2.4 Регулировки в полуавтомате 525 кл.
В п/а предусмотрены следующие основные технологические регулировки и наладки:
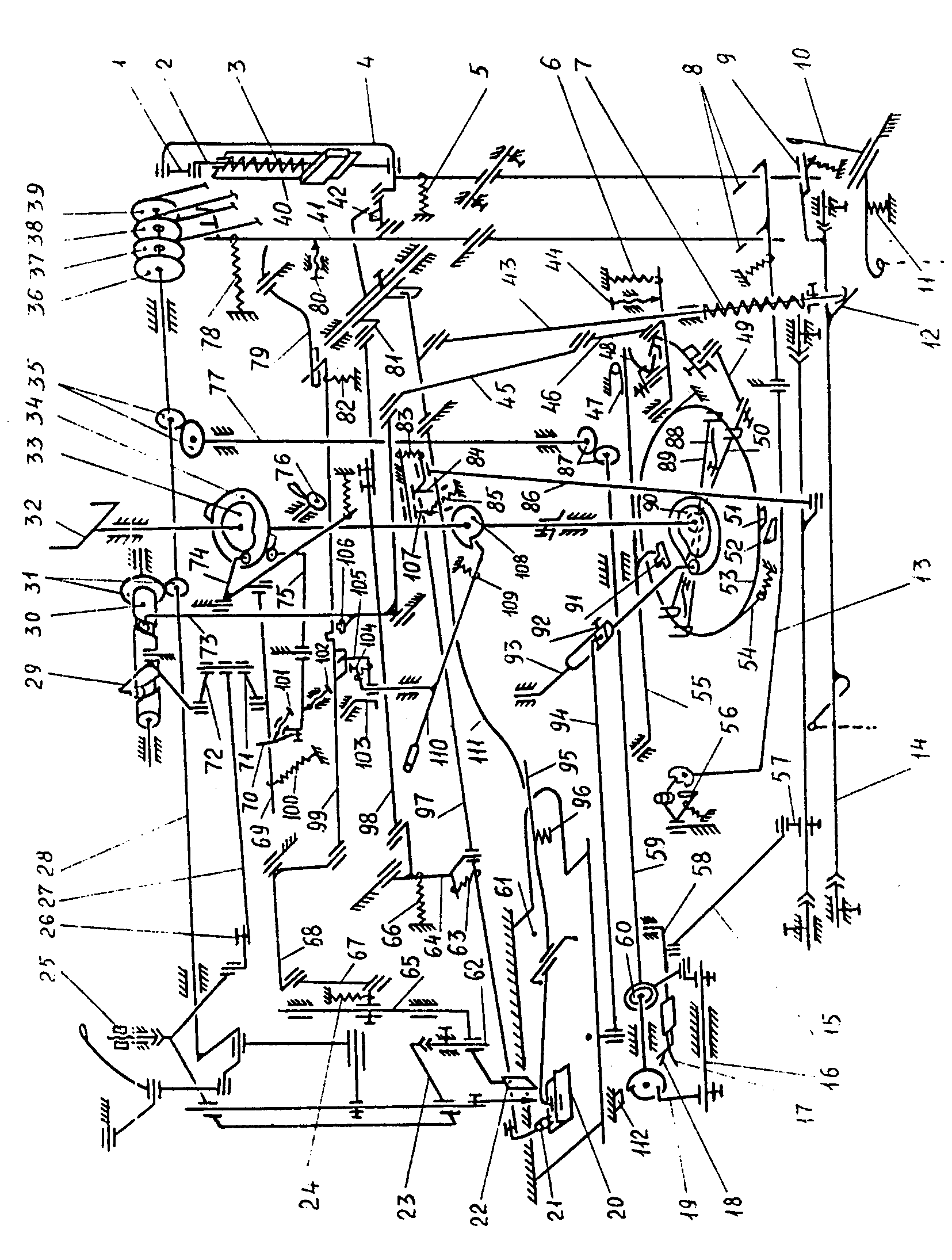
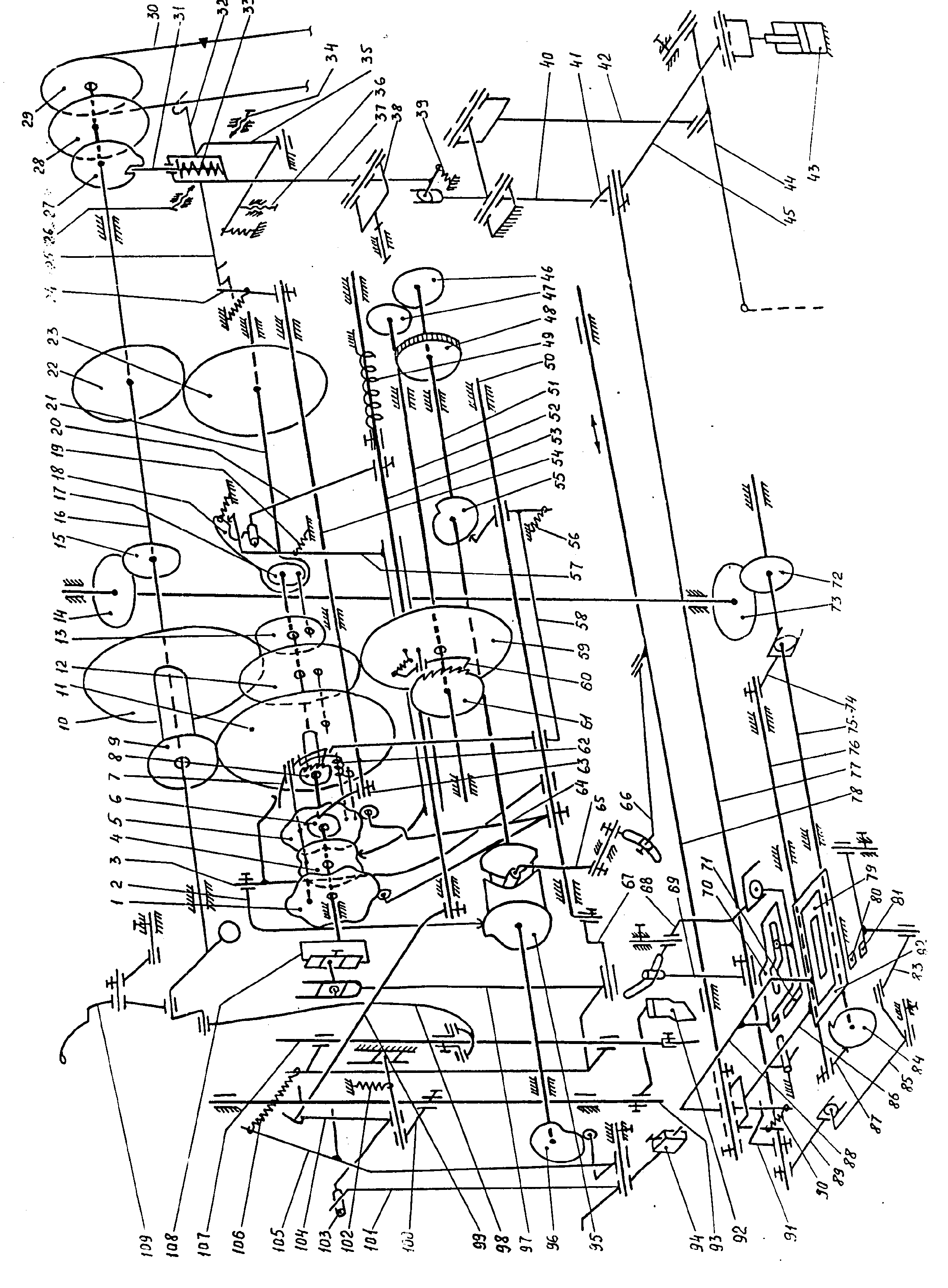
Длина петли регулируется перестановкой шарнира тяги 66 в пазу кулисы 65 после ослабления винта крепления.
Ширина кромки петли определяется величиной эксцентриситета в держателе 108 вала 21. При уменьшении эксцентриситета ширина кромки уменьшается.
Расстояние между кромками петли определяется положением державки 67 на платике вала 50. Чем выше державка, тем ближе кромки друг к другу и наоборот. При этом ширина петли устанавливается автоматически.
Положение петли относительно ножа регулируется поворотом вала 50 относительно рычага 64 после ослабления винта крепления.
Синхронность работы механизмов вертикального и поперечного перемещений иглы при обметке кромок достигается установкой соответствующего взаимного расположения зубчатых колес 22 и 23.
Синхронность работы механизмов вертикального и поперечного перемещений иглы при изготовлении закрепок достигается установкой соответствующего взаимного расположения блока зубчатых колес 9, 10 относительно колеса 13. Для этого освобождают винты крепления эксцентрика 17, выводят из зацепления колесо 13, поворачивают в ту или иную сторону блок колес 9 и 10 и устанавливают колесо 13 на место.
Правильное положение закрепок относительно кромок петли определяется положением кулачков 95 и 55 на валу 51.
Время остановки блока копиров при прокладывании первой кромки определяется положением упора 2 на рычаге 3. Для более ранней остановки необходимо опустить упор 2 на рычаг 3 и наоборот.
Правильная установка ножа относительно кромок петли достигается поворотом державки ножа на штоке 93 при ослабленных винтах крепления.
Блокировка преждевременной прорубки петли определяется правильным положением кулачка 96 на валу 51.
Четкость работы датчика обрыва игольной нити определяется положением противовеса 94 на защелке 101.
Густота кромок петли при изменении длины регулируется изменением количества стежков в петле. Для этого необходимо заменить шестерни 47 и 46.
Время останова регулируется перестановкой кулачка 6 на блоке копиров.
Регулировка подъема лапки по времени и по величине производится изменением положения толкателя 91 на валу 77 при ослабленных винтах крепления.
КОНТРОЛЬНЫЕ ВОПРОСЫ
Каким образом регулируют длину петли.
Как отрегулировать ширину кромки петли.
Как регулируют ширину закрепки.
Как нужно отрегулировать натяжение ниток, чтобы получить бисерную строчку обметанной петли.
Как регулируют положение кромок петли относительно ножа.
Как блокируется узел выключения машины с узлом подъема прижимной лапки.
Чем обеспечивается однократное срабатывание ножа для прорубания материала.
Для какой цели на главном валу машины 25-1 кл. установлены два рабочих и два холостых шкива.
Чем обеспечивается синфазность работы механизмов отклонения иглы и подачи материала.
Как отрегулировать рамку игловодителя по высоте.
Как отрегулировать длину закрепки.
От чего зависит количество проколов в закрепке.
От чего зависит своевременность перехода на выполнение закрепки.
Какие регулировки имеет механизм отводки.
Как регулируется густота кромок петли.
Как установить нож по высоте над игольной пластиной.
СОДЕРЖАНИЕ ОТЧЕТА
Назначение изучаемых полуавтоматов и сопоставление их основных технических характеристик.
Перечень основных механизмов изученных полуавтоматов и их краткая характеристика.
Пространственная кинематическая схема одного из механизмов или эскиз одного из узлов (по указанию преподавателя) с описанием работы и указанием регулировок.
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
Франц В.Я., Исаев В.В. Швейные машины: Иллюстрированное пособие.- М.: Легпромбытиздат, 1986.-184с.
Архипов Н.Н., Рубцов Б.А. Лабораторный практикум по курсу "Машины и аппараты швейного производства".- М.: Легкая индустрия, 1972.-256с.
Исаев В.В. Оборудование швейных предприятий. – М.: Легкая и пищевая промышленность, 1983.-232с.