

Влияние температуры матрицы на содержание крахмальных зерен с кристаллической структурой в макаронных изделиях
Исходная мука |
Температура матрицы, °С |
Содержание крахмальных зерен с кристаллической структурой, % |
|
в массе изделии |
в поверхностном слое |
||
Твердая пшеница: крупка |
50 80 120 |
86 76 62 |
87 62 22 |
полукрупка |
50 80 120 |
83 75 59 |
83 50 18 |
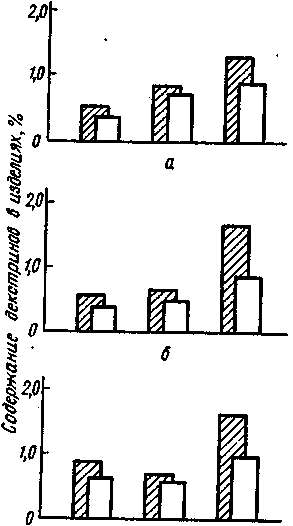
а— изделия из крупки твердой пшеницы; б — изделия из полукруики твердой пшеницы; в — изделия из хлебопекарной муки высшего сорта, Заштриховано — в поверхностном слое изделий; не заштриховано — в общей массе изделий
50 80 120
Температура матрицы, °С
 Рис.
20. Изменение содержания декстринов
в макаронных изделиях в зависимости
от температуры матрицы
Рис.
20. Изменение содержания декстринов
в макаронных изделиях в зависимости
от температуры матрицы
Анализ содержания декстринов показывает, что при температуре матрицы 80 "С оно остается на достаточно высоком уровне по сравнению с температурой 50 °С и более или менее значительно нарастает при температуре матрицы 120 °С. Это связано с большей стабильностью крахмала по сравнению с белком при кратковременных воздействиях на тесто повышенных температур, которые оказывают влияние на крахмал лишь в небольшом по толщине поверхностном слое формуемых макаронных изделий. Об этом же свидетельствуют и результаты определения оптической анизотропности на поляризационном микроскопе, характеризующие количество зерен крахмала, сохранивших нативную кристаллическую структуру. Причем увеличение содержания декстринов и желатинированных крахмальных зерен, заключенных в денатурированную клейковинную матрицу, тоже желательно, поскольку оно будет способствовать повышению степени усвояемости углеводов и сокращению длительности варки изделий до готовности.
Следовательно, формование макаронных изделий через нагретую матрицу сопровождается положительными изменениями свойств белка и крахмала в поверхностном слое изделий, глубина которых увеличивается с увеличением температуры матрицы.
Однако основная цель применения режимов высокотемпературного формования — повышение производительности пресса. Результаты наших опытов, приведенные в виде графиков на рис. 21, свидетельствуют о двукратном увеличении производительности лабораторного пресса при температуре матрицы 80 °С по сравнению с традиционным режимом (при температуре матрицы 50 °С). Дальнейшее повышение температуры влечет за собой и дальнейшее увеличение скорости выпрессовывания, однако при температуре матрицы свыше 120 °С начинает наблюдаться вспучивание поверхности выпрессовываемых сырых изделий вследствие значительного перепада температур изделий и воздуха и резкого испарения влаги из изделий. Однако надо отметить, что при формовании изделий через нагретую до температуры 110+5 °С металлическую матрицу без тефлоновых вставок выпрессовываются изделия с абсолютно гладкой поверхностью. Это явление связано с тем, что испаряющаяся в формуемых изделиях влага (при соприкосновении с горячей поверхностью канала матрицы) создает между поверхностью изделий и формующей щелью матрицы паровую прослойку, предотвращающую прилипание тестовой поверхности изделия к поверхности щели.
При возникновении паровой прослойки резко возрастает и скорость выпрессовывания изделий. Монотонный же характер ее нарастания в интервале температур нагрева матрицы от 50 до 100 °С связан с увеличением пластичности формуемого теста: в силу кратковременного контакта теста с поверхностью канала матрицы до ее температуры нагревается лишь поверхностный слой формуемого изделия. Внутренние же слои нагреваются до температуры не выше 60 °С, что наглядно видно из экспериментальных замеров температуры выпрессовываемой массы сырых изделий, а также данных, приведенных нами выше, по изменению состояния белка и крахмала в поверхностном слое и в общей массе изделий. При такой температуре заваривания теста не происходит, а текучесть его в условиях отсутствия внутреннего смещения слоев в канале матрицы максимальная.
Увеличение текучести теста сопровождается не только увеличением скорости выпрессовывания, но и снижением давления прессования. При этом надо иметь в виду, что только при определенных значениях давления прессования, а именно не менее 5...6 МПа, можно получить тесто, реологические характеристики которого обеспечивают прочную структуру формуемых изделий.
Полученные зависимости показывают, что при влажности теста из крупки 32 % с повышением температуры матрицы от 40 до 80 °С производительность пресса для данной матрицы увеличивается почти в 2 раза, а давление снижается на 37,5 %. Использование теста с более низкой влажностью (29 %) позволяет повысить давление прессования: при температуре матрицы 80 °С до величины традиционного режима (температура матрицы 50 °С, влажность теста 32 %). И хотя производительность пресса при этих двух режимах практически одинакова, достигается значительный эффект в снижении расхода теплоты на последующую сушку: кроме 3 % разницы во влажности теста выпрессовывание сырых изделий через горячую матрицу приводит к испарению влаги с поверхности выпрессовываемых изделий — влажность их снижается еще примерно на 3 % по сравнению с традиционным режимом. Это дает возможность, во-первых, избежать слипания сырых изделий в сушилке и, во-вторых, при одинаковом количестве изделий, поступающих в сушилку, значительно смягчить режим сушки, обеспечивая этим высокую прочность продукта.
Повысить давление прессования, не меняя практически влажность теста, можно также подачей холодной воды в рубашку шнекового цилиндра. При этом сохранится увеличение производительности пресса при горячей матрице.
 Аналогичные
зависимости были получены при выработке
изделий из полукрупки, но в этом случае
возрастают давление прессования и
производительность при увеличении
температуры матрицы. Это связано с более
высокой водопоглотительной
способностью частиц полукрупки по
сравнению
с крупкой и, следовательно, с большей
вязкостью теста при одинаковых значениях
влажности. Такая тенденция проявляется
в еще большей степени при использовании
хлебопекарной муки. Таким образом,
при высоко температурном режиме
формования
макаронных изделий варьированием
температуры нагрева
матрицы, влажности замешиваемого
теста и степени охлаждения шнековой
камеры можно достичь не только повышения
производительности пресса,
но и менять в широких диапазонах
давление прессования и степень
снижения влажности выпрессовываемых
сырых изделий. При этом, как показали
многочисленные анализы использования
высокотемпературных режимов формования
макаронных изделий на лабораторном
прессе и промышленных прессах ЛПЛ-2М,
большего увеличения производительности
пресса можно добиться, вырабатывая так
называемые низкопроизводительные виды
изделий
(из хлебопекарной муки, полукрупки,
изделий с яичными добавками),
а также при использовании матриц с
низкой пропускной способностью,
(низким коэффициентом живого сечения).
Средние полученные данные прироста
производительности пресса при температуре
матриц с тефлоновыми вставками 70...80 °С
и давлении прессования 6...7 МПа составили
(%): для изделий из крупки твердой пшеницы
10, для изделий из полукрупки твердой
пшеницы 20, для изделий из хлебопекарной
муки 25, для изделий из крупки с яичными
добавками 15, для изделий из хлебопекарной
муки с яичными добавками 30.
Аналогичные
зависимости были получены при выработке
изделий из полукрупки, но в этом случае
возрастают давление прессования и
производительность при увеличении
температуры матрицы. Это связано с более
высокой водопоглотительной
способностью частиц полукрупки по
сравнению
с крупкой и, следовательно, с большей
вязкостью теста при одинаковых значениях
влажности. Такая тенденция проявляется
в еще большей степени при использовании
хлебопекарной муки. Таким образом,
при высоко температурном режиме
формования
макаронных изделий варьированием
температуры нагрева
матрицы, влажности замешиваемого
теста и степени охлаждения шнековой
камеры можно достичь не только повышения
производительности пресса,
но и менять в широких диапазонах
давление прессования и степень
снижения влажности выпрессовываемых
сырых изделий. При этом, как показали
многочисленные анализы использования
высокотемпературных режимов формования
макаронных изделий на лабораторном
прессе и промышленных прессах ЛПЛ-2М,
большего увеличения производительности
пресса можно добиться, вырабатывая так
называемые низкопроизводительные виды
изделий
(из хлебопекарной муки, полукрупки,
изделий с яичными добавками),
а также при использовании матриц с
низкой пропускной способностью,
(низким коэффициентом живого сечения).
Средние полученные данные прироста
производительности пресса при температуре
матриц с тефлоновыми вставками 70...80 °С
и давлении прессования 6...7 МПа составили
(%): для изделий из крупки твердой пшеницы
10, для изделий из полукрупки твердой
пшеницы 20, для изделий из хлебопекарной
муки 25, для изделий из крупки с яичными
добавками 15, для изделий из хлебопекарной
муки с яичными добавками 30.
Увеличение производительности пресса должно сопровождаться соответствующим увеличением подачи тестовой массы в шнековую камеру, иначе это неизбежно приведет к падению давления прессования и выпрессовыванию белесых изделий (па прессах без вакуумирования теста в месильном корыте). Поэтому при увеличении массы выпрессовываемых изделий необходимо увеличить подачу в первую очередь муки: именно этим приемом можно снизить влажность теста. Если же влажность теста предполагают оставить на прежнем уровне, то в соответствии с количеством добавляемой муки увеличивают и количество подаваемой в корыто воды.
Как и в случае разработки высокотемпературных режимов замеса, основным критерием выбора оптимальных параметров высокотемпературного режима формования является качество готовых изделий.
Они показывают, что использование бронзовой матрицы без тефлоновых вставок, нагретой до 100 °С, повышает степень шероховатости поверхности изделий и, как следствие, снижает числовую оценку цвета. При температуре матрицы выше 100 °С поверхность изделий становится гладкой и соответственно снижается доля белого компонента в цвете сухих изделий. Одновременно с повышением температуры матрицы увеличивается доля коричневого компонента в цвете изделий, особенно это характерно для полукрупки. Это явление связано не с процессом ферментативного потемнения, а с протеканием реакции Майяра: более низкие сорта пшеничной муки содержат большее количество белков и Сахаров, участвующих в этой реакции. Однако для всех видов исходной муки цвет изделий, полученных при температуре матрицы 100...110 °С, был близок к цвету изделий, выработанных по традиционной технологии, а состояние их поверхности было лучше.
Т а б л и ц а 6
Влияние температуры матрицы на цвет макарон
Вид исходной муки и температура матри-цы, °С
|
Содержание компонентов в цвете сухих макарон % |
Числовая оценка цвета, ед.
|
Состояние поверхности макарон |
||
белый |
желтый |
коричневый
|
|||
Бронзовая матрица без тефлоновых вставок |
|||||
Крупка твердой пшеницы: |
|
|
|
|
|
менее 50 |
60 |
37 |
3 |
1,12 |
Слабошероховатая |
80...90 |
62 |
28 |
10 |
0,68 |
Шероховатая |
90... 100 |
47 |
35 |
18 |
0,84 |
Слабошероховатая |
100...110 |
44 |
39 |
17 |
1,00 |
Гладкая, восковидная |
Полукрупка твердой пшеницы: |
|
|
|
|
|
|
60 |
21 |
19 |
0,43 |
Слабошероховатая |
50...60 |
55 |
14 |
31 |
0,24 |
Шероховатая |
80...90 |
55 |
11 |
34 |
0,18 |
» |
90...100 |
35 |
17 |
48 |
0,26 |
Слабошероховатая |
100...110 |
19 |
23 |
58 |
0,34 |
Гладкая, восковидная |
Хлебопекарная мука высшего |
|
|
|
|
|
менее 50 |
62 |
23 |
15 |
0,50 |
Слабошероховатая |
70...80 |
73 |
7 |
20 |
0,12 |
Шероховатая |
90...100 |
55 |
11 |
34 |
0,18 |
Слабошероховатая |
100... 110 |
38 |
21 |
41 |
0,35 |
Гладкая, восковидная |
Бронзовая матрица с тефлоновыми вставками
|
|||||
Крупка твердой пшеницы: |
|
|
|
|
|
менее 50 |
45 |
41 |
14 |
1,12 |
Гладкая |
70...80 |
43 |
42 |
15 |
1,15 |
» |
80...90 |
44 |
41 , |
15 |
1,11 |
» |
90... 100 |
45 |
37 |
18 |
0,91 |
» |
100...110 |
43 |
39 |
18 |
0,99 |
» |
 менее
50
менее
50 сорта:
сорта:При формовании изделий через матрицу с тефлоновыми вставками, когда вследствие антиадгезионных свойств тефлона поверхность изделий всегда гладкая, их цвет практически не менялся и имел высокую числовую оценку независимо от температуры матрицы. В то же время при температурах 90... 100 °С несколько снижается содержание желтого компонента и одновременно увеличивается содержание коричневого компонента в цвете сухих изделий. Влияние температуры бронзовой матрицы без вставок и с тефлоновыми вставками на потерю сухих веществ в сваренных макаронах приведено на рис. 15. В случае использования матриц с тефлоновыми ставками, когда при всех температурах матрицы макароны имеют гладкую поверхность, минимальные потери сухих веществ при варке наблюдаются при температуре матрицы 80... 100 °С. Это связано с процессами денатурации белка в поверхностном слое изделий и с фиксированием клейковинного каркаса. Некоторое увеличение потери сухих веществ при дальнейшем повышении температуры матрицы можно объяснить более глубоким прогревом теста во входной части формующего канала матрицы, где еще не сформирован окончательный вид тестовой заготовки, и в тесте происходит смещение слоев.
При формовании изделий через матрицу без тефлоновых вставок характер изменения потери сухих веществ при варке связан главным образом с изменением степени шероховатости поверхности макарон. Так, при температуре 110... 120 °С, когда поверхность изделий гладкая, потери сухих веществ минимальные и ниже, чем у изделий, отформованных при традиционном низкотемпературном режиме. С повышением температуры матрицы в пределах 50...80 °С увеличивается степень шероховатости изделий (см. табл. 6), соответственно увеличиваются и потери сухих веществ. Однако для всех видов муки это увеличение потери сухих веществ не превышает 5 % исходного значения (при температуре матрицы 40 °С).
Результаты анализов варочной жидкости, оставшейся после варки вермишели, изготовленной из крупки твердой пшеницы и хлебопекарной муки высшего сорта при традиционном режиме (ТР: температура замеса около 40 °С, температура формования 45...50 °С), при высокотемпературном режиме замеса (ВТРЗ: температура замеса 60...65 °С, температура формования 65...70 °С) и при высокотемпературном режиме формования (ВТРФ: температура замеса около 40 °С, температура матрицы ПО... 120 °С), приведены в табл. 7.
Таблица 7