

2 Резка и раскладка изделий
Отформованные и подсушенные макаронные изделия разрезают на необходимую длину с помощью режущего механизма и для высушивания раскладывают на сушильные поверхности (короткорезаные изделия), укладывают в лотковые кассеты (макароны при кассетном способе сушки) либо развешивают на бастуны (длинные изделия при подвесной сушке).
Короткие изделия режут двумя способами: скольжением ножа по плоскости матрицы или в подвесном состоянии (свисающую прядь режут на некотором расстоянии от матрицы). Фигурные изделия и рожки режут всегда первым способом, перья — вторым. Короткорезаные вермишель и лапша могут нарезаться как тем, так и другим способом, причем во втором случае изделия получаются более прямыми и появляется возможность более интенсивной обдувки, например подачей воздуха вдоль пряди.
Для резки коротких изделий по плоскости матрицы на прессах ЛПЛ-2М применяют универсальный режущий механизм УРМ (рис. 24), входящий в комплект поставки пресса. Он режет по плоскости матрицы и позволяет получать короткорезаные изделия (кроме перьев) любой длины, в том числе и наиболее мелкие, например суповые засыпки.
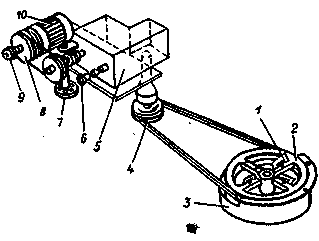
Рис. 24. Универсальный режущий механизм УРМ
Механизм УРМ состоит из привода и ножевой головки. Привод работает от электродвигателя 10 с вариатором 8. Движение от электродвигателя через вариатор передается коробке скоростей и 5, имеющей подвижной блок шестерен, который позволяет получить три различные частоты вращения выходного вала. На выходном валу коробки скоростей закреплен шкив 1, вращение которого передается клиновым ремнем шкиву 2 ножевой головки.
К спицам шкива ножевой головки на шарнирах крепят пластинчатые ножи 1, прижимающиеся к плоскости матрицы. Ось ножевой головки привинчивают к стяжке колосника матрицы или (в случае использования бесколосниковых матриц) и диску матрицы, вворачивая ось в центральное отверстие матрицы. Для безопасности режущую головку закрывают кожухом 3. Принудительное вращение режущего механизма при его регулировке производят вращением штурвала 7. Необходимое число 1-резов устанавливают переключением коробки скоростей ручкой б, вращением регулятора 9 вариатора и изменением количества ножей. Минимальное число срезов в минуту при одном ноже 18,5, при двух — 37, при четырех — 74. Максимальное число срезов четырьмя ножами 2100.
Для резки вермишели и лапши в подвесном состоянии применяется наиболее распространенный механизм ЛПР-1 (рис. 25).

Рис. 25. Механизм ЛПР-1 для резки вермишели и лапши в подвесном состоянии
Механизм заключен в корпус 1, который устанавливают на пол под прессовой головкой макаронного пресса. К раме механизма крепят ножевую головку, состоящую из неподвижной приемной конической воронки 2, неподвижного цилиндра 5 с тремя радиальными ребрами 4 и двух вращающихся ножей 6, которые размещают на спицах 7 шкива. В центре воронки расположен конус 3 с радиальными ребрами, с помощью которых прядь выпрессовываемой вермишели или лапши разделяется на три части. Ножевую головку механизма устанавливают на 300...400 мм ниже матрицедержателя пресса.
При работе механизма выпрессовываемые изделия периодически прижимаются режущими кромками вращающихся ножей к неподвижным ребрам и срезаются.
Таким образом, ребра служат как бы опорой, противорежущей гранью при резке. Поэтому, чтобы прядь при резке не сминалась, зазор между ребрами и режущей кромкой должен быть минимальным. Механизм делает 12...32 среза в минуту.
Для резки и развешивания длинных изделий на бастуны используют автоматические саморазвешивающие механизмы.
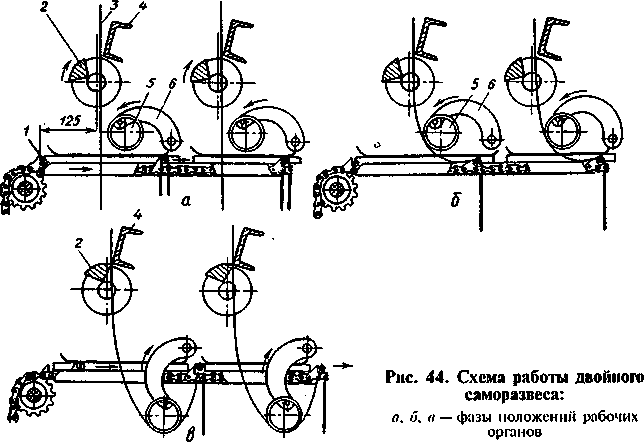
На рис. 26 представлена схема работы двойного саморазвеса, который входит в состав автоматизированных поточных линий. Саморазвес обеспечивает резку изделий длиной от 370 до 570 мм и их развешивание одновременно на два бастуна. Саморазвес работает следующим образом.
Изделия, выпрессовываемые из прямоугольных матриц двумя прядями 3, огибают обдуватель и опускаются, пересекая горизонтальную линию движения бастунов 1 (рис. 26, а). В это время бастуны не двигаются. После того как изделия достигнут необходимой длины, т. е. опустятся ниже находящихся в покое бастунов, два пустотелых цилиндра 5, укрепленные на рычагах 6, начинают движение и, описав дугу, оттягивают верхнюю половину пряди на другую сторону бастунов (рис. 26, б). В это время верхние ножи-отсекатели 2 и 4 отрезают изделия от основной пряди (рис. 26, в). Отрезанные изделия падают и виснут на бастунах вдоль их второй стороны. Цепь начинает движение, унося загруженные бастуны и подавая на их место пустые. Бастуны же с изделиями, продвигаясь вперед, попадают в сферу непрерывно вращающихся нижних ножей, которые подравнивали нижние концы изделий. Саморазвесы последних выпусков имеют дополнительные подравнивающие гребенки. Сырые обрезки нижних концов изделий по пневмотранспортеру направляемся в тестомесильное корыто для повторной переработки.
В большинстве случаев на макаронных предприятиях короткорезаные изделия сушат в конвейерных сушилках. Подача сырого продукта (полуфабриката) на верхнюю ленту сушилки осуществляется посредством механического раскладчика (раструсчика), обеспечивающего равномерное распределение продукта по ширине ленты, составляющей около 2 м.
На рис. 27 представлены схемы нескольких раскладчиков короткорезаных изделий, применяемых на макаронных фабриках.
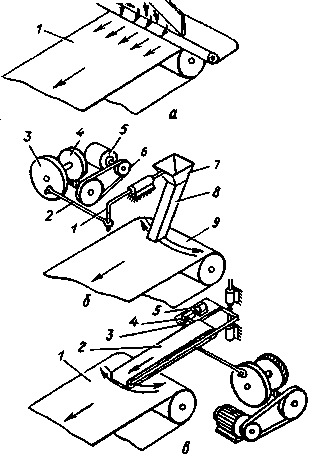
а — с перегородкой; б — с качающейся трубой; в — с качающимся транспортером
Рис. 27. Раскладчики короткорезаных изделий:
Наиболее простой раскладчик (рис. 27, а) состоит из ленточного транспортера 2, подающего сырые изделия от пресса и находящегося над верхним транспортером 1 сушилки, и заслонки 3, устанавливаемой по диагонали поперек ленты этого транспортера. Сырые изделия, натыкаясь на заслонку, с подающего транспортера переходят на ленту верхнего транспортера сушилки, распределяясь равномерным слоем по всей ширине этой ленты. Во избежание провисания верхней ленты подающего транспортера и проскакивания изделий под заслонкой лента скользит по деревянной плите, установленной перпендикулярно к заслонке. Если пресс и сушилка находятся на разных этажах либо на одном этаже, но при наличии достаточного места над сушилкой, часто используют раскладчик, схема которого представлена на рис. 27, б.
Сырые короткорезаные изделия подаются в загрузочную воронку 7, откуда по трубе 8, совершающей качательные движения с амплитудой около 2 м, они распределяются по поверхности транспортера 9 сушилки. Качательное движение передается трубе коромыслом 1, которое связано с кулачковым колесом 3 тягой 2. Последнее приводится во вращение от электродвигателя 5 через клиноременную передачу 6 и червячную пару 4.
Одна из возможных конструкций раскладчика, не требующего большого места над сушилкой, показана на рис. 27, в.
Транспортер 2 подачи сырых изделий на верхнюю ленту 1 сушилки совершает качательные движения при помощи кулачкового механизма, привод которого аналогичен приводу предыдущего раскладчика. Движение подающего транспортера осуществляется от индивидуального электродвигателя 5 через редуктор 4, смонтированный на основании 3.
 Толщина
слоя продукта на верхней ленте транспортера
сушилки регулируется изменением
скорости движения ленты. В зависимости
от ассортимента изделий толщина слоя
должна составлять от 2 до 5 см. При этом
во избежание слипания сырых изделий
надо стремиться поддерживать минимально
возможную, толщину слоя изделий на
верхней ленте.
Толщина
слоя продукта на верхней ленте транспортера
сушилки регулируется изменением
скорости движения ленты. В зависимости
от ассортимента изделий толщина слоя
должна составлять от 2 до 5 см. При этом
во избежание слипания сырых изделий
надо стремиться поддерживать минимально
возможную, толщину слоя изделий на
верхней ленте.
При сушке макарон в лотковых кассетах в сушильные шкафы устанавливают кассеты с сырыми макаронами в стопки. Для равномерного высушивания и получения изделий хорошего качества макароны должны равномерно и полностью заполнять кассету (рис. 28). Если кассета будет заполнена не полностью, то во время сушки основной поток воздуха пойдет по пути наименьшего сопротивления — в свободное пространство над макаронами, а не сквозь макаронные трубки. Это приведет к неравномерному высушиванию изделий: внутри кассеты трубки будут недосушенными, а верхний слой — пересушен. С другой стороны, чрезмерное заполнение кассеты («с горкой») сырыми макаронами приведет к их смятию под действием массы стоящих выше кассет с макаронами. Это затруднит проход воздуха через трубки, к получению деформированных, сплющенных макарон.
При сушке длинных изделий подвесным способом развешиваемые на бастуны сырые изделия (вермишель, лапша, макароны) должны прилегать друг к другу, полностью заполняя бастун.
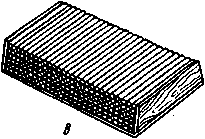
Рис. 28. Лотковые кассеты:
а —двойная деревянная; б — одинарная дюралюминиевая; в —кассета, заполненная макаронами
Однако для равномерного обтекания изделий воздухом во время сушки они не должны нависать друг на друга.
Отверстия в прямоугольной матрице делают таким образом, чтобы по длине матрицы выпрессовывались две пряди изделий каждая из которых в один слой развешивается для сушки на бастуне. Во избежание растягивания развешиваемых изделий под действием собственной массы наружный диаметр макарон должен быть не более 6 мм. Длинные вермишель и лапша могут быть любого вида.
В табл. 9 приведены основные причины возможных дефектов сырых изделий, возникающих при разделке, и способы их устранения.
Таблица 9