

6.1.5. Органические волокна.
Волокна на основе ароматических полиамидов (арамидов). Используются для получения высокопрочных и высокомодульных композитов с полимерной матрицей органопластиков Высокомодульные и высокопрочные арамидные волокна обладают уникальным комплексом свойств: высокими прочностью при растяжении и модулем упругости, термостабильностью, позволяющей эксплуатировать их в широком температурном интервале, хорошими усталостными и диэлектрическими свойствами, незначительной ползучестью. Благодаря низкой плотности арамидные волокна по удельной прочности превосходят все известные в настоящее время армирующие волокна и металлические сплавы, уступая по удельному модулю упругости углеродным и борным волокнам. Прочность арамидных волокон после ткачества составляет 90% исходной прочности нитей, что дает возможность применять их в качестве тканых армирующих материалов.
6.1.6. Углеродные волокна.
Обладают комплексом ценных, а по ряду показателей уникальных, механических и физико-химических свойств. Углеродным волокнам присущи высокая теплостойкость, низкие коэффициенты трения и термического расширения, высокая стойкость к атмосферным воздействиям и химическим реагентам, различные электрофизические свойства (от полупроводников до проводников). Они могут иметь сильноразвитую поверхность (1000...2000 м /г). Углеродные волокна имеют высокие значения удельных механических характеристик. Углеродные волокна делятся на карбонизованные (температура термообработки 1173...2273°К, содержание углерода 80...90%) и графитизированные (температура термообработки до 3273°К, содержание углерода выше 99 %).
Существует два основных типа исходных материалов для углеродных волокон: химические волокна и из нефтяных каменноугольных (углеродных) пеков. Процесс получения углеродных волокон включает текстильную подготовку материала, окисление, высокотемпературную обработку (карбонизацию и графитизацию). В процессе высокотемпературной обработки осуществляется переход от органического к углеродному волокну. Обработка проводится в вакууме или в инертной среде- азоте, гелии, аргоне. Волокна из нефтяных каменноугольных пеков формируют, пропуская расплав пеков при температуре 370...620° К через фильеры диаметром 0,3 мм. Затем сформированное волокно вытягивается до степени вытяжки 100000...500000%. При этом достигается высокая ориентация макромолекул волокна. Карбонизация и графитизация пековых волокон производятся аналогично. Структура углеродного волокна показана на рис.4.
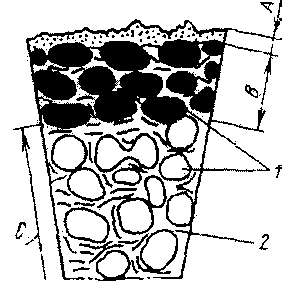
Рис.4. Структура углеродного волокна: А- поверхностный слой; В- высокоориентированная зона; С- низкоориентированная зона; 1- микрофибриллы; 2- аморфный углерод.
Углеродные волокна, применяемые для армирования конструкционных материалов, условно делятся на две группы: высокомодульные и высокопрочные. Получены также волокна, в которых сочетаются высокая прочность и высокий модуль упругости.
Композиционные материалы на основе углеродных тканей наряду с широким применением их в авиационной технике также эффективно используются в конструкциях космических летательных аппаратов. Это обусловлено тем, что они обладают сравнительно низкой плотностью и значительно лучшими прочностными характеристиками по сравнению с изделиями из стеклопластика.
Благодаря высокой удельной прочности и удельной жесткости композиционные материалы, армированные углеродными волокнами и тканями, широко применяются в качестве одного из основных конструкционных материалов в производстве беспилотных летательных аппаратов. Высокие механические характеристики углеродных волокон позволяют получать высококачественные материалы - углепластики.
Масса ЛА без полезной нагрузки примерно в два раза меньше массы снаряженного самолета, в том числе около 30% приходится на различные конструкции планера. Снижение веса этих конструкций благодаря использованию современных материалов позволяет уменьшить габариты двигателя, размеры оперения и т. д. и приводит к снижению расхода горючего. При проектировании ЛА с применением углепластиков необходимо учитывать, что снижение массы конструкционных материалов всего на 1 кг приводит к снижению общей массы ЛА на 3-7 кг (с двигателем внутреннего сгорания как силовой установкой). Использование композиционных материалов из углепластиков в производстве ЛА позволяет также снизить их общую стоимость и гибко варьировать условия проектирования. При проектировании летательных аппаратов необходимо применять их характеристики, приведенные в ТУ 1916-155-05763346-95.
Характеристики одной из наиболее применяемой в авиастроении углеткани УТ-900 (марка Б) приведены в таблице 2.
Таблица 2
Наименование показателей |
Требования ТУ марка А |
Требования ТУ марка Б |
Результат испытаний |
Ширина, мм |
900 ± 7 |
900 ±7 |
900 |
Поверхностная плотность, г/м |
240 ± 30
|
240 ±30 |
244,9 |
Плотность на 10 см |
|
|
|
на основе |
60 ±2 |
60 ±2 |
60 |
на утку |
60 ±2 |
60 ±2 |
59 |
Фактическая- влажность %, не более |
1 |
1 |
0,6 |
Предел прочности при растяжении. ГПа (кг. с/мм) не менее К вар 10 %на основе на утку |
0.59(60) 0.59(60) |
0.54(55) 0.54(55) |
0,55(56,1) 0,57(57,7) |
Предел прочности при сжатии. ГПа (кг. с/мм2), не менее ни К вар. 10 % на основе по утку |
0.59(60) 0.59(60) |
0.54 (55) 0.54(55) |
0,74(75,1) 0,60(61,0) |
Толщина монослоя углепластика, мм |
0.23 ± 0,02 |
0.23 ± 0,02 |
— |
Данная углеткань наиболее технологична при изготовлении небольших изделий ручным ламинировании с последующей вакуумной формовкой.
Использование углепластиков благодаря их деформационно-прочностным свойствам дает возможность создавать материалы с заданным распределением жесткости и прочности. В настоящее время в мировой практике ведется разработка ЛА нового поколения: вертикального взлета, типа "летающее крыло", с соосными винтами, с крыльями большого удлинения и других типов. Создание таких самолетов с использованием известных металлических материалов весьма затруднительно, альтернативой может служить применение композитных материалов, особенно углепластиков. Преимущество применения композитных материалов в авиастроении состоит также в возможности одностадийного формования крупных элементов конструкций летательных аппаратов. При этом уменьшается количество деталей и сокращаются затраты на сборку, что ведет к снижению стоимости самолетов.