

5.2. Диаграмма состояния сплавов железа с углеродом.
Железо в отличие от других металлов образует не одну, а две кристаллические решетки: при температуре ниже 911° С устойчивой кристаллической формой железа будет решетка объемно-центрированного куба, в интервале температур 911—1392° С — гранецентрированная кубическая решетка, выше температуры 1392° С — вновь появляется объемно-центрированная кубическая решетка, которая сохраняется до температуры плавления (1536° С). Модификациям железа, имеющим объемно-центрированную кубическую решетку при 911 С и свыше 1392° С, соответственно даны обозначения α и δ, имеющим гранецентрированную кубическую решетку — γ.
Температурные точки перехода одной модификации в другую называют критическими точками.
В основном в технике применяется сплав железа с углеродом, чистое железо получить трудно и применяется оно редко.
В зависимости от содержания углерода сплавы железа с углеродом получили следующие наименования:
— техническое железо — сплав, содержащий от 0,04 до 0,2% углерода;
—сталь — сплав, содержащий от 0,2 до 2% углерода;
— чугун — сплав, содержащий от 2,0 до 6,67% угле рода.
В жидком состоянии железо полностью растворяет род в количестве до 6,7%. В твердом состоянии раствори мость углерода в железе зависит от кристаллического строения его модификаций и составляет:
в α-Fe (альфа-железе) —до 0,03% углерода;
в γ -Fe (гамма-железе) —до 2% углерода;
—в δ –Fe (дельта-железе) — до 0,1% углерода.
Твердые растворы углерода и других легирующих элементов в различных модификациях железа получили наименование:
— в α -железе и δ -железе — феррит (α-феррит и β феррит);
—в γ-железе—аустенит.
Так как содержание углерода в промышленных сортах стали превышает его растворимость в α-железе, то избыточные атомы углерода, не входящие в феррит, oбразуют с атомами железа химическое соединение карбид железа Fe 3C, называемое цементит.
Таким образом, при нормальных температурных условиях структура стали состоят из феррита и цементита которые могут представлять собой отдельные включения или тонкую механическую смесь, называемую перлитом.
На диаграмме сплавов железа с углеродом (рис. 5.2) внесены критические температуры и линии разделения фаз. Как видно из диаграммы, по мере охлаждения сплава железа с углеродом будут наблюдаться следующие фазы:
|
Рис. 5.2. Диаграмма сплавов железа с углеродом |
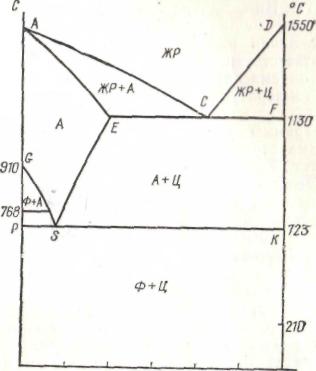
На диаграмме сплавов железа с углеродом (рис. 5.2) нанесены критические температуры и линии разделения фаз. Как видно из диаграммы, по мере охлаждения сплава железа с углеродом будут наблюдаться следующие фазы:
- выше линии ACD находится область устойчивых жидких растворов железа и углерода;
- в области АЕСА — жидкий раствор железа и углерода и цементит;
- в области DCFD — жидкий раствор и цементит;
 -
в области GSEAG
—
аустенит;
-
в области GSEAG
—
аустенит;
- в области SEFKS — аустенит и цементит;
- в области PSGP — феррит и аустенит;
- ниже линии PSK — феррит и цементит.


 Выше
и ниже перечисленных температурных
линий будут находиться названные
устойчивые фазы. На линиях и вблизи них
будет наблюдаться неустойчивое
равновесие фаз соседних областей. Так,
при содержании углерода 2% на линии PSK
будет
наблюдаться неустойчивое равновесие,
состоящее из фаз аустенита, цементита
и феррита.
Выше
и ниже перечисленных температурных
линий будут находиться названные
устойчивые фазы. На линиях и вблизи них
будет наблюдаться неустойчивое
равновесие фаз соседних областей. Так,
при содержании углерода 2% на линии PSK
будет
наблюдаться неустойчивое равновесие,
состоящее из фаз аустенита, цементита
и феррита.
Горизонтальные линии, соответствующие температурам 768 и 210° С, отображают магнитные превращения феррита и цементита. Ниже линии, соответствующей температуре 768° С, феррит обладает ферромагнитными свойствами; выше этой линии он становится парамагнитным. Выше линии, соответствующей температуре 210° С, цементит находится в парамагнитном состоянии: ниже линии, соответствующей температуре 210° С, он становится ферромагнитным.
Из диаграммы видно, что при нормальных условиях равновесными структурами стали являются феррит, цементит и перлит. Так как углерод малорастворим в α -железе структура, состоящая из одного феррита, может наблюдаться только в технически чистом железе.
Структурные составляющие имеют следующие свойства:
феррит — высокопластический материал, имеюипш необходимую прочность и твердость (НВ = 80);
цементит — хрупкий материал, температура плавления 1600° С, обладает высокой твердостью (НВ = 700), большие количества цементитных образований наблюдаются в сталях с высоким содержанием углерода (1,5—2%).
перлит — имеет две формы: зернистый перлит, в котором цементит имеет форму глобулей и пластинчатый перлит, в котором феррит и цементит находятся в форме вытянутых пластинок;
— аустенит — твердый раствор углерода в γ – железе.
Аустенит обладает хорошей сопротивляемостью истиранию и большой вязкостью; он существует в сталях при температурах выше 723° С. Сталь, имеющая аустенитнуй структуру, очень пластична. Это свойство используется в технологическом производстве, где прокатку, штамповку, ковку ведут при температурах, обеспечивающих аустенитную структуру стали.