5.4.4.Шпоночные соединения.
Шпоночные соединения применяются для передачи крутящего момента и координации детали на плоскости в определённом положении. Шпонки используют в малонагруженных соединениях. Недостатком шпоночных соединений является малая несущая способность, ослабление валов шпоночными пазами, концентрация напряжений из-за неблагоприятной формы шпоночных пазов, низкая технологичность. Особенно резко шпонки ослабляют полые валы, у которых отношение диаметра отверстия к диаметру вала
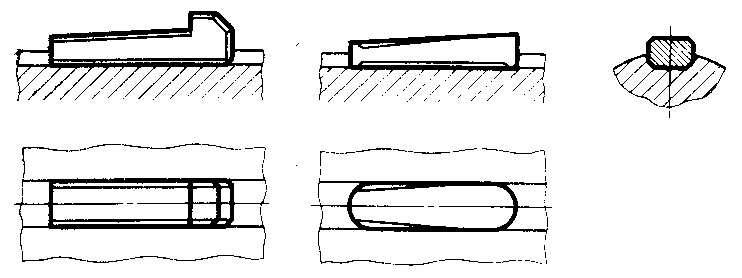
d/D0,5.По своей конструкции шпонки бывают: призматические (а),сегментные(б) , клиновые(в) Рис.5.31.
а б
в
Рис.5.31.
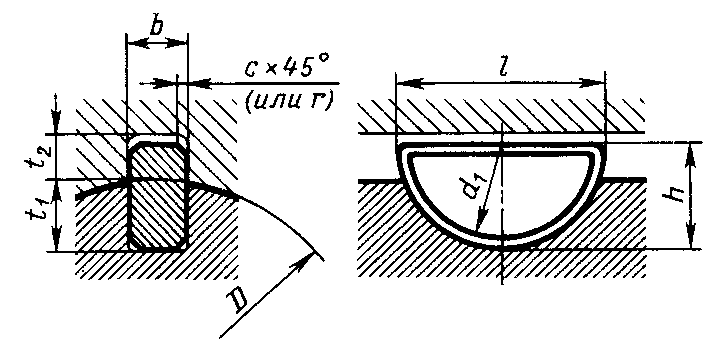
При сборке шпонка устанавливается в паз вала, ступицы или на плоскости с определённой посадкой.Рис.5.32. Наиболее часто применяются призматические и сегментные шпонки.
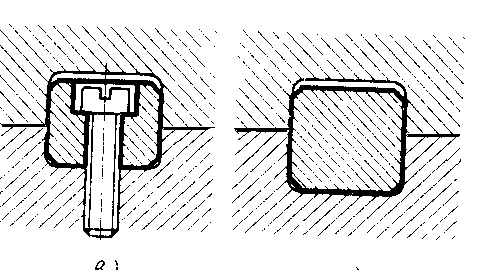
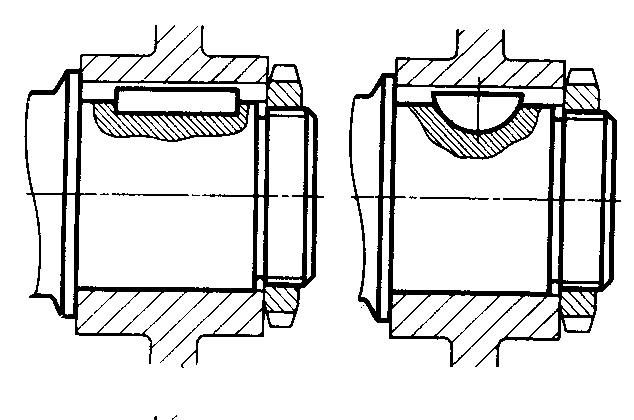
Рис.5.32.
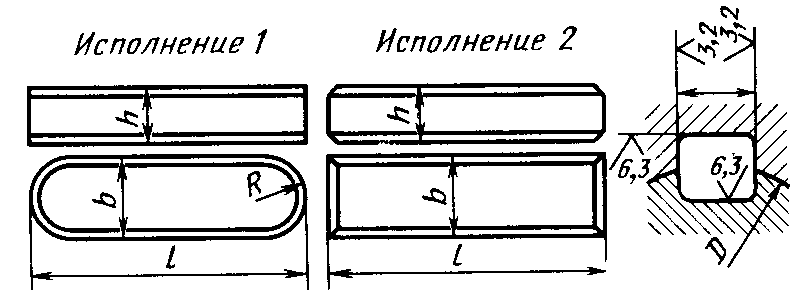
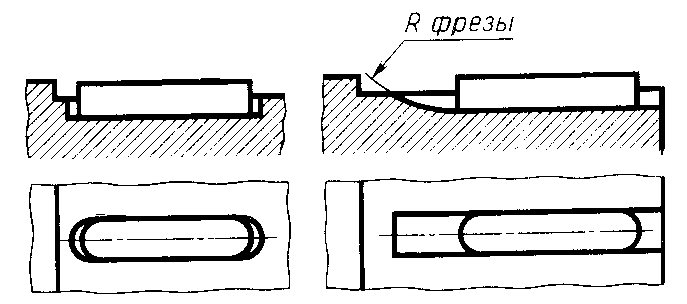
Шпонки входят в паз так, что между её верхней плоскостью и дном паза ступицы оставляют зазор s Рис. 5.33.
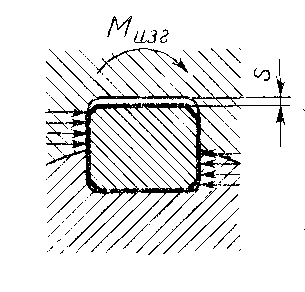
а б
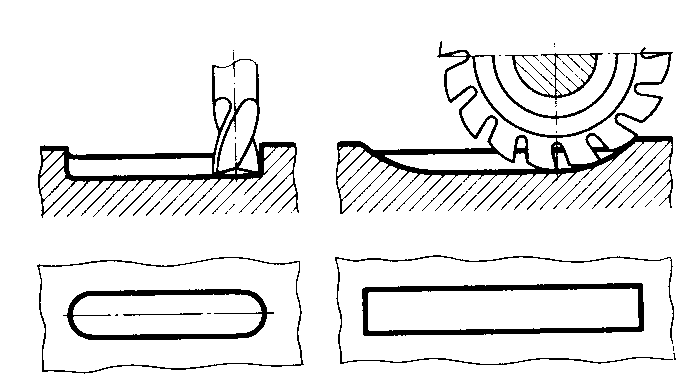
Рис.5.33. Рис.5.34. . Рис.5.35.
Шпоночные пазы на валу или плоскости обрабатывают фрезерованием пальцевой или дисковой фрезой Рис. 5.34. ,а в ступице колеса долблением или протягиванием.
Пазы на валу бывают закрытого (а) и открытого (б) типа Рис.5.35. Паз открытого типа выходит до торца вала.
В зависимости от назначения, условий работы тип посадок и точность изготовления шпоночных пазов и шпонок определяется по справочной литературе.
5.4.5. Шлицевые соединения.
Шлицевые соединения применяются для передачи больших крутящих моментов и имеют преимущества перед шпоночными. В установках ЛА наиболее часто применяются щлицевые соединения с прямобочными и эвольвентными шлицами.Рис.5.36.
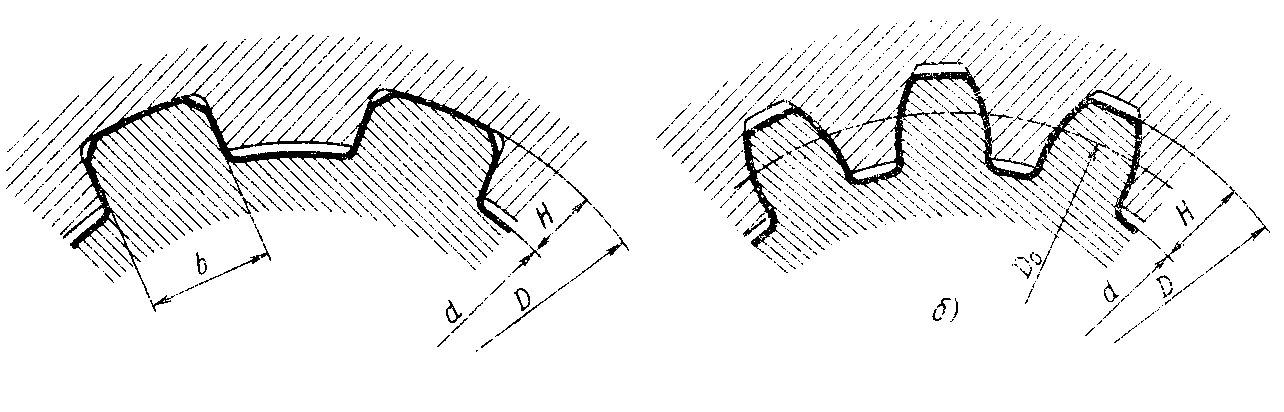
Рис.5.36.
Современные методы обработки внутренних щлицев (протягиввание; шлифование центрирующих поверхностей) и наружных шлицев (фрезерование червячными фрезами и срогание долбяками методом обкатки; наружное протягивание; шлифование центрирующих поверхностей и рабочих граней шлицев) обеспечивает высокую точность и взаимозаменяемость шлицевых соединений.
Прямобочные шлицы наиболее часто центрируют по внешнему диаметру вала, такая центровка является наиболее технологична Рис.5.37, эвольвентные шлицы центрируются по боковой поверхности.

Рис.5.37.
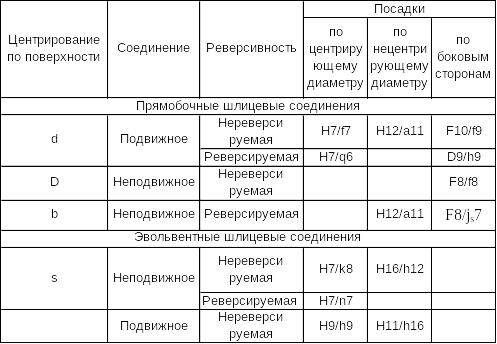
В таблице 1. приведены рекомендуемые поля допусков и посадок для шлицевых соединений.
Таблица 1.