

5.2.3. Построение схем сборки.
Сборка представляет собой совокупность операций по установке деталей в сборочное положение и соединение их в узлы, агрегаты и изделие в целом, способами указанными в чертеже. Техпроцесс сборки зависит от конструкции, жёсткости и габаритов деталей.
При сборке жестких деталей основным и единственным требованием является выполнение сборочных операций в определённой последовательности. При сборке узла выделяется базовая деталь, к которой присоединяют остальные детали.


Рис. 5.19. Рис.5.20.
На рис.5.19. приведена конструкция ролика сборного. Базовой деталью в этом узле является ось 2, с которой и начинается процесс сборки в следующей последовательности:
- напрессовать подшипник 1 на ось 2;
- установить распорную втулку 5 на ось 2;
- вставить сальник 4 в канавку ролика 3;
- установить натяжной ролик 3 с сальником 4 на ось 2;
- установить на хвостовик оси 2 шайбу 8 и навернуть гайку 10;
- установить крышку 6 и закрепить болтами 7.
При качественном изготовлении сборка ролика не требует подгонки и доработки деталей
На основании разработанной последовательности сборочных операций составляется схема сборки Рис.5.20, которая является одним из основных технологических документов для технолога. В схеме сборки приняты следующие обозначения

В обозначении сборочной единицы или детали над чертой указывается позиция, соответствующая сборочной единице или детали на чертеже, а под чертой присвоенный им чертёжный номер. В обозначении ГОСТовских деталей над чертой указывается наименование нормали (винт, болт, гайка и т.п.), а под чертой ГОСТ данной нормали. В процессе сборки составной детали, узла или изделия могут применяться различные материал ,обеспечивающие соединение отдельных элементов, уплотнение между ними или наличие смазки (клеи, герметики, при сварке электроды и пр.). В обозначении материала указывается его название и ГОСТ.
Если в процессе сборки применяется приспособление, то над чертой указывается его наименование, а под чертой его номер.
Процесс сборки осуществляется в определённой последовательности, обеспечивающей собираемость узла или изделия с требуемым качеством. Последовательность сборки обозначается прямоугольником с указанием номера операции.
Построение структурной схемы сборки начинается с выбора базовой детали, от которой идёт основная линия сборки, оканчивающаяся готовым изделием или узлом. К основной линии сборки подсоединяются детали или сборочные единицы в требуемой последовательности. Каждая такая операция представляет узел на линии сборки и соответствующую позицию от 1 и до n.
На рис.5.21. . приведена конструкция заднего обтекателя блока, а на рис.5.22. его структурная схема сборки.
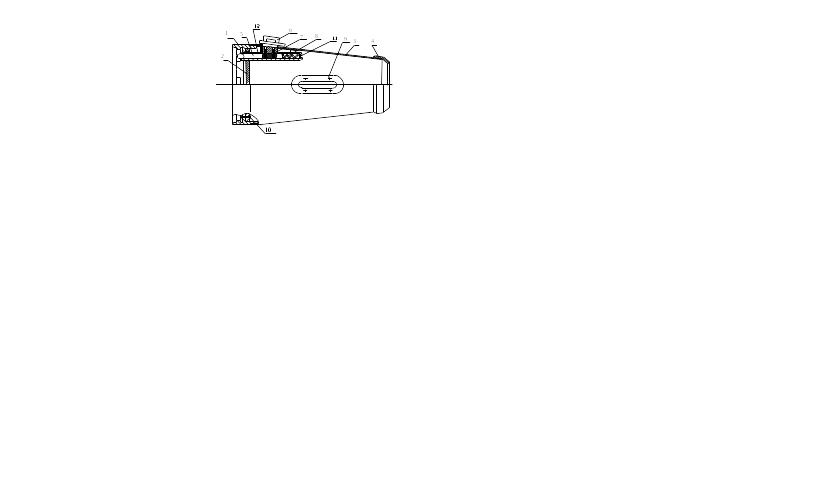
Рис.5.21.

Рис.5.22.