

4.2.6.2. Технологические требования, предъявляемые к заготовкам обрабатываемым на шлифовальных станках.
При шлифовании ступенчатых валов (рис.6.26, а) необходимо предусматривать центровые отверстия 1, а на пустотелых деталях — установочные фаски 6, облегчающие контроль и обеспечивающие лучшую соосность обрабатываемых участков. Между шейками вала и торцами из-за непрерывного осыпания круга образуется галтель 6. В тех случаях, когда этого нельзя допустить по условиям работы детали, предусматривают технологические канавки 2 для выхода шлифовального круга. Если необходимо оставить галтели, то на чертеже детали указывают максимально
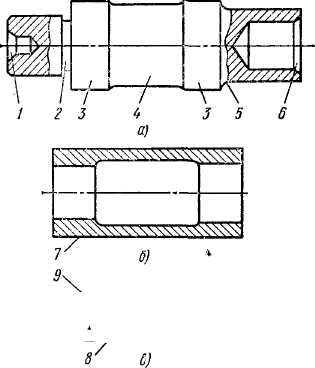
Рис.4.2.26
возможный радиус перехода. Следует избегать конструирования валов с большой разностью диаметров отдельных участков. Точно обработанные, например, цилиндрические поверхности 3 нужно разделять введением проточек 4, поверхности которых можно не шлифовать.
На деталях, обрабатываемых в патроне (рис.4.2.26, б), надо предусматривать такие поверхности 7, которые обеспечивают правильную установку и надежное закрепление деталей при обработке. Наиболее надежно закрепление по цилиндрическим поверхностям. Поверхности точно обрабатываемых отверстий следует разделять введением выточек. Предпочтительнее жесткие детали. Закрепление в патронах тонкостенных (нежестких) деталей может вызвать большие деформации и снизить точность обработки. Шлифование отверстий малых диаметров связано с трудностями и должно назначаться в исключительных случаях.
Плоские поверхности деталей рис.4.2.27, 1 должны быть расположены перпендикулярно или параллельно основанию 2, на котором закрепляют заготовку. Шлифуемые поверхности желательно располагать в одной плоскости.

Рис.4.2.27.
4.2.7. Методика обработки заготовок хонингованием и алмазным выглаживанием (обкаткой шариками).
Разновидностью шлифования является хонингование. Это метод механической обработки применяется как отделочный для внутренних цилиндрических поверхностей. Он применяется после чистового обтачивания или шлифования. Инструментом является хонинговальная головка с абразивными брусками, которые пружинами прижимаются к обрабатываемой поверхности. Хонинговальная головка вращается и одновременно совершает возвратно-поступательные движения (рис.4.2.28.). В результате сложения движений абразивные бруски движутся по сложным траекториям. Для охлаждения обрабатываемой поверхности и удаления металлической стружки и продуктов износа брусков в зону резания непрерывно подается смазочно-охлаждающая жидкость.

Хонингование выполняется на специальных хонинговальных станках.
В качестве доводочной операции после шлифования и хонингования применяется обкатка шариками или роликами, а также алмазное выглаживание. В качестве инструмента при этом используется специальный обкатчик, представляющий собой рамку с держателями роликов или шариков (при алмазном выглаживании – сферических технических алмазов), которые пружинами прижимаются к обрабатываемой поверхности. Так же как и при хонинговании, инструменту сообщается одновременно возвратно-поступательное и вращательное движения. В результате обработки неровности на обрабатываемой поверхности сглаживаются и в ней возникают остаточные напряжения сжатия, способствующие повышению усталостной долговечности обрабатываемой детали.
Полученный эффект широко применяется в авиационной промышленности и в машиностроении как метод поверхностного упрочнения детали шариками.