

5.6.2.3. Технологические рекомендации к сварным конструкциям.
Для получения высококачественного сварного соединения, при конструировании необходимо учитывать технологические особенности применяемого метода сварки. Общими, для различных методов сварки плавлением, являются следующие рекомендации.
1.Материалы должны иметь хорошую свариваемость для применяемого метода сварки.
2.Швы необходимо располагать симметрично, для снижения деформаций детали, избегать их перекрещивания. Рис 5.63.
3.Избегать сварных швов вблизи элементов жёсткости, либо делать плавные переходы для снижения концентрации напряжений. Рис. 5.64.
4.Разнотолщинность соединяемых деталей должна быть не более 30%.
5.При стыковой сварке без скоса кромок, смещение соединяемых деталей допускается не более 10% от их толщины, так как снижается прочность шва.
6.Производить термообработку после сварки.


Рис.5.63. Рис 5.64.
7.Применять способы сварки, обеспечивающие минимальные разогрев заготовок и зону пластических деформаций около сварного шва.
5.6.2.4. Дефекты в сварных швах и способы их контроля.
Дефекты в сварных швах приводят к снижению их прочности и преждевременному разрушению при действии знакопеременных нагрузок.
Дефекты бывают двух типов: внешние и внутренние.
К внешним дефектам относятся: наплывы, подрезы, наружные непровары и несплавления, поверхностные трещины и поры.
К внутренним дефектам относятся: скрытые трещины и поры, внутренние непровары и несплавления , шлаковые включения Рис.5.65.
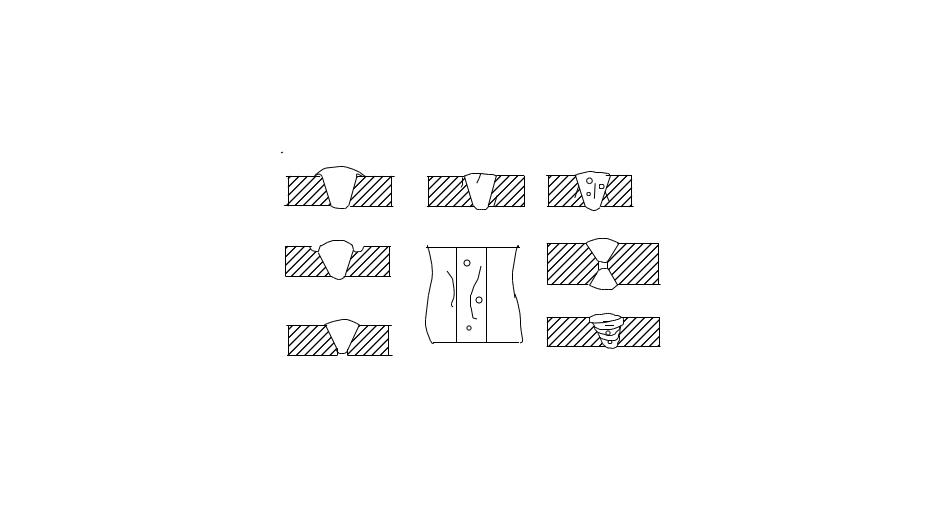
Рис.5.65.
Качество сварных соединений обеспечивается как правильно сконструированным соединением и выбранными режимами сварки, так и контролем соединений.
Контроль бывает двух видов: разрушающий и неразрушающий.
К разрушающему контролю относятся: контроль механических характеристик сварного шва и металлографический анализ. Применяется при изготовлении ответственных конструкций. Вместе со свариваемым изделием сваривают контрольные образцы из материала той же партии, либо вырезают контрольные образцы в зоне сварного шва из одного готового изделия от партии.
Образцы
испытывают на растяжение и изгиб.
Определяются пределы текучести
![]() и прочность
и прочность
![]() ,
относительное удлинение
и сужение
,
относительное удлинение
и сужение![]() и т.д. Проводится анализ макро и микрошлифов
на наличие неметаллических включений
в металле шва, размера зёрен, микроскопических
трещин и пор, твердости.
и т.д. Проводится анализ макро и микрошлифов
на наличие неметаллических включений
в металле шва, размера зёрен, микроскопических
трещин и пор, твердости.
К неразрушающим методам контроля относятся:
- внешний осмотр, для выявления поверхностных дефектов;
- магнитный контроль (до 6мм);
- рентгеновский контроль( 10…200мм для стали и до 300 мм для алюминия);
- ультро звуковой контроль (1…200мм);
- испытания на герметичность.
5.6.3. Пайка и технологичность паянных соединений.
Пайка - процесс создания неразъемных соединений деталей с использованием специальных припоев.
При пайке металла соединяемые элементы не доводятся до плавления, а соединяются за счет диффузии в них и посредством введения между ними расплавленного припоя, температура плавления которого ниже, чем для соединяемых металлов. Чем ближе температура плавления припоя к температуре плавления основного металла, тем прочнее соединение.
Пайка имеет значительные преимущества перед сваркой:
- она производится при более низкой температуре и не связана с опасностью пережога материала;
- не требует громоздкого и дорогого оборудования и доступна менее квалифицированным рабочим, чем сварка;
- -позволяют соединять разнородные материалы ( припой является барьерным материалом который не коррозирует с основным материалом).
- деформация и коробление при пайке меньше чем при сварке (основной материал не плавится следовательно и усадка меньше).
- прочность соединения на разрыв можно обеспечить такой же как и прочность основного материала, за счет перекрытия.
- соединение обладает большой усталостной прочностью, за счет большой пластичности припоя и образования галтелей, снижающих концентраторы напряжений.
- паяные соединения более экономичные и легко поддаются автоматизации.
- допускается большая разнотолщинность соединяемых материалов.
Пайка применяется при изготовлении металлических баков, радиаторов (масляных и ВВР), камер сгорания и др.
На практике применяется пайка легкоплавкими (t = 500°С) и тугоплавкими (t до 2000°С) припоями. Легкоплавкие припои применяются для пайки алюминиевых сплавов, а тугоплавкие - жаропрочных сплавов.
Плавление твердых припоев осуществляется ацетилено-кисдородными или бензовоздушными горелками.
Качественное соединение при пайке может быть получено лишь при условии тщательной очистки соединяемых поверхностей от лакокрасочных покрытий, загрязнений и окисных пленок. Для удаления окисных пленок и подготовки поверхности к смачиванию ее припоем применяются флюсы, защитные или восстановительные газовые среды или пайка в вакууме.
После пайки каждый узел проходит контроль осмотром, гидро- и пневмоиспытаниями, проникающими излучениями или другими методами.