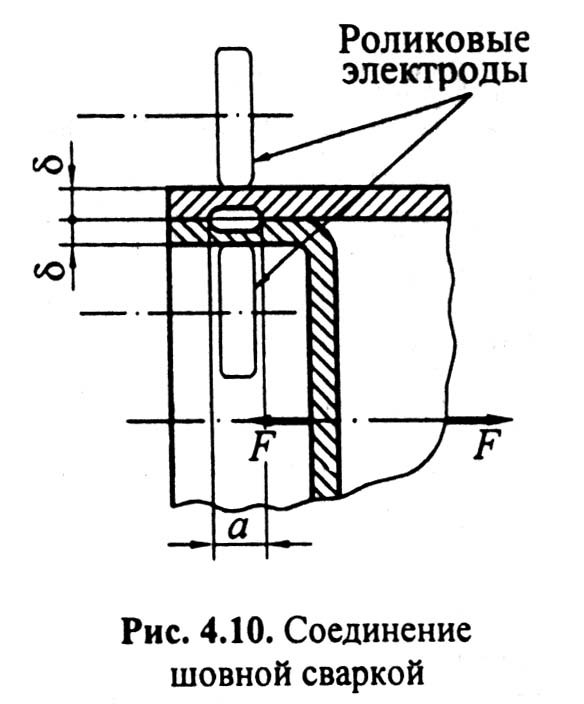 аг
сварных точек (рис.6.17) при отсутствии
шунтирования тока при сварке двух
деталей
аг
сварных точек (рис.6.17) при отсутствии
шунтирования тока при сварке двух
деталей
![]() ;
расстояние от кромки в направлении
действия сдвигающей силы
;
расстояние от кромки в направлении
действия сдвигающей силы
![]() ,
а в направлении, перпендикулярном к
линии действия силы,
,
а в направлении, перпендикулярном к
линии действия силы,
![]() ;
расстояние до перпендикулярной
стенки
;
расстояние до перпендикулярной
стенки![]() (рис.6.17,б).
(рис.6.17,б).
С
Рис.6.17.Соединения
шовной сваркой.![]() ;
при этом полагают ее равномерное
распределение между всеми точками,
число которых по линии действия силы
не должно превышать пяти. Условие
статической прочности на срез для
сварной точки имеет вид
;
при этом полагают ее равномерное
распределение между всеми точками,
число которых по линии действия силы
не должно превышать пяти. Условие
статической прочности на срез для
сварной точки имеет вид
![]() , (6.14)
, (6.14)
где
i- число плоскостей
среза (на рис.6.17,а, i
=2);![]() -
число точек;
-
допускаемое напряжение для контактной
электросварки (табл.6.3)
-
число точек;
-
допускаемое напряжение для контактной
электросварки (табл.6.3)
При
нагружении сварного точечного шва
моментом, действующим в плоскости стыка,
расчетные силы определяют так же, как
для группового резьбового соединения.
Эффективный коэффициент концентрации
напряжений для точечных швов
низкоуглеродистых сталей составляет
в среднем
![]() .
.
Шовную
сварку применяют для герметичного
соединения тонкостенных деталей
![]() .
Условие статической прочности шва на
срез имеет вид
.
Условие статической прочности шва на
срез имеет вид
![]() . (6.15)
. (6.15)
где![]() -длина
шва;
-длина
шва;
![]() -ширина
шва, обычно принимают
-ширина
шва, обычно принимают
![]() .
.
Эффективный
коэффициент концентрации напряжений
для шовной сварки низкоуглеродистых
сталей в среднем составляет
![]() .
.
Допускаемые напряжения сварных соединений при статическом нагружении сварных швов определяют на основании опытных данных в долях от допускаемых напряжений основного металла.
Расчет сварных соединений при переменном нагружении.
Сварные детали машин часто работают под воздействием нагрузок, приближенно аппроксимируемых регулярным нагружением (ГОСТ 2307-78) по периодическим законам с одним максимумом и минимумом в цикле. При соблюдении статической равнопрочности основного металла и сварного шва усталостное разрушение происходит по основному металлу вблизи сварного шва – зоне термического влияния.
Таблица 6.3.Допускаемые напряжения сварных швов при статическом нагружении.
Вид сварки |
Вид шва |
Характер напряженного состояния |
Сварка ручная электродом Э42А или Э50А; автоматическая; механизированная |
Сварка ручная электродом Э38;Э42; Э50 |
Сварка автоматическая; механизированная |
Дуговая плавящимся электродом |
Стыковой |
Сжатие |
|
|
- |
Растяжение |
|
|
|||
Срез |
|
|
|||
Угловой |
|||||
Контактная электрическая |
Стыковой |
Сжатие |
- |
- |
|
Растяжение |
|
||||
Срез |
|
||||
Точечный стыковой |
|
Примечание.
Допускаемые
напряжения растяжения основного металла
![]() ,
где
,
где![]() -предел
текучести;
-предел
текучести;
![]() -коэффициент
запаса (равен 1,2…1,8 для низкоуглеродистых
и 1,5…2.2 для низколегированных сталей);
большее значение при грубых расчетах;
если разрушение сопряжено с тяжелыми
последствиями, то значения
повышают в 1,5…2 раза.
-коэффициент
запаса (равен 1,2…1,8 для низкоуглеродистых
и 1,5…2.2 для низколегированных сталей);
большее значение при грубых расчетах;
если разрушение сопряжено с тяжелыми
последствиями, то значения
повышают в 1,5…2 раза.
Применение стыковых швов предпочтительнее, так как они обладают невысокой концентрацией напряжений по сравнению с угловыми и, особенно, точечными швами. Циклическую прочность сварных соединений повышают технологическими методами - проводят старение или отжиг, удаляют механической обработкой утолщение стыкового шва или придают вогнутость угловому шву, создают наклеп.
Расчет сварных соединений на циклическую прочность.
М
Рис.6.18.Диаграмма
предельного состояния сварных соединений.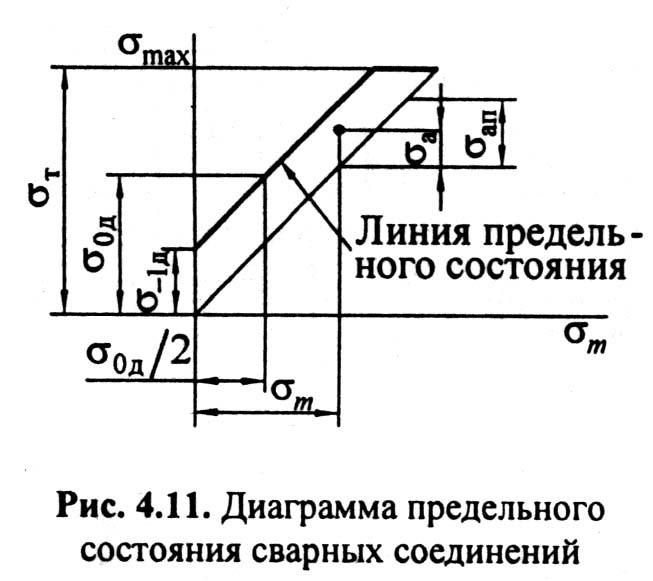
![]() и от нулевого
и от нулевого
![]() режимов.
По этим двум точкам в координатах
режимов.
По этим двум точкам в координатах
![]() (
(![]() -максимальное,
-максимальное,
![]() -
среднее нагружение цикла) построена
при вероятности отказа 50% схематизированная
диаграмма (рис.6.18). Связь между пределами
выносливости устанавливается коэффициентом
чувствительности к асимметрии цикла:
-
среднее нагружение цикла) построена
при вероятности отказа 50% схематизированная
диаграмма (рис.6.18). Связь между пределами
выносливости устанавливается коэффициентом
чувствительности к асимметрии цикла:
![]()
Из-за
высокой концентрации напряжений значение
этого коэффициента мало и его принимают
![]() .
Линия предельного состояния располагается
под углом 45º к координатным осям. Величина
предельного амплитудного напряжения
.
Линия предельного состояния располагается
под углом 45º к координатным осям. Величина
предельного амплитудного напряжения
![]() не зависит от значений
и равна пределу выносливости
сварных деталей, испытанных при
симметричном цикле
не зависит от значений
и равна пределу выносливости
сварных деталей, испытанных при
симметричном цикле
![]() (6.16)
(6.16)
Показателей циклической прочности бездефектных сварных соединений из углеродистых или низколегированных сталей без механической обработки швов приведены в табл.6.4.
Таблица 6.4.Показатели циклической прочности основных сварных соединений.
Группа сварных соединений |
,МПа |
m |
Стыковые |
74,0 |
9,0 |
Тавровые с разделкой кромок и полным проваром |
57,5 |
4,0 |
Нахлесточные с лобовыми, косыми швами |
37,5 |
3,5 |
Стыковые с накладными (подкладками) |
26,0 |
3,0 |
Тавровые с угловыми швами (без разделки кромок) |
||
Нахлесточные с фланговыми, комбинированными швами |
||
С точечными швами |
13,0 |
Примечание. Снижение при наличии окалины на 20%, коррозии на 50%, дефектов (не провары, подрезы и др.) –в 20 раз, остаточных напряжений на 30%.Повышение значения после механической обработки швов –на 40%, отжига в защитной атмосфере - на 70%, наклепа (чеканки пнемомолотком, обдува дробью) –на 100%.
Расчет
сварных соединений при переменном
нагружении проводят в проверочной форме
путем определения коэффициентов запаса
по текучести
![]() и сравнения полученных значений с
допускаемыми:
и сравнения полученных значений с
допускаемыми:
![]() ; (6.17)
; (6.17)
![]() , (6.18)
, (6.18)
Здесь - предельное амплитудное напряжение, m-показатель степени кривой усталости.
где
![]() -
предел текучести основного металла
(для низкоуглеродистой стали
=240…260Мпа,
низколегированной стали
=420…480Мпа,
высокопрочной -
=600…680Мпа);
-
предел текучести основного металла
(для низкоуглеродистой стали
=240…260Мпа,
низколегированной стали
=420…480Мпа,
высокопрочной -
=600…680Мпа);
![]() -
максимальное напряжение цикла в расчетном
сечении;
-
максимальное напряжение цикла в расчетном
сечении;
![]() -
предельное амплитудное напряжение для
сварного соединения, соответствующее
числу циклов
-
предельное амплитудное напряжение для
сварного соединения, соответствующее
числу циклов
![]() ;
;
![]() -
амплитудное напряжение цикла нагружения
в расчетном сечении;
-
амплитудное напряжение цикла нагружения
в расчетном сечении;![]() - фактическое число циклов нагружения,
причем
- фактическое число циклов нагружения,
причем
![]() ;
;
![]() -
- показатель степени кривой усталости
сварных соединений;
-
- показатель степени кривой усталости
сварных соединений;
![]() -
уравнение кривой усталости; ориентировочные
значения
для низкоуглеродистой стали приведены
в табл.6.4;
-
уравнение кривой усталости; ориентировочные
значения
для низкоуглеродистой стали приведены
в табл.6.4;
![]() -
допускаемое (минимальное) значение
коэффициентов запаса прочности: по
пределу текучести
-
допускаемое (минимальное) значение
коэффициентов запаса прочности: по
пределу текучести
![]() и
и
![]() по
амплитудным напряжениям, причем большее
значение в грубых расчетах; для сварных
соединений ответственного назначения,
разрушение которых может привести к
тяжелым последствиям, коэффициенты
запаса повышают в 1,5…2 раза.
по
амплитудным напряжениям, причем большее
значение в грубых расчетах; для сварных
соединений ответственного назначения,
разрушение которых может привести к
тяжелым последствиям, коэффициенты
запаса повышают в 1,5…2 раза.
При
расчете на надежность определяют
вероятность безотказной работы сварных
соединений, при этом значения коэффициента
вариации для действительных и предельных
напряжений можно принимать
![]() соответственно, причем повышенное
значение принимают при грубых расчетах.
соответственно, причем повышенное
значение принимают при грубых расчетах.