

5.3. Изменение структуры стали при быстром охлаждении.
Равновесные структуры стали получаются при медленном охлаждении жидкого раствора.
При увеличении скорости охлаждения образуются продукты распада аустенита, по природе и свойствам отличные от продуктов, возникающих при медленном охлаждении. Образующиеся при этом структуры получили наименование: мартенсит, тростит, сорбит.
Мартенсит получают при охлаждении стали со скоростью свыше 180° С в 1 сек (рис. 5.3). Мартенсит является перенасыщенным твердым раствором углерода в
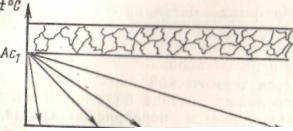
10 40-50 60-80 180 vохл. град/сек
Перлит Copбum Тростит Мартенсит
Рис. 5.3. Влияние скорости охлаждения на структуру стали
α-железе. При больших скоростях охлаждения аустенита кристаллическая решетка γ-железа перестраивается в кристаллическую решетку α-железа, однако углерод не успевает ее покинуть. Углерод существенно искажает решетку, так как α-железо практически его не растворяет. Поэтому мартенсит обладает повышенной прочностью, твердостью и хрупкостью. Он неустойчив и способен к распаду при повышенных температурах.
Тростит — структура, получаемая при охлаждении стали со скоростью 60—80° С в 1 сек; является смесью феррита и цементита высокой размельченности. Тростит обладает меньшей твердостью и большей вязкостью, чем мартенсит.
Сорбит — структура, получаемая при охлаждении стали ко скоростью 40—50° С в 1 сек; является мелкодисперсной смесью феррита и цементита. По своему равновесному состоянию сорбит близок к перлиту, его твердость на 100 НВ выше перлита, но он более вязок и упруг.

 Указанные
выше свойства сплавов FeC
используются для получения сталей с
различными свойствами, что достигается
легированием сталей и различными
режимами термической обработки. В
зависимости от поучаемых структур
различают стали аустенитного,
мартенситного, мартенситно-ферритного
классов.
Указанные
выше свойства сплавов FeC
используются для получения сталей с
различными свойствами, что достигается
легированием сталей и различными
режимами термической обработки. В
зависимости от поучаемых структур
различают стали аустенитного,
мартенситного, мартенситно-ферритного
классов.
5.3. Термическая обработка сталей.
 Термическая
обработка металлов — совокупность
операций нагрева, выдержки и охлаждения,
в результате которых меняется внутреннее
строение и, следовательно, свойства
металлов и их сплавов.
Термическая
обработка металлов — совокупность
операций нагрева, выдержки и охлаждения,
в результате которых меняется внутреннее
строение и, следовательно, свойства
металлов и их сплавов.
В основе процесса термической обработки большинства металлов и сплавов лежит явление полиморфизма. Следствием полиморфизма является перекристаллизация, представляющая собой изменение кристаллического строений металлов или металлических сплавов, происходящее мри нагревании или при охлаждении до определенной температуры— критической точки. Перекристаллизация связана с появлением новых кристаллических зерен и определяет смысл таких процессов термической обработки, как отжиг и нормализация.
5.3.1. . Отжиг стали.
Отжиг стали — термическая обработка, применяемая для смягчения стали, облегчения механической обработки или пластической деформации, подготовки к последующей термической обработке, а также для получения заданных механических свойств.
Отжиг подразделяется на полный (или высокий) неполный, низкий, полный изотермический, неполный изотермический.
Диффузионный отжиг (гомогенизация) состоит из нагрева до температуры, значительно (на 300 ... 400 °С) превышающей точку S длительной выдержки (10 ... 20 ч) и медленного охлаждения. Применяется главным образом для отливок с целью устранения дендритной ликвации.
Высокий отжиг выполняется нагревом до температуры на 30 ... 50° выше точки S , выдержкой при этой температуре и последующим медленным охлаждением с заданной скоростью. Обеспечивает перекристаллизацию и получение равновесных (устойчивых) структур. Применяется с целью исправления крупнозернистой структуры, образовавшейся в результате диффузионного отжига, литья, сварки или горячего деформирования, а также для повышения пластичности, улучшения обрабатываемости резанием и снятия внутренних напряжений.
Полный отжиг стали состоит из нагрева на 30—50°С выше линии GSE (рис. 5.2), выдержки при этой температуре с последующим медленным охлаждением вместе с печью.
Неполный отжиг стали заключается в нагревании до температуры, на 30—50° превышающей PSK, с последующим медленным охлаждением.
 Низкий
отжиг
стали заключается и нагревании до
температуры, несколько ниже линии
PSK,
более
или менее значительной выдержке при
этой температуре и охлаждении на воздухе.
Низкий
отжиг
стали заключается и нагревании до
температуры, несколько ниже линии
PSK,
более
или менее значительной выдержке при
этой температуре и охлаждении на воздухе.
Изотермический отжиг стали отличается от полного и неполного отжига тем, что детали во время охлаждения после предварительного нагрева выше линии GSE или PSK, выдерживают при температуре примерно на 100° ниже линии PSK с последующим охлаждением на воздухе. Изотермический отжиг сокращает время на термическую обработку.
Следует иметь в виду, что полная перекристаллизация, необходимая для исправления перегретой структуры стали, происходит только при полном изотермическом отжиге.