

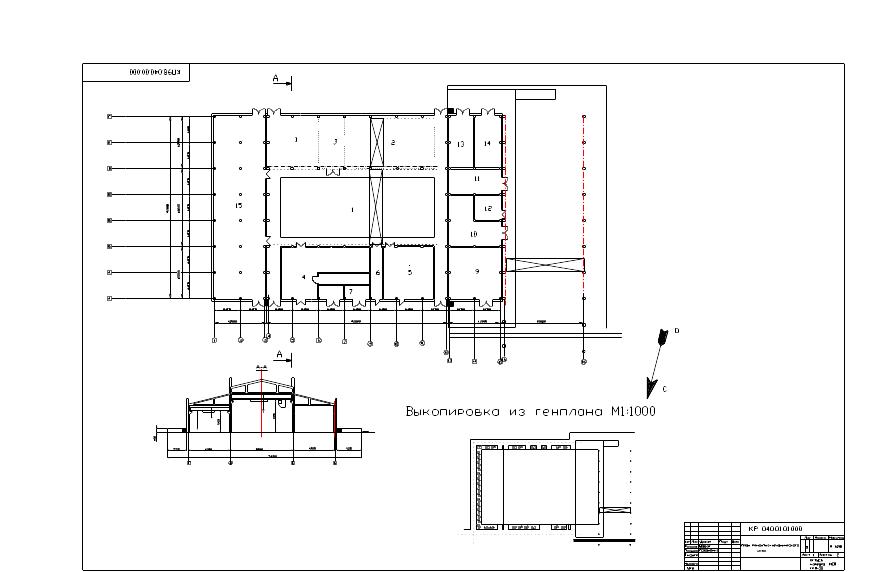
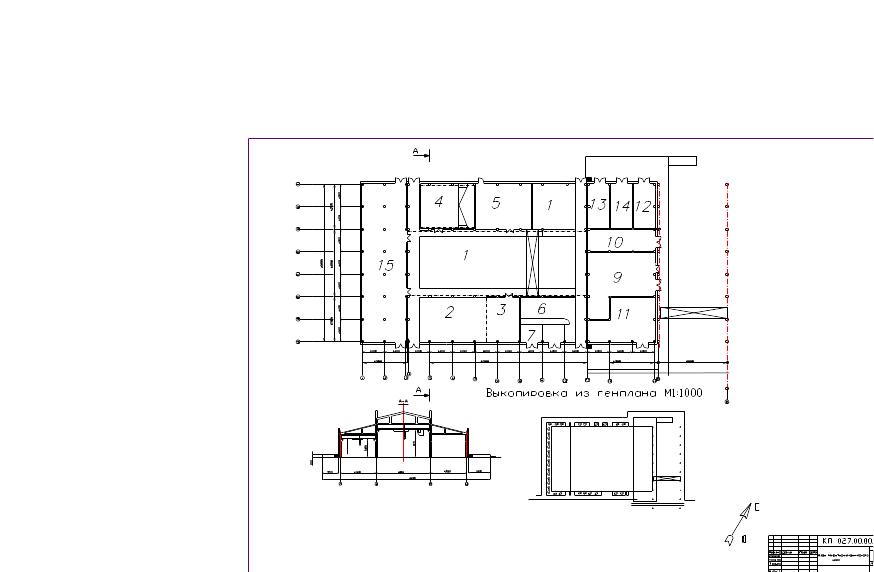
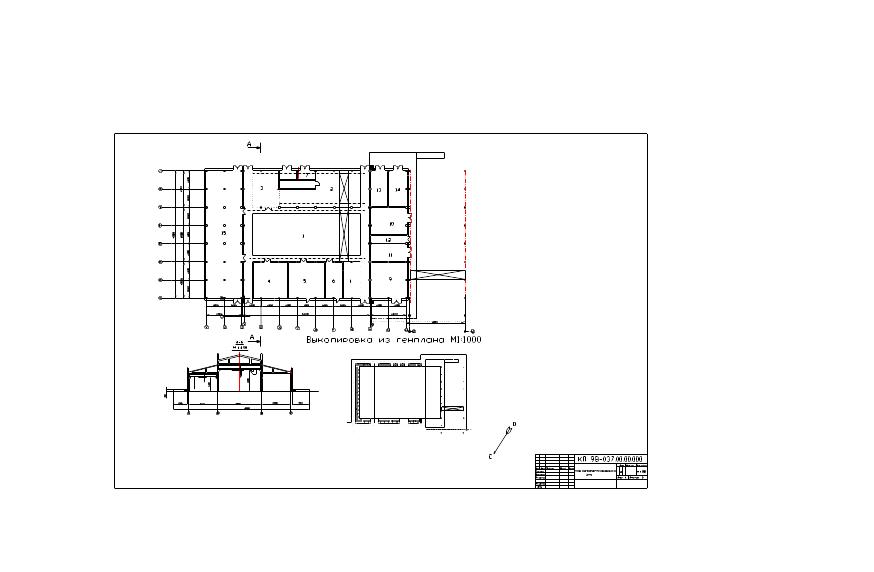
Примеры планировок цехов
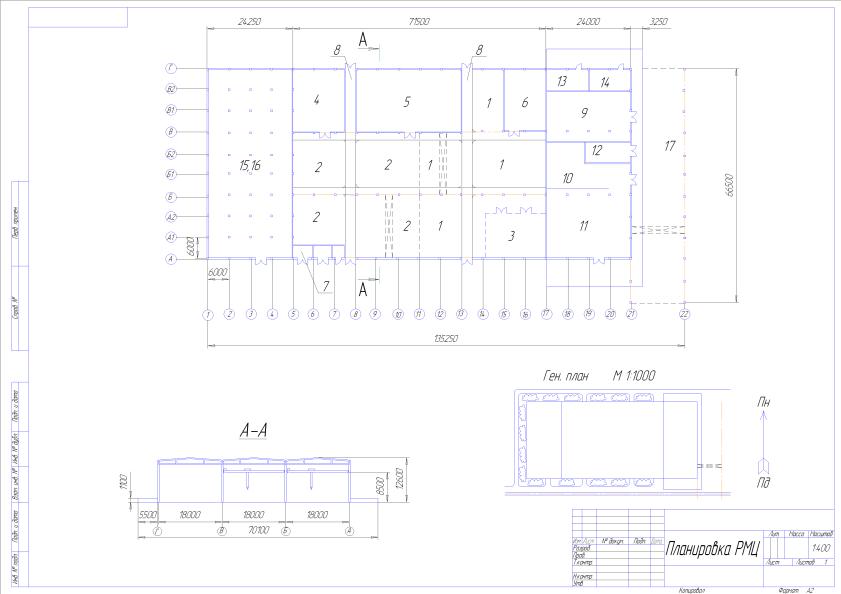



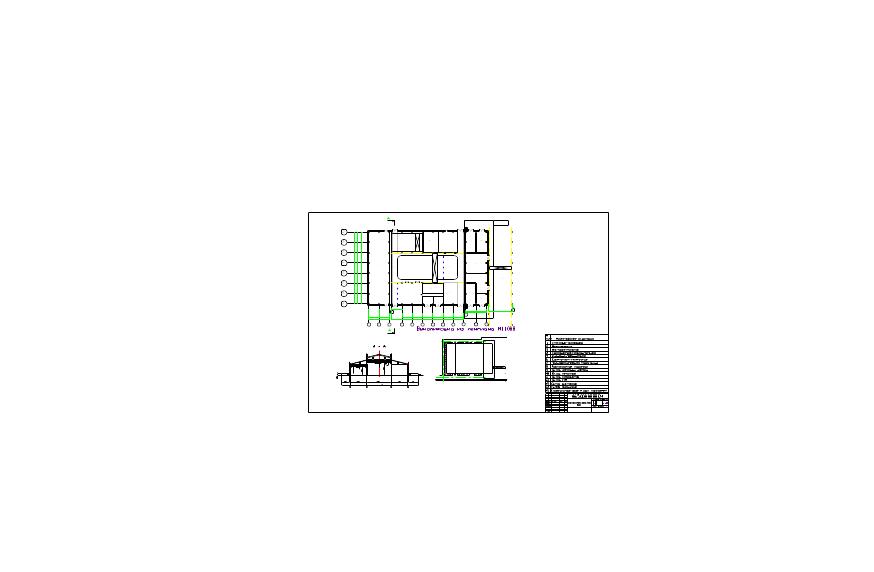


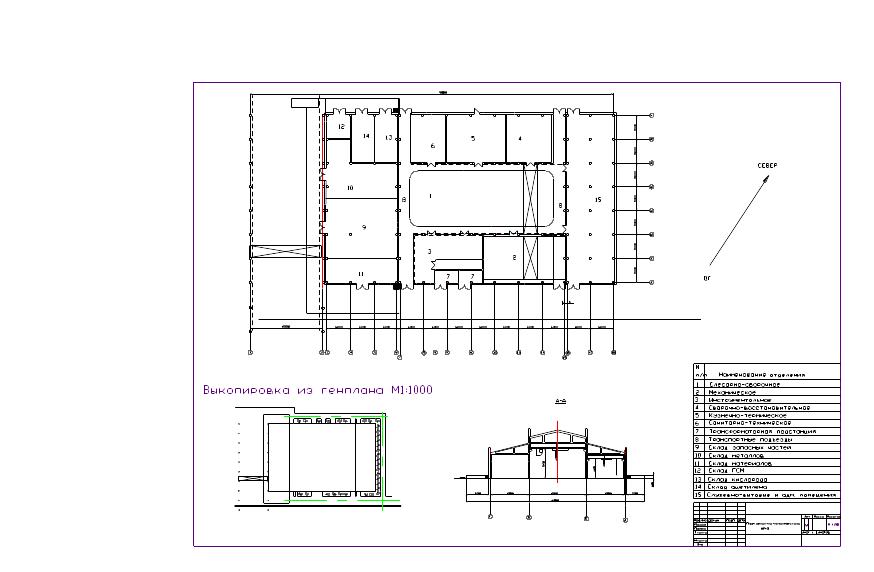


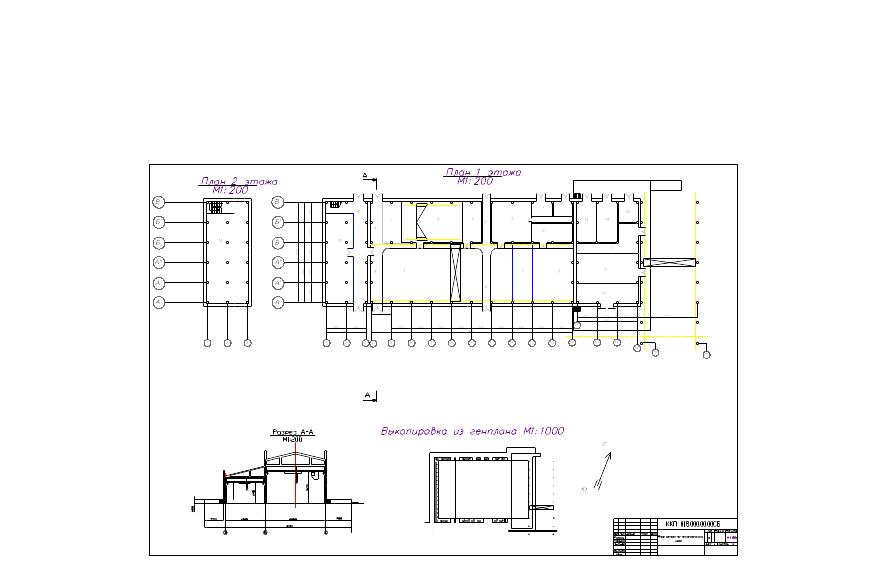

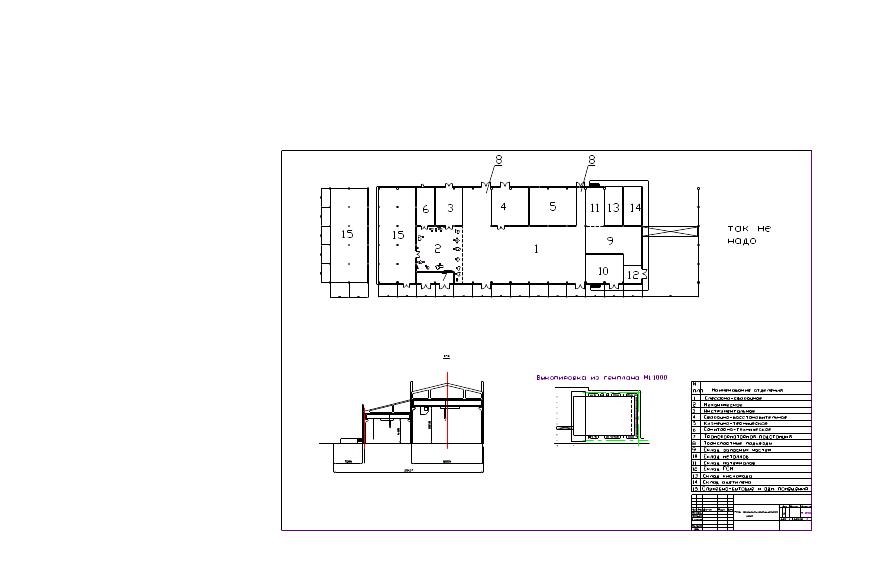

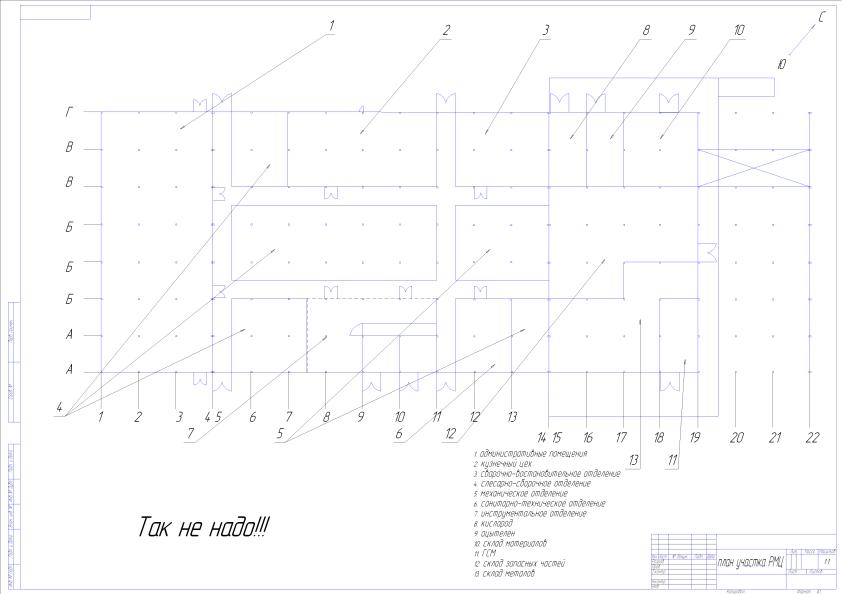


Рекомендации по размещению оборудования и инвентаря в цехах, отделениях и на участках .
При расстановке оборудования и инвентаря в цехах необходимо строго придерживаться существующих типовых нормативов, обеспечивающих безопасные методы труда в производственных условиях.
Станочное оборудование механического цеха (отделения) в основном размещается по групповому признаку применительно к условиям индивидуального и мелкосерийного производства, т.е. когда предусматривается создание отдельных групп для токарных, фрезерных, строгальных, шлифовальных и других работ.
В отдельных случаях станки устанавливаются по назначению, т.е. по характеру обрабатываемых поверхностей. Иногда станки размещает по степени точности обрабатываемых на них поверхностей; станки для грубой обработки размещают в одном месте, а для более точной – в другом. При массовом, поточном производстве станки должны быть размещены в порядке последовательности операций согласно технологическому процессу.
Размещение станков и другого оборудования планируют по их габаритным размерам с учетом необходимых проходов и проездов.
Нормы ширины проходов и проездов между оборудованием и различными местными препятствиями в зависимости от различных условий производства приводятся в типовых нормах или технических инструкциях предприятия. Вместе с тем, при расстановке оборудования необходимо предусматривать возможности использования грузоподъёмных и других транспортных средств с целью механизации работ по техническому обслуживанию и ремонту станочного парка.
Основные нормативы по размещению оборудования
и инвентаря в отделениях РМЦ
При расстановке оборудования и инвентаря в РМЦ необходимо строго придерживаться существующих типовых нормативов, обеспечивающих безопасные методы труда в производственных условиях.
Станочное оборудование механического отделения в основном размещается по групповому признаку применительно к условиям индивидуального и мелкосерийного производства, т.е. когда предусматривается создание отдельных групп станков для токарных, фрезерных, строгальных, шлифовальных и других работ.
В отдельных случаях станки устанавливаются по назначению, т.е. по характеру обрабатываемых поверхностей. Иногда станки размещают по степени точности обрабатываемых на них поверхностей: станки для грубой обработки размещают в одном месте, а для более точной – в другом. При массовом, поточном производстве станки должны быть размещены в порядке последовательности операций согласно технологическому процессу. Размещение станков планируют по их габаритным размерам с учетом необходимых проходов и проездов.
Нормы ширины проходов и проездов между станками в зависимости от вида движения и способа транспортировки деталей.
Ширина проходов и проездов с учетом вида транспортировки деталей определяется из следующих соображений:
а) при движении тележек в одном направлении и расположении станков передними сторонами к проходу, т.е. при наличии двух рабочих мест ширина прохода должна состоять из ширины нагруженной тележки плюс 700...800 мм на каждое рабочее место;
б) при одном рабочем месте ширина прохода должна быть 700 ...800 мм плюс ширина нагруженной тележки и 300 мм до задней стороны противоположного станка;
в) для прохода тележки между двумя станками, расположенными к проходу задними или боковыми сторонами, ширина прохода должна состоять из ширины нагруженной тележки плюс 300 мм с каждой стороны;
г) при встречном движении тележек ширину проходов определяют тем же способом с прибавлением ширины тележки.
Расстояние от задней стороны станки до станка или сплошной перегородки ложно быть не менее 500 мм. При небольших станках, размеры которых не превышают 700×1500 мм, при отсутствии сзади движущихся частей и наличии разрыва между станками по фронту 500 мм допускают их установку вплотную к стене.
-
Местоположение проезда
Направление движения
Ширина проходов и проездов А при различных способах транспортирования деталей, мм
Эскиз
в малогабаритной таре шириной до 400 мм (вручную)
ручными тележками шириной до 100 мм
Электрокарами шириной до 1200 мм
1
2
3
4
5
6
М
 ежду
тыльными сторонами станков
ежду
тыльными сторонами станковОдностороннее
Двустороннее
1000
1400
1300
2000
1800
3000

 Между
одним рядом станков, расположенных
тыльной стороной, и вторым рядом
станков, расположенных по фронту
Между
одним рядом станков, расположенных
тыльной стороной, и вторым рядом
станков, расположенных по фронтуОдностороннее
Двустороннее
1400
2000
1700
2600
2300
-
Рис. 1

-
1
2
3
4
5
6
 М
М ежду
двумя фронтами рядов станков
ежду
двумя фронтами рядов станковОдностороннее
Двустороннее
2000
2600
2300
3200
3000
-
 Между
боковыми сторонами станков
Между
боковыми сторонами станковОдностороннее
Двустороннее
1000
1400
1300
2000
1800
3000
Рис. 1. Окончание

-
Расстояние
Норма, мм
Эскиз
Мелкие станки габаритом до 1500×750 мм
Средние станки габаритом от 1500×750 до 3500×2000 мм или массой до 5...7 т
Крупные станки габаритом от 3500×2000 до 5000×3000 мм или массой 5...15 т
1
2
3
4
5
М
 ежду
станками по фронту-а
ежду
станками по фронту-а400
600
800

Между тыльными сторонами станков
б
400
500
700
От выступающих конструкций стены
до тыльной стороны станка-в
400
500
700

до боковой стороны станка-г
400
500
600
до фронта станка-д
900
1200
1200
Рис. 2

-
1
2
3
4
5
От колонны
до тыльной стороны станка-е
400
500
700

до боковой стороны станка-ж
400
500
600
до фронта станка-з
800
900
1000
М
 ежду
станками при поперечном расположении
к проезду
ежду
станками при поперечном расположении
к проездупрочие станки-П
800
900
1200
каждый станок обслуживает один рабочий-м
1600
1600
-
два станка обслуживает один рабочий-н
800
900
-
Р ис. 2 Окончание
Местоположение проезда |
Направление движения |
Ширина проходов и проездов А при различных способах транспортировки деталей, мм |
Эскиз |
||
В малогабаритной таре ширина до 400 мм (вручную) |
Ручными тележками шириной до 700 мм |
Электрокарами шириной до 1200 мм |
|||
|
одностороннее |
1000 |
1300 |
1800 |
|
Двустороннее |
1400 |
2000 |
3000 |
||
|
Одностороннее |
2000 |
- |
|
|
Между боковыми сторонами верстаков |
Одностороннее |
1000 |
1300 |
1800 |
|
Двустороннее |
1400 |
2000 |
3000 |
||
 М
М ежду
тыльными сторонами верстаков
ежду
тыльными сторонами верстаков Между
двумя фронтами рядов верстаков
Между
двумя фронтами рядов верстаков
Р ис..3
Расстояние между верстаками при поперечном расположении к проезду |
Норма, мм |
Эскиз |
|
900 |
|
Верстаки расположены попарно по фронту – б |
1600 |
|
Верстаки и собираемые изделия - в |
1200 |
|
 Верстаки
расположены в затылок - а
Верстаки
расположены в затылок - а
Рис. 4
|
|
Рис. 5 |
Рис. 6 |




Рис.7
Рис.8

Рис. 9