6.1.10.2. Условия подготовки гелькоута.
При изготовлении изделий из композитных материалов, технические условия на гелькоут NORPOL, с целью обеспечения выпуска продукции отличного качества и с требуемыми механическими характеристиками, и имеющими безупречный внешний вид рекомендует руководствоваться следующими условиями:
Перед использованием размешайте содержимое емкости
Во избежание несовпадения цветов, продукты с разными артикулами следует смешать до начала использования
Перед использованием убедитесь в том, что температура гелькоута 18÷23°С.
Гелькоуты предназначены для двух способов применения: распыление (с пометкой S) и для нанесения кистью (с пометкой Н). Перед употреблением необходимо убедитьсь в том, что используется требуемый тип гелькоута.
Условия выявления и устранения отклонений от ТУ при нанесении гелькоута
Даже при условии, что температура на производственном участке идеальная, содержание пероксида в гелькоуте измерено правильно и оборудование для распыления тщательно проверено, и оператор - опытный техник или рабочий, наносимый гелькоут кистью, проблемы все же могут возникать и при идеальных условиях. Проблема может быть вызвана непреднамеренной оплошностью, неожиданными изменениями или случайностью.
Для предотвращения возникновения наиболее распространенных проблем, которые периодически возникают, в данной инструкции составлен тест по ключевым вопросам, чтобы обеспечить основу для определения причины возникающих проблем качества.
Ряд нижеприведенных изображений показывает, как выглядят наиболее распространенные дефекты и при изображениях описаны причины, вызывающие различные дефекты, что и покажет исполнителю пути решения проблем.
Вопросы теста для определения причин дефектов, возникающих при применении гелькоута:
Как выглядит дефект;
Когда он впервые появился;
Присутствует ли дефект по всей поверхности или он локализован в определенном месте;
Прослеживается ли этот дефект в форме, в которую продукт заливался;
В какое время суток гелькоут использовался и кем (смена, оператор);
При каких условиях использовался гелькоут. (Температура помещения, материалов), влажность, пыль/загрязненность воздуха и т.п.;
Проявляется ли дефект только на продукте, извлеченном из формы. (Заметна ли эта проблема на гелькоуте в форме, до начала ламинирования);
Произошли ли какие-нибудь изменения в процессе работы? (Температура, дополнительное засвечивание, качество гелькоута, качество/количество пероксида, используемое оборудование, метод использования);
Проявился ли дефект на всех произведенных продуктах или только на одно
Существует ли общая точка зрения относительно характера дефекта;
Все ли поступившие материалы были проверены? (Состояние формы, воск/антиадгезив, качество гелькоута и пероксида, другое усиление, грунтовка).
Рыбьи глаза
|
|
Образование неровной поверхности
|
|
Плохая адгезия
|
|

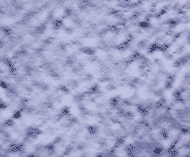
Образование «Крокодиловой кожи» / морщинистой поверхности
|
|

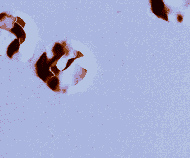
Пузырьки образующиеся на солнце / при воздействии тепла
|
|
Пигменто / цвето - отделение
|
|

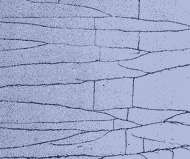
Растрескивание
|
|
Выцветание или обесцвечивание
|
|

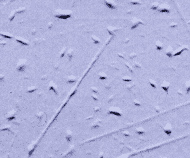
Волокнистый рисунок
|
|

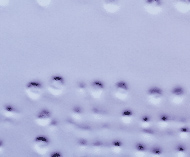
Пористость
|
|

Самопроизвольный отрыв от матрицы
|
|

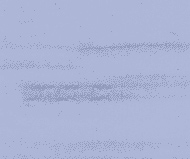
Наплыв
|
|

Выцветание
|
|

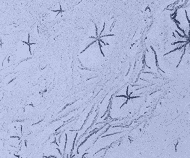
Копир-эффект
|
|
Пыль в форме
|
|
Пожелтение при попадании солнца
|
|

Матовая поверхность
|
|

Пузырьки встречаются на судах, емкостях и цистернах после попадания воды
|
|