

Глава 3.3. Качество поверхности изготовленных деталей и конструктивных элементов.
Точность и надёжность работы изделия в значительной степени зависит от качества обработки поверхностей деталей. Под качеством поверхности понимается не только её чистота и геометрические характеристики, но и физико - механические свойства поверхностного слоя. Изменение свойств поверхностного слоя материала может быть достигнуто различными путями. В зависимости от режима и вида обработки, а также от марки материала в поверхностном слое может возникать наклёп от нескольких сотых до десятых долей миллиметра, напряжения сжатия или растяжения. Некоторые виды абразивной обработки могут давать прижег. Изменение физико-механических свойств поверхностного слоя оказывает влияние на износ детали при эксплуатации и надёжность её работы в течении всего гарантийного срока службы
Широкое применение, для достижения необходимых физико-механических свойств поверхностного слоя, находят специальные технологические процессы создающие в поверхностном слое наклёп, отрицательные напряжения и обеспечивающие упрочнение поверхности. К таким процессам относятся: цементация, азотирования поверхностного слоя, дробеструйная обработка, алмазное выглаживание и др. Такая обработка снижает неровности ,повышает усталостную прочность.
В процессе механической обработки на поверхности детали могут иметь место неровности, возникающие вследствие влияния различных производственных факторов, а также следы от режущего инструмента. Величина таких отклонений определяется шероховатостью поверхности и зависит от классов чистоты. Для оценки чистоты поверхности условно принято 14 классов. Схема шероховатости поверхности приведена на рис. 2.3.9.
![]()
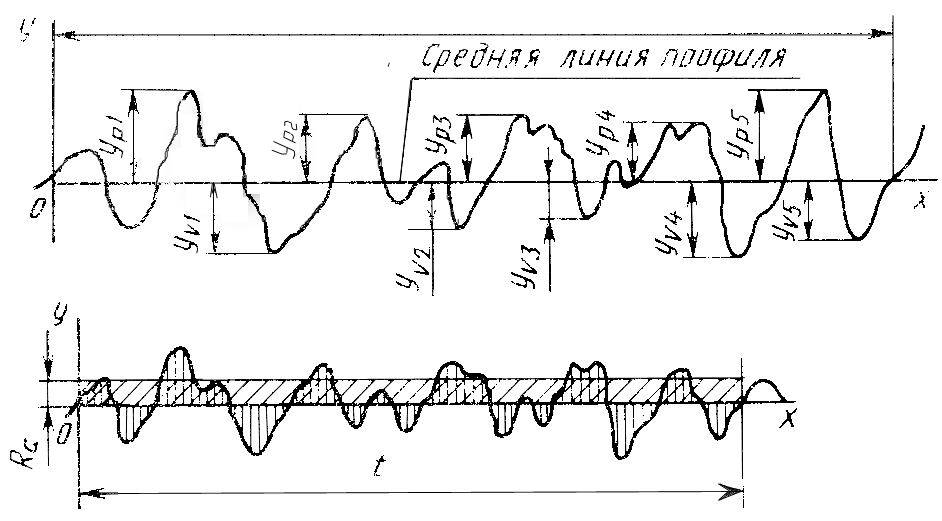
Рис.2.3.9
Шероховатость поверхности обозначается параметрами Ra и Rz , величина которых определяется по таблицам в соответствии с ГОСТ 25142-82.
Ra – среднеарифметическое отклонение абсолютных значений профиля в пределах базовой длины.
Rz – сумма пяти наибольших выступов и пяти наибольших впадин на базовой длине.
Значение шероховатости указывается на рабочих чертежах в соответствии с выбранным классом чистоты. В производстве контроль чистоты поверхности осуществляется различными методами. С 1-го по 5-й классы чистоты контроль производится визуально, по образцам свидетелям, контролируется параметр Rz/
Поверхности выполненные по 6-12 классам чистоты контролируются специальными приборами, профилометрами и профилографами, при этом контролируется величина Ra. Поверхности 13-14 классов чистоты контролируются с помощью микроскопов и определяется параметр Rz.
Глава 3.4. Влияние шероховатости поверхности на эксплуатационные
характеристики детали.
Точность изготовления детали взаимосвязана с шероховатостью поверхности, чем выше точность, тем выше класс чистоты поверхности. В справочной литературе приводятся зависимости чистоты поверхности от методов её обработки. Конструктор, проектируя деталь, должен четко представлять себе условия её работы, правильно выбрать марку материала, точность изготовления и чистоту поверхности. Несоблюдение этих требований приводит к преждевременному выходу детали из строя. Основными причинами преждевременного выхода детали из строя являются: износ, коррозионная стойкость, прочность.
Износ – удаление материала с поверхности детали в процессе сборки или работы в подвижном соединении. Вследствие износа изменяются посадки и условия нормальной работы детали. На величину износа влияют как шероховатость поверхности, так и физико-механические свойства поверхностного слоя.

Рис. 2.3.11
На рис. 2.3.11 приведен график износа детали, в котором можно выделить 3-и зоны.
1 – я зона, зона приработки, где величина износа максимальна в течение относительно небольшого промежутка времени. Усиленный износ объясняется взаимодействием гребешков шероховатостей сопрягаемых деталей, вследствие чего происходит их пластическая деформация или истирание, увеличивается чистота поверхности. На Рис. 2.3.12 представлена картина взаимодействия поверхностей трущихся деталей. Контакт деталей происходит в нескольких точках, по максимальным выступам шероховатости поверхности.
![]()
Рис. 2.3.12
Естественно что, в точках контактирования будут возникать максимальные напряжения от действия рабочих нагрузок. В результате в конце этапа приработки в поверхностном слое происходит нагортовка, т.е. упрочнение поверхностного слоя, увеличивается чистота поверхности, снижается трение и как следствие уменьшается износ. Этап 2 – зона нормального износа, величина износа значительно меньше. В конце этапа нормального износа происходит увеличение зазоров, вследствие чего износ становится неравномерным, возможно возникновение явления схватывания, прижогов. Форма поверхности изменяется, упрочнённый слой уменьшается или полностью стирается. На поверхности появляются борозды и углубления, наступает 3-й этап - этап абразивного износа (зона 3). Для увеличения этапа нормального износа могут быть применены различные методы и в частности:
-
наличие в сопряжении хотя бы одной
детали с высокой твёрдостью поверхности
(HRC = 58
![]() 64);
64);
- применение в сочленении различных марок материалов;
- применение материалов подвергающихся химико-термической обработке;
- выбор необходимой шероховатости поверхности, удерживающей смазку;
- применение специальных покрытий снижающих коэффициент трения.
Коррозионная стойкость – способность материала сопротивляться появлению коррозии, окислению вследствие воздействия окружающей среды. Коррозия может рассматриваться как одна из форм износа. Сопротивление коррозии в значительной степени зависит от шероховатости поверхности, т.е. от микрогеометрии. Для уменьшения коррозии используются следующие методы:
- увеличение чистоты поверхности;
- применение защитных покрытий;
- применение коррозионо стойких материалов.
Влияние шероховатости на прочность детали. Наличие на поверхности детали рисок , царапин и других дефектов в значительной степени оказывает влияние на их прочность и работоспособность, особенно деталей выполненных из высокопрочных марок материала, работающих при знакопеременных нагрузках.
Любая царапина или риска на поверхности детали является концентратором напряжений и снижает усталостную прочность. Основным способом увеличения периода усталостной прочности является увеличение чистоты поверхности.