

5.6.3.1. Припои и методы пайки.
Материалы применяемые для пайки называются припоями и делятся на две группы: низкотемпературные (мягкие) и высокотемпературные (твердые). Соответственно температуры их плавления ниже 500 0 С или выше 500 0 С. Изготовляются в виде прутков ,проволоки, листов, полос , колец , дисков и т.д.
Низкотемпературные припои изготовлены из сплавов на основе олова, свинца, висмута, цинка, кадмия ( ПОС – 40, ПОС – 61)
Высокотемпературные припои изготовляют в зависимости от марки соединяемых материалов
(медно – цинковые, медно –0 никелевые, припои на основе алюминия, магния с добавками других металлов, меди , олова, кремния, марганца, серебра и т.д.( ПСр – 25, ПМЦ – 54, ПМЦФ).
По особенностям процесса и технологии пайка может быть разделена на:
- капиллярную;
- диффузионную;
- контактно – реактивную;
- пайку – сварку.
Капилярная пайка. – является наиболее распространенным методом пайку
Припой после расплавления заполняет зазор между соединяемыми деталями и удерживает от вытекания за счет капилярных сил.
В зависимости от конфигурации соединяемых деталей применяемый припой может иметь форму прутка или пластины, быть легкоплавким или тугоплавким. Детали перед пайкой, как и для других методов, требуют специальной подготовки. В соединении должны быть выдержаны равномерные зазоры 0,005 – 0,2 мм ,в зависимости материала соединяемых деталей.
Увеличение зазоров требует большее количество припоя, что увеличивает себестоимость изделия и снижает прочность соединения. Соединяемые поверхности должны иметь чистоту соответствующую 5 – 6 кл., обезжирены, т.е. с поверхности должны быть удалены грязь, масла, остатки щелочи или кислот после травления.
Диффузионная пайка.
Применяется достаточно редко. Соединение образуется за счёт взаимной диффузии компонентов припоя и паяемых материалов. Для диффузионной пайки требуется продолжительная выдержка в течении 15 – 60 мин. Припой может применяться в виде шайб, гальванических покрытий. Соединяемые детали необходимо плотно прижать друг к другу.
Ультрозвуковая пайка
Применяется при пайке металлов алюминиевой и магниевой группы металлов. В последнее время все шире применяется ультразвуковая пайка. Расходы, связанные с использованием ультразвуковых генераторов, окупаются за счет повышения производительности процесса, упрощения подготовки деталей к пайке и высокого ее качества. При этом используются электропаяльники, получающие высокочастотные ультразвуковые колебания от магнитострикционного вибратора. В результате припой (легкоплавкий) расплавляется, и в нем возникает явление кавитации, приводящее к разрушению окисных пленок.
Пайка - сварка.
Применяется достаточно часто, паянное соединение образуется за счёт расплавления тугоплавких припоев газовыми или плазменными горелками. Основной материал соединяемых деталей не плавится.
5.6.3.2. Основные способы пайки.
Способы пайки зависят от источников нагрева, габаритов и материала деталей.
Наибольшее распространение нашли следующие способы пайки: пайка в печах, индукционная пайка, газопламенная пайка, пайка паяльником, пайка бегущей волной .
Для обеспечении технологичности конструкции паянных соединений важнейшую роль играет правильный выбор типа соединения , способа и метода пайки.
Самыми распространёнными видами соединений являются стыковое и внахлёст, соприкасающееся, в тавр и угол. Соединения в стык Рис. 5.66. применяются достаточно редко, так как они чувствительны к вибрационным и ударным нагрузкам, плохо воспринимают изгибающие и крутящие моменты.
Для увеличения прочности соединения используется пайка со скосом кромок, которая также относится к стыковой пайке но имеет большую площадь соединения.
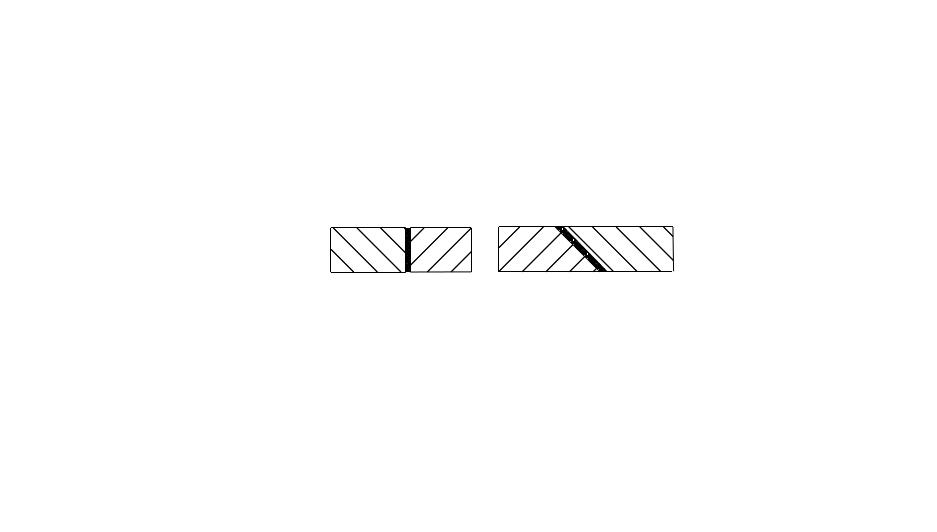
Рис. 5.56.
Соединение в нахлёст является наиболее распространенным, применяется не только для соединения листовых материалов , но и при пайке трубчатых соединений Рис.5.57.
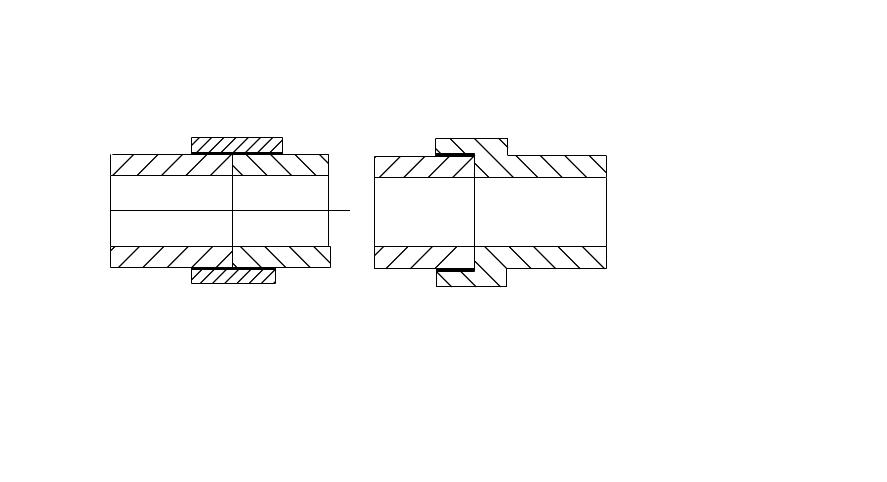
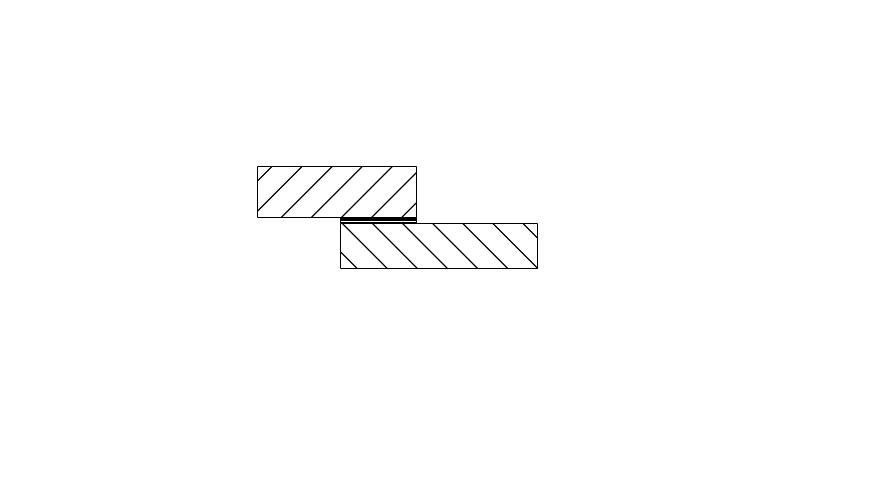
Рис. 5.57.
На рис 5.58. приведены некоторые варианты соединения пайкой соприкасающихся деталей и в тавр, а на Рис 5.59. соединение в угол.
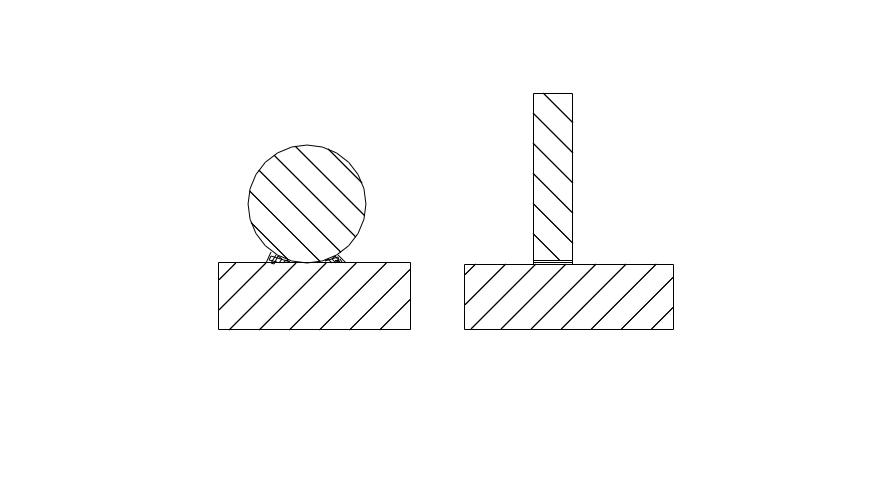
 Рис. 5.58. Рис.5.59.
Рис. 5.58. Рис.5.59.
Соединение в угол и тавр применяются при пайке пересекающихся деталей. Прочность таких соединений в значительной степени зависит от пластичности паяного шва, модуля упругости паяемого метала и формы поверхности шва.
Пайка находит применение при изготовлении сотовых конструкций., это конструкции имеющие малую массу и большую жёсткость. Сотовая конструкция состоит из 2-х обшивок и сотового заполнителя, изготовленного из медной, алюминиевой фольги и соединённые между собой серебряным припоем
.
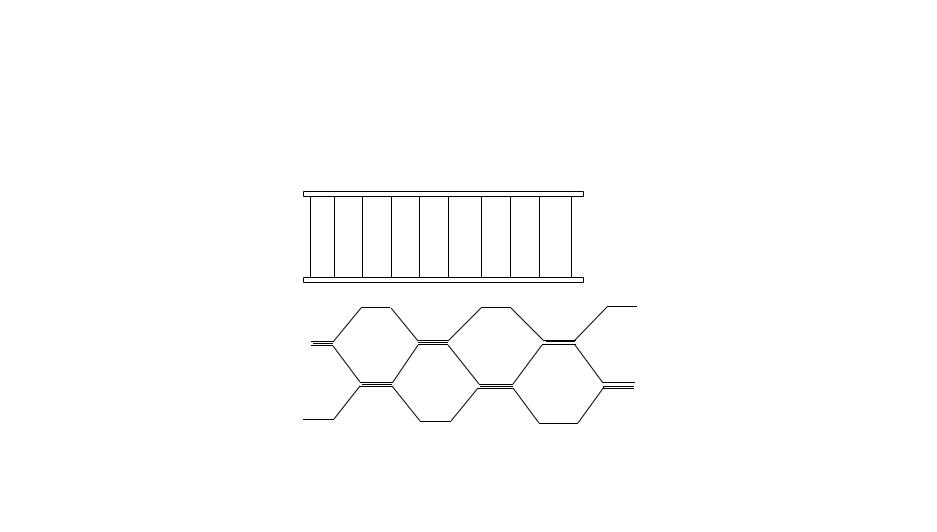
Рис.5.60.
При пайке деталей необходимо соблюдать определённую величину зазоров между ними для лучшего проникания и смачивания соединяемых поверхностей см.. таблицу 1.
Таблица 1
№ |
Основной металл |
Припой |
Зазоры |
1 |
Углеродистая сталь, нержавейка |
Медь, серебро,латунь |
0,02 …0,15 ,005 … 0,3 |
2 |
Медь и медные сплавы |
Серебро, медно цинковый |
00,03 …0,15 0,1 … 0,3 |
3 |
Титан |
Серебро, серебренно марганцевистые |
0,05 …0,1 |
4 |
Алюминий и его сплавы |
На основе алюминия |
0,1 …0,3 |