

1.2. Особенности работы машин с микропроцессорными
системами управления
Появление регулируемого привода для швейных машин пневматического действия позволило использовать в швейных машинных комплексах микропроцессоры. Микропроцессорная система управления (МПСУ) включает в себя блоки ввода и вывода, оперативную и внешнюю память, арифметические устройства. Ввод информации в СУ производится двумя способами: вводом с клавиатуры пульта управления и способом обучения. При настрачивании этикетки прямоугольной формы (рис.2) нажатием соответствующих клавиш задается программа, например, число стежков на каждом участке строчки или осуществляется шитье в неавтоматическом режиме на малой скорости. Таким образом все технологические параметры вводятся в память СУ.
Рабочий процесс воспроизводится следующим образом: участок строчки с заданным числом стежков m1 выполняется на полной скорости, в конце производится автоматический останов машины в положении "игла внизу" и подъем лапки; объект обработки поворачивается оператором вокруг иглы на заданный угол; обрабатываются в той же последовательности участки с числом стежков m2, m3,m4 и m5; производится останов машины в положении "игла вверху", обрезка ниток и подъем лапки.
В результате:
1. Повышаются средние скоростные режимы обработки;
2. Уменьшается время на перехваты, так как время выдержки подъема лапки задается автоматически;
3. Уменьшается время на обрезку ниток.
Производительность труда на операции выросла на 20% по сравнению с машиной без МПСУ, и на 60% по сравнению с машиной, оснащенной обычным фрикционным приводом.
Наибольшую эффективность машина с МПСУ дает на следующих операциях:
1. Обработка ломанных строчек, из коротких отрезков. Программируется число участков, число стежков на каждом участке, прямое или обратное направление подачи. МПСУ следит за скоростью обработки и выходом в заданную точку. Повышение производительности - до 20%;
2. Обработка швов с посадкой одного из слоев ткани (втачивание рукава в пройму, стачивание боковых и шаговых швов на брюках и т.д.) МПСУ управляет работой дифференциального двигателя ткани, обеспечивая посадку на заданных участках. Повышение производительности до 15%;
3. Прокладывание двух параллельных строчек (отделочные, настрачива-ние накладных карманов). МПСУ отключает какую-либо из двух игл на определенное количество стежков.
1.3. Основные типы и краткая характеристика регулируемых приводов
В качестве электропривода в автоматизированных швейных машинах могут использоваться асинхронный трехфазный электродвигатель с короткозамкнутым ротором, специальный коллекторный электродвигатель постоянного тока или шаговый электродвигатель с числовым программным управлением. Преимущественное применение получили асинхронные электродвигатели, так как они надежны в эксплуатации и не требуют лрименения специальных электрических источников питания.
Рисунок 2 – Схема
контурной обработки на АШМ
Рисунок 3 –
Тахограмма работы привода типа «Квик
- стоп»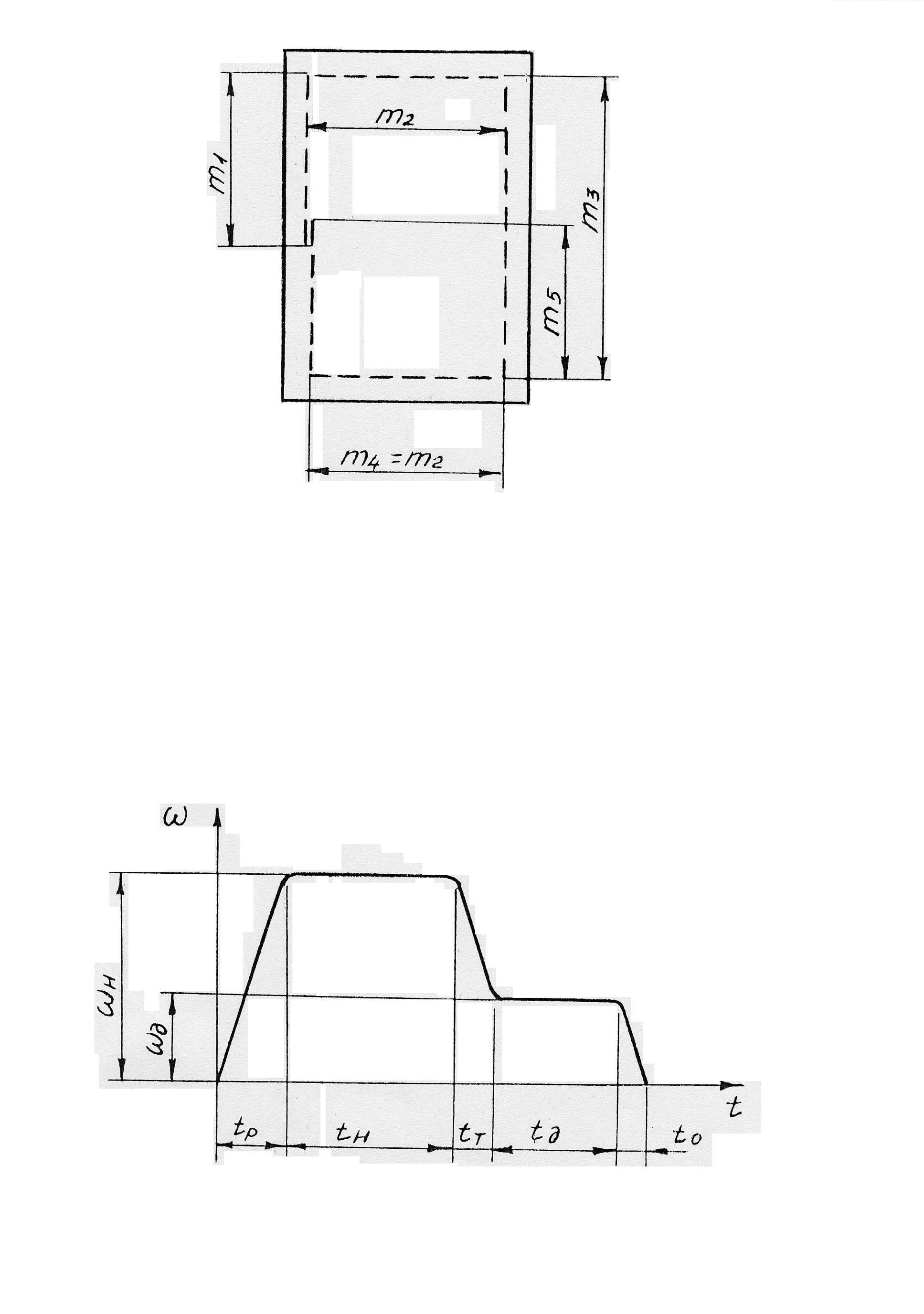
Для регулировки частоты вращения ротора двигателя в допустимых пределах изменения развиваемого вращающего момента возможен один из следующих путей:
- регулировка частоты напряжения питания обмоток статора;
- изменение числа пар полюсов;
- редуцирование частоты вращения ротора с помощью фрикционных муфт с механическим или электромагнитным приводом, использование редукторов или дополнительных электродвигателей для поворота главного вала швейной машины при останове иглы в заданном положении.
Последний способ получил наибольшее применение. По способу перехода с максимальной частоты вращения главного вала (до 6000 мин-1) на требуемую, различают два типа таких приводов: "Квик-стоп" и "Варио-стоп".
Привод "Квик-стоп'' обеспечивает разгон главного вала машин до максимальной частоты вращения в начале работы, работу при максимальной частоте вращения вала, торможение вала машины в конце работы до доводочной частоты вращения, доводку главного вала до фиксированных положений "Игла внизу" или "Игла вверху", останов машины с заданной точностью. Тахограмма работы такого привода представлена на рис.3. Этим приводом оборудуются двухигольные челночные машины и челночные машины зигзагообразного стежка фирмы "Минерва" (Чехословакия), 997 кл. и 0-1022 кл. (РФ). Промежуточные скорости здесь подбираются как и в обычном фрикционном приводе, путем изменения усилия нажатия носком ноги на педаль управления и притормаживания рукой приводного шкива машины. При обработке сложных участков контура оператор вынужден направлять изделие под иглу одной рукой, что существенно снижает производительность.
Привод "Варио-стоп" имеет две фиксируемые частоты вращения: номинальную и доводочную. Промежуточные частоты вращения зависят от положения педали, управляемой оператором. Необходимость в промежуточных частотах вращения возникает при выполнении криволинейных строчек различных радиусов кривизны операторами разной квалификации. Привод "Варио-стоп" позволяет регулировать частоту вращения главного вала машины в диапазоне от доводочной до номинальной с четкой фиксацией и обеспечивает пуск, переключение частот вращения на любую промежуточную величину и останов машины при заданном положении иглы.
Наибольшее распространение получили приводы такого типа, выполненные на базе асинхронных электродвигателей: "Квик-электроник-стоп" (фирмы "Квик-Ротан" (ФРГ); "Варио-стоп" фирмы "Франк и Кирхнер" (ФРГ); "Варио-стоп" фирмы "Джуки" (Япония). Из отечественных машин такими приводами оснащены машины 31 ряда, 0-1022 М кл.; 241 кл.; 1322 кл. и другие.
В таблице 1 приведены основные технические характеристики таких приводов. Общим недостатком всех рассмотренных приводов является износ фрикционных накладок муфт скольжения и фрикционных тормозных муфт и их нагрев в результате трения.
Таблица 1 - Основные типы приводов и их характеристика
Техническая характеристика |
Типы приводов с электронным управлением |
||
без закрепления шва |
с программированием выполнения закрепок |
||
“Quick-Stop” |
“Vario-Stop” |
“Quick-Elektronic-Stop” |
|
Способ изменения частоты вращения главного вала |
Электромеханический с червячным редуктором и с электромагнитной муфтой вращения |
Электромеханический с электронным ступенчатым переключением ЭММ |
Электромеханический с электронным многоступенчатым переключением ЭММ |
Устройство для торможения |
ЭМТ |
ЭМТ |
ЭМТ |
Система автоматического управления |
Позиционная релейная с контактными переключателями |
Следящая (на полупроводниках малой степени интеграции) |
Следящая (на БИС микропроцессорной серии и элементной базе средней степени интеграции) |
Датчики (задатчики положения главного вала) |
Контактный щеточный синхронизатор |
Бесконтактные фотоэлектрические лепесткового или диафрагменного типа |
|
Преимущества |
Возможность автоматического позиционирования иглы и обрезки ниток |
Наличие обратной связи по частоте вращения главного вала |
Программирование выполнения закрепок и 12-ти скоростей работы машины |
Недостатки |
Подгорание электрических контактов |
Невысокая точность работы приводов типа ЭРА и ЭКА |
Необходимость подбора и перевода интегральных микросхем на отечественные аналоги при ремонте |
Примечание: ЭМТ - электромагнитная муфта торможения
ЭММ - электромагнитная муфта скольжения
БИС - большая интегральная схема
В автоматизированных приводах швейных машин фрикционная муфта может отсутствовать. Тогда изменение частоты вращения главного вала машины достигается бесконтактным способом управления, например, путем изменения частоты питающего напряжения, динамического торможения ротора двигателя переменного тока в постоянном магнитном поле. К таким приводам относится регулируемый привод фирмы "Мицубиси" (Япония).