

4.2.8. Особенности конструирования литых деталей.
При изготовлении литых деталей в кокиль и литьем под давлением необходимо учитывать следующие особенности металлических форм. Формы практически неподатливы. Металл, заливаемый в металлическую форму, охлаждается быстрее, чем при литье в песчаные формы, вследствие чего повышается возможность появления внутренних напряжений в отливке. Поэтому нельзя допускать в отливках резких переходов от толстой стенки к тонкой и острых углов; радиусы галтелей должны быть в 1,5 раза больше, чем радиусы при литье в песчаные формы. Жидкий сплав, протекая по металлической форме, охлаждается интенсивно и теряет жидкотекучесть, поэтому при литье в кокиль минимальная толщина стенок должна быть больше (см. таблицу). Необходимо также учитывать особенности литья в металлические формы при определении других конструктивных элементов (уклонов стенок по высоте, размеров отверстий и резьб, глубины резьб) для выполнения отверстий и резьб металлическими стержнями.
Меньшие значения относятся к малогабаритным отливкам, большие — к
крупногабаритным.
Конструктивные размеры отливок при литье в металлические формы |
|||||||||
Сплавы |
Уклон стенок от высоты, % |
Размер отверстии, мм |
Минимальная толщина стенки отливки, мм |
||||||
наружный |
внутрен- ний |
Минималь ный диаметр |
Максимальная глубина |
При литье в кокиль |
При литье под давлением |
||||
не про- ходная |
про- ходная |
||||||||
Цинковые |
0,5 |
0.2—2,0* |
1,0 |
6 |
2 |
2.5—3* |
1.5—3 |
||
Магниевые |
0.5—1,0* |
1—3 |
2.5 |
6 |
10 |
2.5—4 |
1.5—3 |
||
Алюминиевые |
0.5—1,0 |
1—3 |
2.5 |
3 |
5 |
2.5—О |
1,6—4 |
||
Медные |
0.5—1,0 |
1—3 |
3' |
3 |
4 |
3.0—1Й |
1,5—4,0 |
||
Чугунные |
(1.4 |
2—6 |
В |
3 |
4 |
3.5—15 |
1.5—4.0 |
||
Стальные |
0,4 |
2—6 |
3 |
3 |
4 |
6,0—25 |
1,5—4,0 |
||
4.2.9. Технологичность деталей получаемых литьём.
П ри
конструировании деталей изготавливаемых
из заготовок получаемых литьём необходимо
учитывать способ литья, механические
и эксплуатационные свойства. Отливка
должна иметь форму близкую к форме
готовой детали, высокую размерную
точность, минимальный припуск на
механическую обработку и требуемую
чистоту поверхности. Все литейные сплавы
можно разделить на пять групп: стали и
чугуны; бронзы и латуни; сплавы алюминия;
магниевые сплавы; сплавы на основе
титана, хрома, цинка и др. металлов. В
зависимости от габаритов, массы и
сложности конструкции, серийности,
применяются различные методы литья, в
частности: в песчаные формы, в кокиль,
под давлением, по выплавляемым моделям,
в оболочковую форму.
ри
конструировании деталей изготавливаемых
из заготовок получаемых литьём необходимо
учитывать способ литья, механические
и эксплуатационные свойства. Отливка
должна иметь форму близкую к форме
готовой детали, высокую размерную
точность, минимальный припуск на
механическую обработку и требуемую
чистоту поверхности. Все литейные сплавы
можно разделить на пять групп: стали и
чугуны; бронзы и латуни; сплавы алюминия;
магниевые сплавы; сплавы на основе
титана, хрома, цинка и др. металлов. В
зависимости от габаритов, массы и
сложности конструкции, серийности,
применяются различные методы литья, в
частности: в песчаные формы, в кокиль,
под давлением, по выплавляемым моделям,
в оболочковую форму.
Литейные сплавы обладают широким диапазоном
механических и физических свойств. В процессе проектирования детали необходимо учитывать механиче Рис. 3.2.10 ские свойства литейного материала и его пластичность. На графике Рис.3.2.10 приведены зависимости прочности и пластичности для различных марок литейных сплавов. Как видно из графика наибольшей пластичностью и достаточной прочностью обладают углеродистые стали. Легированные стали и высокопрочный чугун имеют высокую прочность и относительно невысокую пластичность (удлинение 5-10%).
Для обеспечения технологичности конструкции детали она должна отвечать следующим требованиям:
- иметь простые внешние обводы, без резких углов, высоких рёбер и выступов, минимальное количество внутренних полостей;
- обеспечивать направленную кристаллизацию металла;
- предусматривать технологические уклоны и минимальную механическую обработку;
- толщины стенок должны иметь оптимальную величину, в соответствии с выбранным методом литья и требуемой прочностью и жёсткостью детали.
При литье в песчаные формы, конструкция отливки должна обеспечивать минимальное количество плоскостей разъёма модели и формы. Желательно иметь одну плоскость разъёма формы и при конструировании литой детали руководствоваться правилом теней рис.3.2.11
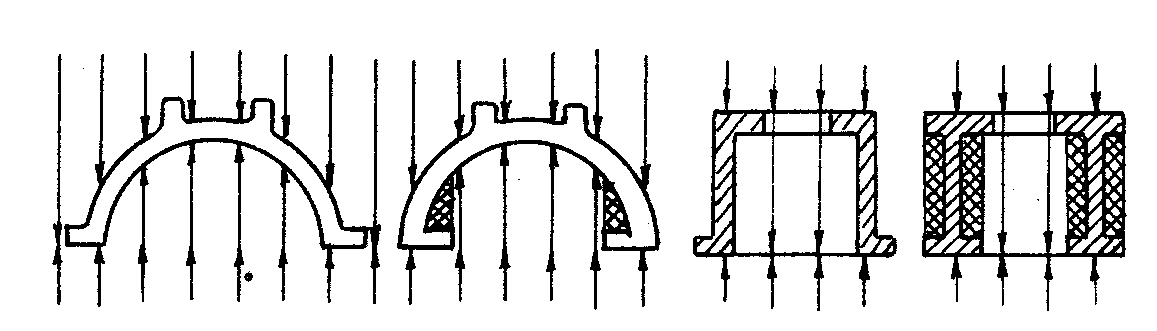
Рис.3.2.11
Поверхности
отливок, перпендикулярные плоскости
разъёма формы, должны иметь конструктивные
уклоны, обеспечивающие свободное
извлечение модели. Для отливок, получаемых
в песчаных формах, конструктивные уклоны
назначаются в соответствии с данными
таблицы 1.
Чтобы не допускать возникновения внутренних напряжений в отливке необходимо обеспечить одинаковую скорость её охлаждения во всех сечениях. Для этого предусматривают плавные переходы между различными сечениями, рёбра жёсткости в опасных сечениях, утолщение краёв отливок и окон ( см.табл. 2).
 Таблица
2
Таблица
2
Конфигурация отливки должна способствовать одновременному или последовательно направленному затвердеванию металла. В первом случае необходима наибольшая равномерность сечений. Во втором случае постепенное увеличение стенок в желательном направлении затвердевания, по мере приближения к прибыли, утолщению рис.3.2.12
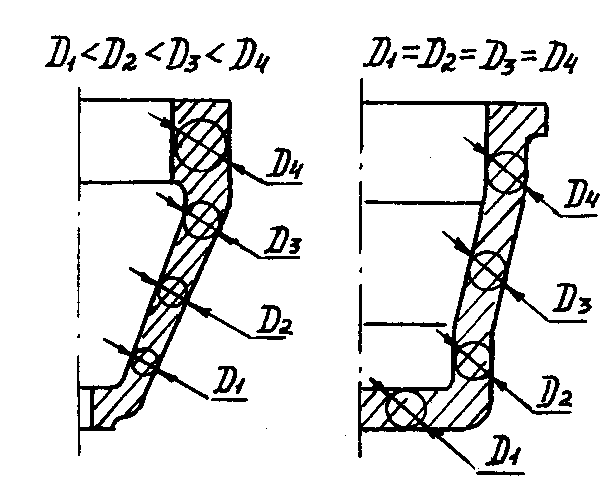
Рис.3.3.12
Наименьшая толщина стенок отливки должна выбираться с учётом марки сплава, размеров отливки и способа её изготовления (см.табл. 3)
Таблица 3

При резком переходе от тонкой стенки к толстой возникают усадочные напряжения в результате могут образовываться трещины. Для предотвращения данного явления необходимо предусматривать плавные переходы от одной стеки к другой рис.3.2.13.

Рис.3.2.13.