

2.3. Інструмент та пристосування для пайки.
Пайка - технологічний процес отримання нероз'ємного з'єднання металевих деталей шляхом нагріву (нижче за температуру їх плавлення) і заповнення проміжку між ними розплавленим припоєм, що утворює після охолодження міцне механічне з'єднання. Виконується за допомогою електропаяльника із застосуванням припоїв і флюсів.
Електричні паяльники
Основне призначення паяльника - забезпечити інтенсивне підведення тепла до місця пайки. Для пайки монтажних з'єднань усередині радіоапарата і у важкодоступних місцях, а також при щільному монтажі зручно застосовувати торцеві паяльники, а для пайки з'єднань у відкритих місцях (монтажних планок, з'єднувачів та ін.) - кутові паяльники. У наборі необхідно мати не менше двох паяльників: один потужністю 30 Вт із стержнем діаметром 3-4 мм - для пайки провідників і виводів РЕ діаметром до 1 мм і другого потужністю 60 Вт з масивнішим стержнем - для пайки товстих провідників, що вимагають більше енергії для їх прогрівання. Рекомендується працювати електропаяльниками, розрахованими на живлення змінним струмом від знижувального трансформатора напругою 12-42 В, оскільки у разі пробою ізоляції між нагрівачем і стержнем можна виявитися під впливом напруги, небезпечної для життя. Пристрій електропаяльника показаний на мал. 1
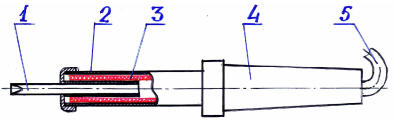
Мал. 1. Електропаяльник із змінним стержнем:
1. Стержень (жало);
2. Корпус;
3. Нагрівальний елемент;
4. Ручка;
5. Провід живлення.
Інтенсивне підведення тепла до місця пайки забезпечують за рахунок підбору відповідної маси (діаметру) стержня і потужності нагрівального елементу паяльника. Стержень виконують з міді. Робоча частина його має бути заправлена, як показано на мал. 2.

Рис 2. Форма заправки робочої частини стержня електропаяльника
Така форма робочої частини паяльника забезпечує хороше стікання припою в місці спаю.
Нагрівальний елемент - це спіраль з ніхромового дроту, що охоплює мідний стержень або розташована усередині нього і ізольована слюдою або азбестом. Елемент повинен забезпечувати нагрів паяльника за 1,5 хвилини після включення. Тип електропаяльника вказується на його корпусі, наприклад:
ЭПЦН 40/220
де Э - електричний;
П - паяльник;
Ц - з центральним розташуванням і незнімним жалом;
Н - безперервного режиму роботи;
40 - номінальна потужність, Вт;
220 - номінальна живляча напруга.
ЭПСН 60/42 - електропаяльник із змінним стержнем, безперервного режиму роботи, потужністю 60 Вт і номінальною живлячою напругою 42 В.
Оптимальна температура жала паяльника
Для отримання якісного паяного з'єднання потрібна підтримка оптимальної температури нагріву жала паяльника. Якщо нагрів недостатній, то припій на деталях, що сполучаються, швидко остигає, при цьому знижується його змочуваність. Таке паяне з'єднання виходить шорстким, має матовий колір і недостатню міцність. При перегріванні стержень паяльника і припій починають окислюватися, в результаті чого припій скачується з жала і не утворює з'єднання. Ознакою перегрівання є сильне згорання (а не плавлення) каніфолі з виділенням диму.При оптимальній температурі нагріву припій розтікається по поверхні жала, не скачуючись з нього, а каніфоль безперервно кипить не утворюючи нагару.
Етапів виконання паяного з'єднання
1. Підготувати до пайки паяльник:
- Жало має бути очищене від нагару, відповідним чином заправлене, мати рівну, без раковин поверхню. Для очищення зручно використовувати бавовняну тканину, складену в декілька шарів;
- Облудить жало. В процесі лудіння робочу поверхню стержня покривають тонким шаром припою. Лудіння сприяє отриманню міцного з'єднання і захищає від окислення. Виконується зазвичай відразу після заправки жала шляхом натирання об припій на дерев'яній дощечці з щедрим додаванням каніфолі;
- Відрегулювати температуру нагріву до оптимальної.
2. Підготувати деталь до пайки:
- Зачистити поверхню під пайку;
- Покрити флюсом;
- Облудить;
- Виконати формування - надати необхідної форми виводам радіодеталі або провіднику;
3. Виконати механічну фіксацію деталей, що спаюються.
4. Виконати пайку.
Час пайки одного контактного з'єднання має бути не більше 5 секунд. Провідники, що сполучаються, або виводи радіоелементів повинні залишатися нерухомими до кристалізації припою. Для фіксації можна застосувати пінцет або пасатижі-качкодзьоби між місцем нагріву і деталлю, які при цьому так само виконують функції тепловідводу, запобігаючи перегріванню деталей.
5. Видалити залишки флюсу після охолодження з'єднання механічно (шилом) і за допомогою розчинника;
6. Перевірити якість паяного з'єднання оглядом, при необхідності усунути недоліки.