

Раздел II
Процедура корнеровой закрепки
Осмотр оправы
Раскладка бриллиантов
Сверление отверстий
Рассверливание отверстий на конус
Вырезание посадочных мест
Установка бриллиантов
Фиксация бриллиантов
Выборка лишнего металла
Оформление корнеров
Глянцевая подрезка металла
Введение
Среди множества процедур закрепки бриллиантов не найти более основополагающей, чем корнеровая закрепка, и, все же, она представляет больше возможностей для оттачивания мастерства, чем любая другая. Для того чтобы по завершению процедуры получилось истинно художественное изделие, мастер должен в совершенстве владеть навыками закрепки бриллиантов в использовании инструментов, вырезании посадочных мест, фиксации бриллиантов. Менее продвинутые процедуры такие, как закрепка на столбиках и крапановая закрепка требуют меньшего умения и воображения. Другие продвинутые процедуры более сложны, но так же ограничены рамками конкретных решений. Говоря в общем, корнеровая закрепка, в противоположность другим видам закрепки бриллиантов, является совершенным мастерством, которое приобретается после того, как освоены предшествующие по сложности способы. Велика и награда, которую мастер получает в виде удовлетворения от хорошо сделанной работы. Ни один другой тип закрепки бриллиантов не предлагает мастеру такую свободу размещения бриллиантов на чистой поверхности металла, и нигде он не обладает такой свободой принимать решения от начала и до конца.
Корнеровая закрепка - это наиболее гибкая из всех процедур закрепки бриллиантов в том смысле, что она позволяет крепить бриллианты, располагая их самыми различными способами. Возможно, высшее проявление мастерства в этом виде закрепки - это перезакрепка бриллиантов. Предоставленная заказчиком подборка бриллиантов, которые уже были когда-то оправлены, независимо от их числа и разброса по размерам, может быть поставлена в самый разнообразный набор оправ. Большая часть работ по индивидуальным заказам возникает из желания заказчика, который хотел бы переставить бриллианты из старых изделий в одно новое ювелирное изделие. Бриллианты могут различаться по размеру, огранке и, все же, могут сочетаться с неограниченным набором оправ.
Крупные производители ювелирных изделий не очень любят массовое производство ювелирных изделий с корнеровой
58
закрепкой бриллиантов из-за высокой цены работы. Корнеровая закрепка обычно занимает больше времени, в то время как закрепка бриллиантов на столбиках или в крапаны гораздо более производительна. Однако сейчас в ювелирной моде наблюдается тенденция производить все возрастающие объемы продукции с корнеровой закрепкой, однако, все же, их количество остается ограниченным. Некоторые ведущие производители ювелирных изделий, которым нравится закрепка «паве» предлагают оправы, внешне похожие, но на самом деле являющиеся крапановыми. Чтобы скрыть отличие, бриллианты устанавливаются непосредственно на поверхность металла. В этих оправах крапаны спиливаются почти до рундистов бриллиантов и почти до поверхности пластины так, чтобы они казались корнерами, а не крапанами. Это действенное средство достичь сходства с корнеровой закрепкой, но оправа жестко привязана к бриллиантам определенного размера. Вряд ли этот подход уместен при большинстве работ по перезакрепке камней, так как маловероятно, что тот набор бриллиантов, который предоставит заказчик, подойдет к оправе, разработанной под камни определенных размеров.
Корнеровая закрепка, если свести это определение к ее наиболее основным характеристикам, - постановка бриллиантов в поверхность массивной металлической пластины. Более усложненное описание предположило бы, что сначала находят и просверливают центр пластины. Затем отверстие расфрезеровывается на конус, и вырезается заглубленное ниже уровня посадочное место. Когда бриллиант плотно установлен в это посадочное место, из окружающего камня металла поднимаются стружки - то или иное количество - и ими фиксируется бриллиант. Затем окружающий камень металл подрезается штихелем, чтобы придать бриллианту большую выразительность. Этот процесс выглядит в достаточной мере базисным, таковым он и является. Однако, каждая фаза процедуры, будучи базовой по отношению к другим процедурам закрепки бриллиантов, становится весьма завязанной как на круг своих собственных возможных модификаций, так и на альтернативные возможности.
Эта глава построена так, чтобы описать каждую фазу процедуры закрепки в определенной последовательности. Она на-
59
чинается с того, как определить где должны быть установлены бриллианты, и завершается глянцевой подрезкой металла после установки бриллиантов. Что нужно делать, а что нельзя в каждой стадии, альтернативные решения и способы решения проблем также приведены здесь. Эти базисные навыки затем распространяются на ряд конкретных ситуаций корнеровой закрепки, которые представлены в следующей главе.
60
1
Осмотр оправы
Ювелирные оправы так же различаются между собой по качеству и исполнению, как и любое другое изделие. Предварительный осмотр и испытания оправы выполняются с целью выяснить, насколько она подходит для закрепки бриллиантов. Существует ряд параметров, которые следует принять во внимание: прежде всего, металл должен быть достаточно толст, чтобы бриллианты размещались в нем, не проваливаясь; если оправа размещена в кольце, его верхушка должна быть расположена достаточно высоко, чтобы закрепленные в нее бриллианты шипами не выходили за его внутренний контур; кроме этого, на самых ранних стадиях осмотра нужно определить прочность галереи, поддерживающей пластину; для всех бриллиантов должно быть достаточно места. Пристрастный осмотр полученной оправы может уберечь вас от многих часов разочарований.
Рис.
2-1. Показано, почему кажущаяся толщина
пластины может ввести
в заблуждение, если металл по краям
более толст.
61
62
ОСМОТР ОПРАВЫ
ки напильником, наждачной бумагой или при предварительной полировке. Истинную толщину металла измеряют с помощью толщиномера (Рис. 2-2).

Рис. 2-2. Использование толщиномера для определения толщины
пластины.
Следующая стадия осмотра касается того человека, которому придется носить данное кольцо. Заключается она в том, чтобы выяснить, можно ли закрепить бриллианты в металл так, чтобы шип не выходил за внутренний контур кольца. Дискомфорт, который будет испытывать потребитель, является безусловной причиной, обесценивающей законченную работу независимо от мастерства ее исполнения. К тому же, это является достаточно частой причиной скола бриллиантов при последующем, если возникает такая необходимость, изменении размера кольца. (При изменении размера кольца, оно проковывается на стальном ригеле, и бриллиан-
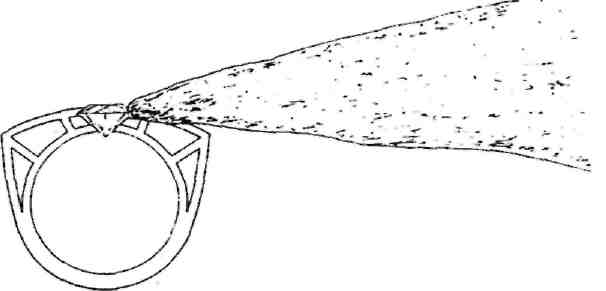
Рис. 2-3. Показано, как прикладывать бриллиант, удерживаемый
воском, к краю пластины. Это делается для выяснения того, будет
ли шип выдаваться во внутренний контур кольца, когда бриллиант
опустится до глубины, на которой он будет, в конце концов, закреплен.
ОСМОТР ОПРАВЫ
63
ты могут сколоться, либо их может выдавить из оправы). Осмотр, который даст возможность принять окончательное решение относительно данного вопроса может быть проведен одним из следующих методов, либо обоими методами одновременно. Один метод - это приложить бриллиант к стороне пластины, в которую он должен быть установлен (Рис. 2-3). Если бриллиант расположить на том уровне, где он будет закреплен, можно видеть, выдается ли шип бриллианта во внутренний контур кольца; другой метод заключается в использовании толщиномера для измерения полной высоты бриллианта и сравнения этого измерения с оправой. Используя этот метод, нужно дать допуск на расстояние от поверхности пластины до предполагаемой глубины посадочного места. Далее оправа осматривается на предмет ее прочности. Прочность оправы напрямую связана с закрепкой бриллиантов, так как при закрепке к оправе прилагаются определенные усилия. В частности, нужно обратить внимание на участки значительной протяженности, неподдерживаемые снизу галереей, слабые или дефектные места поддерживающей конструкции и непрочную шинку кольца, которая изогнется или разрушится под давлением, испытываемым ею при корнеровой закрепке (Рис. 2-4). Если любое из этих обстоятельств присутствует, тогда пластину, в которую будут устанавливаться бриллианты, придется поддерживать пастой китт.
ПРОТЯЖЕННЫЙ, НЕПОДДЕРЖИВАЕМЫЙ ГАЛЕРЕЕЙ, УЧАСТОК ОПРАВЫ .

ОСЛАБЛЕННЫЙ УЧАСТОК ГАЛЕРЕИ
ТОНКАЯ ШИНКА
Рис. 2-4. Показаны некоторые существенные дефекты, относящиеся к прочности кольца, на которые стоит обратить внимание.
ОСМОТР ОПРАВЫ
В заключении осмотра нужно выяснить, поместятся ли бриллианты на данной площадке. Закрепщик не должен предполагать, что бриллианты, подобранные кем-то другим для данной конкретной оправы, обязательно подойдут к ней. Корнеровая закрепка часто предполагает постановку большого количества бриллиантов вплотную друг к другу. Решение относительно того, где конкретно будет размещаться каждый из большого количества бриллиантов, всегда должно приниматься с учетом мнения именно того закрепщика, которому предстоит выполнять эту работу. Допустим, например, гипотетическую ситуацию, при которой заказчик с властными замашками хочет разместить плотный кластер бриллиантов на данной пластине. Бриллианты отбираются и размещаются на пластине площадками вниз рундистами вплотную друг к другу. По окончанию этой работы отобранные бриллианты и оправа передаются закрепщику. Опытный закрепщик должен заранее знать, что, когда бриллианты устанавливаются на выпуклую пластину, при заглублении в нее они сближаются (Рис. 2-5). В подобной ситуации, если закрепщик лично не убедится в том, что он располагает достаточным местом при прорезании посадочных мест, бриллианты будут перекрываться.

Рис. 2-5. Показано, что бриллианты, выложенные на выпуклой пластине, сближаются при погружении в нее.
Осмотр оправы перед, собственно, закрепкой бриллиантов -это непродолжительный, но крайне важный этап. Можно избежать проблем от ненадежной закрепки бриллиантов вплоть до полной неудачи в работе. Эта задача, которую следует решать именно закрепщику бриллиантов, не полагаясь на мнения других.
2
Раскладка бриллиантов
Корнеровая закрепка бриллиантов в оправу с достижением наиболее благоприятного впечатления от нее редко выполняется случайным распределением камней. Необходимо предварительное планирование для того, чтобы разместить бриллианты там, где они максимальным образом подчеркнут очарование ювелирного изделия. Это важный этап корнеровой закрепки, который требует аккуратности. Согласиться на меньшее, значит, возможно, получить совершенно противоположный эффект и, вероятно, сорвать всю последующую процедуру закрепки. Допуски здесь могут быть лишь очень незначительные, так как именно в этот момент начинает оформляться вся последующая процедура. Как только подобран способ размещения камней, часто методом проб и ошибок, он трансформируется уже в разметку. Разметка - это чертеж для закрепщика. Это рисунок, отгравированный на металле, дающий размер, положение и ограничивающий те участки, в которых будут устанавливаться бриллианты. Это могут быть сложные комбинации дуг, окружностей и прямолинейных отрезков, отгравированных на металле, а могут быть лишь короткие штрихи. Говоря в целом, особенности разметки зависят от формы ювелирного изделия и характеристик бриллиантов.
Часто положение бриллиантов очевидно или продиктовано третьим лицом. В последнем случае эта стадия вроде бы упрощается. Но опытный закрепщик может рассматривать это обстоятельство как лишний груз, зная, что предлагаемый вариант может оказаться губительным на последующих стадиях закрепки. К примеру, несговорчивая клиентка может бескомпромиссно настаивать на том, чтобы ее восемь бриллиантов, будучи одного размера и не влекущие за собой шлейф сентиментальных ассоциаций, были установлены в круглую пластину. С неохотой, но закрепщи-ку придется выполнить работу, хотя он и предполагает, что семь бриллиантов будут смотреться лучше восьми. (Конфигурация из семи одинаковых бриллиантов, поставленных рундистами вплот-
65
66
РАСКЛАДКА БРИЛЛИАНТОВ
ную друг к другу, выглядит, как один большой бриллиант). Если бы клиентка послушалась закрепщика и не пренебрегла бы его опытом и предвидением, ее бриллианты были бы поставлены гораздо более эффектно, и стоило бы ей это дешевле.
Часто дизайн украшения прямо указывает на то, как именно должны быть установлены бриллианты. Обычно бриллианты так и просятся каждый на свое место. Более крупные камни помещаются либо в центре, либо у более широкого конца клиновидной пластины, а более мелкие - у узкого ее края. Это очевидно, но задача может стать запутанной, так как в другие участки такие, как прямая полоска металла, должны быть поставлены камни одинакового размера, чтобы там они выглядели максимально эффектно. Еще какие-то участки могут быть изогнутыми и оформленными в фантазийных контурах маркиза, овала, груши и т. п. Множество таких форм может составлять дизайн оправы ювелирного изделия. Планирование логичного размещения бриллиантов так, чтобы они наиболее выгодно смотрелись, предоставляет возможность для творческого самовыражения. Успешная выкладка камней требует от закрепщика опыта в том отношении, что он должен быть в состоянии предвидеть трудности, возникающие в дальнейшей работе на каждом участке оправы.
Кроме размера бриллиантов, который уже рассмотрен, есть и другие их характеристики, также играющие важную роль в определении их местоположения. Кое-что можно принести в жертву ради того, чтобы разместить наиболее качественные бриллианты там, где они представят изделие в наиболее выигрышном свете. Бриллианты более низкого качества лучше разместить в менее заметных местах. Более того, бриллианты однотипной огранки лучше размещать рядом, когда только это возможно. Это даст постоянный световой рисунок. В целом, качество бриллиантов также следует учитывать при их выкладке.
За исключением тех случаев, когда закрепщик устанавливает единственный бриллиант в уже предварительно подготовленное для этого место, всегда есть определенная часть компромисса в принятии решения. Это начальная часть процедуры корнеровой закрепки бриллиантов. Прежде чем просверлить первое отверстие, следует потратить минимальное время, чтобы продумать результат этого действия. Следует разрешить конфликт между
РАСКЛАДКА БРИЛЛИАНТОВ 67
опытом, дизайном украшения и характеристиками бриллиантов. Все эти факторы следует принять во внимание при выборе места, где каждый камень будет наиболее эффектен в оправе. Опытный мастер знает заранее, какие проблемы могут возникнуть в данной ситуации. Дизайн изделия в какой-то степени ограничивает выбор вариантов, а разброс бриллиантов по размеру и качеству может увеличить возможности для придания украшению большего очарования.
Процесс выбора варианта выкладки зависит от множества факторов. Один из них - опыт мастера. Здесь мы говорим о том, как много информации мастер должен нанести на пластину, чтобы затем в точности знать какой камень куда ставить. Иногда для начала процедуры закрепки достаточно лишь нескольких штрихов на металле. Любые уточнения, которые окажутся впоследствии необходимыми, можно вносить в процессе работы. Другой фактор - симметрия оправы, а также размер и количество бриллиантов. В случае симметричной оправы разметку можно упростить до прочерчивания центральных линий на ней и раскладки камней по этим линиям. Третья возможность - оправа свободной формы, где невозможно провести центральные линии, либо закрепщик выбирает альтернативные способы разметки пластины. Каждый из методов разработки способа разметки, о которых мы только что говорили, проиллюстрирован далее на примере одной и той же пластины для того, чтобы выявить различия между ними.
РАЗРАБОТКА СИММЕТРИЧНОЙ РАЗМЕТКИ
Симметричная конфигурация - это наиболее легкий вариант выкладки. Придется совершить некоторое количество проб и ошибок, пока с помощью циркуля не будет найден точный центр пластины. После того как найдены центральные линии, остальная часть работы становится рутинной процедурой. Самый большой плюс этого метода в том, что дизайн выкладки может быть выполнен столь точно, что в дальнейшем в процессе закрепки придется вносить очень мало исправлений.
Первые засечки на металле при симметричном дизайне делаются с целью найти осевую линию пластины. Она будет служить отправным элементом, на котором будут основаны все другие разметочные линии. Для того чтобы найти осевую линию пласти-
РАСКЛАДКА БРИЛЛИАНТОВ
ны вроде той, что представлена на Рис. 2-6, нужны две опорных точки - по одной на каждом краю пластины. Начиная от лежащих точно друг против друга точек с каждого конца пластины, установите такой раствор циркуля, чтобы можно было провести две пересекающиеся дуги (Рис. 2-6). Положение опорной ножки циркуля при проведении первой дуги с каждого края пластины выбирается более-менее произвольно, а вот при проведении второй, пересекающей, дуги опорная ножка должна отстоять от края пластины на точно таком же расстоянии. Проделывайте эту операцию с каждого края пластины и найдите две опорные точки. Затем через эти две точки пересечения дуг проводится прямая линия, разделяющая пластину пополам. Центр пластины находят методом проб и ошибок, меняя раствор циркуля и устанавливая опорную ножку попеременно с каждого края пластины на центральную линию до тех пор, пока дуги не будут соприкасаться при одном и том же растворе циркуля. Другие симметрично расположенные точки можно найти аналогичным образом при дальнейшем делении пластины.

Рис. 2-6. Показан процесс нахождения осевой линии пластины.
Далее циркулем наносятся окружности равных бриллиантам диаметров в соответствующих им местах с центрами в найденных точках (Рис. 2-7). Все операции по сверлению, фрезерованию, вырезанию посадочных мест должны выполняться внутри этих окружностей. Чтобы во время разметки избежать просчетов, каждая найденная точка, соответствующая тому или иному бриллианту, должна обводиться соответствующей окружностью, прежде чем переходить к разметке следующих центров. При этом
РАСКЛАДКА БРИЛЛИАНТОВ 69
можно производить контроль, укладывая бриллианты на окружности, прежде чем продвигаться дальше. К тому же, можно гарантированно соблюсти равномерность расположения камней, продвигаясь от центра пластины к ее краям.

Рис. 2-7. (А) Показано нахождение центра пластины методом проб и
ошибок с помощью циркуля.
(В) Вокруг центральной точки прочерчивается окружность,
представляющая устанавливаемый здесь бриллиант.

Рис. 2-8. Показана симметричная разметка для трех бриллиантов, которые будут устанавливаться в овальную пластину.
РАЗРАБОТКА ДИЗАЙНА РАЗМЕТКИ СВОБОДНОЙ ВЫКЛАДКОЙ
При свободной выкладке разметка выполняется исходя из определения на глаз положения каждого бриллианта и оценки расстояния между ними. Циркуль используется, но лишь после того, как определились центры расположения камней. Это процесс, который включает в себя временное размещение бриллиантов точно в тех местах, где они будут окончательно установле-
РАСКЛАДКА БРИЛЛИАНТОВ
ны, нанесение разграничительных линий между ними и разметку центров между этими линиями. Основная часть разметки выполняется штихелем или чертилкой в то время, когда бриллианты выложены на пластине.
Рис.
2-9. Показано, как с помощью воскового
конуса (или пинцета) устанавливать
бриллианты на оправу.
Рис.
2-10. Показано, как слегка прижать (при
желании) флахштихелем камни
к восковой пленке на оправе.

РАСКЛАДКА БРИЛЛИАНТОВ
71
Передвигать бриллианты, прежде чем будет сделан выбор окончательного варианта их размещения, придется довольно много. Между камнями должны проглядывать одинаковые участки металла; это обеспечит равномерность их размещения. Имейте в виду, что бриллианты, выложенные на выгнутой площадке, сомкнутся ближе рундистами, когда они углубятся в металл до уровня посадочных мест. Вспомните, о чем мы упоминали выше: как бриллианты, выложенные на выпуклую пластину, сближаются друг с другом, будучи утопленными в металл. К тому же, когда камни расположены слишком близко к краю пластины, они могут при посадке выйти за этот край. В предугадывании результатов такой выкладки уже на этой ранней стадии процесса наиболее важен ранеегприобретенный опыт. В любом случае, отношение к работе при корнеровой закрепке бриллиантов на всех ее стадиях с точки зрения причинно-следственных связей сведет к минимуму либо позволит вовсе избежать проблем на всем протяжении процедуры закрепки.
Когда появится уверенность, что лучшего положения бриллиантов не добиться, между бриллиантами и вокруг них наносят разграничительные линии. Эти линии - не более чем легкие царапины, достаточные лишь для того, чтобы остаться заметными после снятия бриллиантов и воскового слоя. Наносите их, пока бриллианты еще на месте, с помощью чертилки или шпицшти-хеля (Рис. 2-11). Шпицштихель используют потому, что он может глубоко проникать между бриллиантами при их близком взаимном расположении. Еще одно преимущество шпицштихеля в том, что нанесение штрихов с его помощью почти не требует усилий. А лишние усилия или неподходящий для разметки инструмент могут привести к тому, что оправа спружинит, и бриллианты либо сместятся, либо упадут с нее. Штрихи могут быть как легчайшими пометками, так и четкими и законченными разграничительными линиями, определяющими точное расположение камней. Это вопрос наличия свободного места на металле, опыта закрепщика и необходимости. Когда камни сняты, на металле должны остаться какие-то отметки, по которым закрепщик будет ориентироваться при постановке бриллиантов.
72
РАСКЛАДКА БРИЛЛИАНТОВ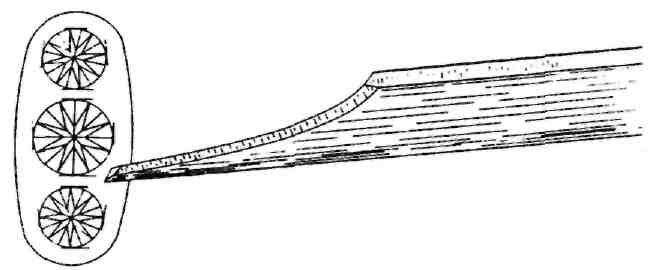
Рис. 2-11. Показано, как шпицштихелем (или чертилкой) наносить линии между и вокруг бриллиантов.
Прежде чем снимать бриллианты с оправы, следует подготовить жестянку (коробочку размером с упаковку от таблеток) для того, чтобы эти бриллианты были отложены и сохранены во время выполнения другой работы. Если в этой коробочке расплавить воск, это обеспечит надежное удержание и сохранность бриллиантов (См. стр. 203, рис 4-42). Для того чтобы подготовить эту жестянку, сначала поместите в нее немного воска. Затем захватите ее край плоскогубцами и удерживайте ее над небольшим ровным пламенем до расплавления воска. Держите жестянку горизонтально, чтобы воск не расплескался и равномерно покрыл дно коробочки. Когда воск расплавится, поставьте коробочку на ровную огнеупорную поверхность и погасите пламя. Через несколько секунд погрузите коробочку в воду либо на мгновение, либо до тех пор, пока воск не застынет. Затем процарапайте на нем увеличенный эскиз разметки, включив в него те участки оправы, где будут устанавливаться камни. В дальнейшем бриллианты будут сниматься с оправы, и помещаться на соответствующие места в коробочке. Использование такой коробочки неплохая мысль еще и потому, что, если работа будет прервана, коробочку можно закрыть и отложить в сторону, а бриллианты в ней будут надежно удерживаться в местах, определенных для них процарапанным на воске рисунком.
Бриллианты по одному осторожно снимают с оправы. Как только снят очередной камень, центр того места, где он был расположен, отмечается болтштихелем. Эти отметки пригодятся в
РАСКЛАДКА БРИЛЛИАНТОВ 73
последующем при сверлении отверстий. Для этого, работая каждый раз с одним бриллиантом, поместите кончик штихеля рядом с его рундистом. Удерживая взглядом центр расположения бриллианта на пластине, уберите камень, не отслеживая глазами его перемещение. Смещайте камень в сторону ровно на столько, чтобы удалось поместить кончик штихеля точно в то место, где только что был центр бриллианта (Рис. 2-12). Сейчас штихелем нужно сделать лишь крохотную выемку. Как только отмечено положение центра каждого очередного бриллианта, он помещается на свое место на восковом рисунке в коробочке; только потом можно переходить к следующему камню.

Рис. 2-12. Показано использование болтштихеля для смещения
бриллианта в сторону при удержании взглядом места расположения
его центра и нанесение отметки в этом центре.
После нанесения всех внутренних разграничительных линий и центров и перенесения бриллиантов на соответствующие им места в коробочку, наносятся, если это требуется, внешние границы. Это нужно, чтобы в последующем выполнить четкий и однородный зеркальный рез между бриллиантами и краем пластины. Для того чтобы нанести эту внешнюю границу, сначала установите раствор циркуля, равный ее ширине. Когда одна ножка с прижимом скользит по внешнему краю пластины, повторяя ее контур, другая прочерчивает на пластине ограничивающую линию (Рис. 2-13). Посадочные места для бриллиантов, которые будут устанавливаться вдоль этой границы, вырезаются так, чтобы граница располагалась по касательной к ним.
РАСКЛАДКА
БРИЛЛИАНТОВ
Рис. 2-13. Использование циркуля для прочерчивания граничной линии, повторяющей контур пластины.
Законченная разметка - это отгравированный на поверхности металла чертеж. Он показывает, где в точности должны быть просверлены отверстия, также он определяет все фрезеровки, резку посадочных мест, постановку корнеров и работу штихелями. Закрепщик должен быть в состоянии, глядя на разметку, четко представлять любые проблемы, которые могут возникнуть на протяжении всей процедуры корнеровой закрепки бриллиантов. К тому же, мастер должен, исходя из собственного опыта, уметь видеть каждую черточку законченной работы еще прежде, чем будет просверлено первое отверстие.
3
Сверление отверстий
Правильное сверление отверстий - базовый навык в закрепке бриллиантов. Говоря более определенно, это важная стадия корнеровой закрепки, предшествующая расфрезеровке отверстий. Цель сверления двояка: во-первых, оно делает возможной саму возможность фрезеровки и направляет фрезы; во-вторых, отверстия дают возможность удалять загрязнения позже, когда ювелирное изделие подвергается чистке. Хотя новичку это кажется не слишком сложным делом, прецизионное сверление требует глубокого знакомства со сверлом как с инструментом и мастерского его использования.
УГЛУБЛЕНИЕ ЦЕНТРОВ
Отверстия сверлятся сквозь пластину точно в центре тех участков, где будут ставиться бриллианты. Те отметины центров, что были сделаны на стадии разметки должны быть углублены ровно на столько, чтобы не позволить сверлу соскользнуть с этого положения. Для этого под небольшим углом воткните кончик болтштихеля в каждую отметину для центра и выберите небольшой кусочек металла из пластины. В металле должны получиться небольшие углубления, которые будут служить отправными точками для сверления. Ранее при разметке это не делают потому, что такая операция предполагает применение значительных усилий. Хотя бриллианты и удерживаются на поверхности оправы на восковой пленке, резкие нажатия или срывы штихеля могут привести к смещению некоторых камней.
КАК РАБОТАЕТ СВЕРЛО
Спиральное сверло с прямым хвостовиком работает так, как оно работает, благодаря своему уникальному дизайну. Основные части сверла - это хвостовик, задние поверхности, режущие кромки, ленточки, рабочая часть и винтовые канавки (Рис. 2-14). Когда сверло вращается, металл срезается режущими кромками двух задних поверхностей. Режущие кромки отходят от оси свер-
75
76 СВЕРЛЕНИЕ ОТВЕРСТИИ
ла под углом 118°. Угол заточки режущей кромки 12-15°. Слишком малый угол заточки будет препятствовать резке и вызовет подгорание сверла. Если угол заточки чрезмерно велик, металл на режущей кромке будет слишком тонок. Режущие кромки тогда будут скалываться при сверлении. Ленточки служат для уменьшения трения, так как расстояние между ними - это наибольший диаметр рабочей части сверла. Канавки, обвивающие рабочую часть сверла по спирали, позволяют, охлаждающей жидкости попадать к кончику сверла, когда она находится глубоко в металле. В то же самое время по ним отводятся на поверхность стружки.
ЛЕНТОЧКИ
ХВОСТОВИК

ВИНТОВЫЕ КАНАВКИ
ЛЕНТОЧКА
РЕЖУЩИЕ КРОМКИ
 ЗАДНИЕ
ПОВЕРХНОСТИ
ЗАДНИЕ
ПОВЕРХНОСТИ
ПЕРЕДНЯЯ ПОВЕРХНОСТЬ
Рис. 2-14. Рабочие участки сверла.
СВЕРЛЕНИЕ ОТВЕРСТИЙ
При обычных обстоятельствах все отверстия должны быть последовательно просверлены одним и тем же сверлом прежде, чем мастер перейдет к другой работе. Если только среди бриллиантов нет камней массой существенно ниже 0,01 карата, отверстия можно сверлить спиральными сверлами №65, то есть примерно 0,9 мм в диаметре. Более толстые сверла удаляют слишком много металла, что может привести к снижению прочности тонких пла-
СВЕРЛЕНИЕ ОТВЕРСТИИ
11
стин; более тонкие сверла легко ломаются. Более толстые сверла рекомендуется использовать при сверлении толстых пластин при постановке более крупных камней. Если просверлить все отверстия перед тем, как переходить к следующим операциям, снижается потеря времени на замену инструмента. К тому же, проще сделать так, чтобы отверстия следовали контуру оправы, так как при этом меньше перерывы в работе.
Каждое отверстие должно быть перпендикулярно оправе именно в том месте, где оно расположено, а не к оправе в целом (Рис. 2-15). В противном случае, если приходится сверлить много отверстий, они могут пересечься. Ответственный мастер обязательно задумается над тем, как отверстия выглядят с обратной стороны изделия. Некоторые не слишком опытные закрепщики пытаются держать наконечник бормашины вертикально, как если бы это был сверлильный станок. Это помогает, но это и не удобно, так как в этом случае оправу приходится наклонять в такие положения, в которых ее сложно удерживать неподвижно относительно наконечника. В конце концов, у мастера развивается чувство перспективы, взаиморасположения оправы и сверла и он может позволить себе более расслабленную позицию.
При сверлении важен контроль; это предотвращает травматизм, повреждение оправы и поломку сверла. Один из общепринятых методов контроля заключается в том, чтобы удерживать наконечник между большим и указательным пальцем, как если бы это был большой карандаш (Рис. 2-16). Кончики других пальцев должны опираться на зажимное приспособление и на финагель, сдерживая давление, прилагаемое к изделию. Работа на малых или средних оборотах и готовность убрать давление на изделие, когда сверло проходит насквозь, также важны. Некоторое давление на сверло, называемое подачей, обязательно должно оказываться, чтобы сверло работало, однако избыточный нажим лишь создает проблемы.
Не следует сверлить отверстия поспешно, нужно при этом иметь в виду, что небольшие отклонения всегда можно исправить позже, когда будут расфрезеровываться эти отверстия. В этот момент можно внести некоторые исправления, но лишь до определенного предела. Общее правило использования инструмента, которое можно здесь применить, звучит так: «пусть инструмент сам
78 СВЕРЛЕНИЕ ОТВЕРСТИИ

Рис. 2-15. Показано, что отверстия
сверлятся перпендикулярно
тому участку оправы, где они
расположены.
выполняет работу, для которой он предназначен». Сверло время от времени следует извлекать из отверстия, чтобы снять с него стружки и окунуть его кончик в охлаждающую жидкость. Более того, должным образом сверло работает лишь при разумной скорости вращения и подаче. Для того чтобы сверление было выполнено точно, закрепщик должен знать, как работает'сверло, должен сверлить аккуратно и должен контролировать инструмент.

4
Рассверливание отверстий на конус
Конусное отверстие - это отверстие постепенно уменьшающегося, начиная с поверхности пластины, диаметра. Ширина отверстия у поверхности должна быть почти, но не совсем равна диаметру камня, оно должно заглубляться в пластину так, чтобы там помещался павильон. Следовательно, металл удаляется из отверстия так, чтобы образовалось углубление, грубо повторяющее форму бриллианта, который будет здесь впоследствии установлен. Как раз для этого придуманы фрезы-«бутоны». Цель такой фрезеровки - обеспечить работу посадочной фрезой, сохранить прочность пластины и выровнять отверстия, которые были просверлены со смещением от центра. Говоря в общем, конусная рас-фрезеровка - это предварительная выемка излишнего металла из отверстия.
Во время процесса расфрезеровки отверстия под каждый конкретный бриллиант этот бриллиант используется как шаблон, чтобы определить, насколько широким должно быть это отверстие. По мере фрезеровки отверстий под разные камни, скорее всего, понадобится менять диаметр бора-«бутона». В конце концов, понадобится набор боров-«бутонов», чтобы удовлетворить потребности постановки бриллиантов разных диаметров. Опять

Рис. 2-17. Показана расфрезеровка отверстия на конус. Диаметр отверстия чуть меньше диаметра камня.
79
80 РАССВЕРЛИВАНИЕ ОТВЕРСТИЙ НА КОНУС
же, каждый бриллиант должен сам указывать на размер фрезеруемого отверстия, и его придется периодически помещать на отверстие, чтобы удостовериться в том, что металла снимется не слишком много. Законченное отверстие под бриллиант должно быть равно диаметру бриллианта, а лучше, из соображений безопасности, быть чуть меньше этого диаметра (Рис. 2-17). Как упоминалось выше, одно из назначений такой расфрезеровки - предварительная выемка металла, для того чтобы вставить в металл бриллиант. Окончательную работу по оформлению посадочного места будет выполнять посадочная фреза на основе этого отверстия.
В качестве прелюдии к резке посадочного места расфрезе-ровка отверстий облегчает работу посадочной фрезой. Для того чтобы впоследствии посадочное место было выполнено прецизи-онно, так чтобы допуски были минимальны, на посадочную фрезу не следует сваливать работу по удалению больших количеств металла. Отверстие должно быть подготовлено путем выемки основной массы металла для того, чтобы можно было приступать к работе посадочной фрезой. Если посадочная фреза используется для выемки больших количеств металла и одновременно для резки посадочного места, обнаруживается тенденция к увеличению диаметра отверстия сверх ожидаемого. Так происходит потому, что нагрузка от излишней работы, требуемой от посадочной фрезы, вызывает биение, которое заставляет усилие резания распределяться, скорее, по сторонам, чем вниз. Результат качественной предварительной расфрезеровки в этом случае - повышение вероятности получения прецизионного посадочного места.
Расфрезеровывая отверстия не давайте фрезе-«бутону» слишком глубоко врезаться в металл. Как только средняя секция фрезы достигнет поверхности металла, выньте ее. Если необходимо получить отверстие большего диаметра, смените фрезу на более толстую. Фреза не должна просверливать пластину насквозь, делая тем самым просто отверстие большего диаметра. Если бы это было допустимо, вместо фрез использовались бы просто толстые сверла. Одно из предназначений этой операции - сохранить прочность тонкой пластины. Когда в пластине сверлится несколько отверстий для постановки кластера, очевидно, что прочность ее
РАССВЕРЛИВАНИЕ ОТВЕРСТИЙ НА КОНУС 81
снижается. Давление, прилагаемое к болтштихелю при постановке корнеров часто оказывается достаточным для того, чтобы пластина сломалась. Просверлив фрезой отверстия насквозь или сделав их большего, чем необходимо диаметра, вы только увеличиваете эту опасность.

Рис. 2-18. Использование фрезы-«бутон» для «оттягивания отверстий», которые были просверлены со смещением от центра.
В заключение заметим, что в ходе этой фазы процедуры закрепки как раз самое подходящее время для внесения небольших корректив в положение бриллиантов. Эти коррективы заключаются в смещении и выравнивании положения отверстий согласно первоначальной обработке. Часто ошибки случаются при проведении разграничительных линий при выкладке бриллиантов, при наметке болтштихелем центров сверления, либо в самом процессе сверления. Для того чтобы добиться выравнивания положения камней, фреза-«бутон» используется для «оттягивания» отверстий (Рис. 2-18). Это осуществляется при таком положении фрезы, когда она режет скорее боковой своей частью, а не нижней; при этом отверстия смещаются таким образом, что достигается равномерное размещение бриллиантов. Более тяжелые случаи неравномерной постановки решить не так просто. Их следует замечать ранее, на тех стадиях, когда размечаются центры отверстий и когда эти отверстия сверлятся.
5
Вырезание посадочных мест
Назначение посадочного места - обеспечить устойчивую и надежную опору или гнездо для бриллианта. Идеальное посадочное место для бриллианта в корнеровой закрепке размещается в строго определенном ему месте в соответсвии с упорядоченной разметкой. Оно должно быть ровно настолько утоплено в металл, чтобы в дальнейшем из окружающего материала можно было бы поднять корнеры подходящего размера для фиксации камня. К тому же посадочное место должно быть таким, чтобы бриллиант сидел в нем плотно. Более того, металла вокруг должно быть достаточно для работы штихелями после фиксации камня. Вырезание неизменно качественных посадочных мест, удовлетворяющих всем требованиям для самых разнообразных бриллиантов, проистекает не столько от знаний о том, как это делается, сколько из опыта. Однако существуют все же некоторые правила, освоение которых вполне доступно новичку и которые помогут в успешном вырезании посадочных мест.
ПОСЛЕДОВАТЕЛЬНОСТЬ ОПЕРАЦИЙ ПРИ РЕЗКЕ
Предположим, что в пластину предстоит поставить несколько бриллиантов, при этом следует придерживаться некоторой логической организации вырезания посадочных мест. Предпочтительно вначале готовить посадочные места под самые мелкие камни, постепенно переходя к самым крупным. При таком порядке выполнения можно на ранних стадиях процесса вносить исправления, если случайно гнездо получится излишне велико. В таком случае один из более крупных камней может занять это место. Даже если некоторые из бриллиантов, будучи одинаковыми по размеру, могут быть расположены в различных частях оправы, их посадочные места будут одинаковы. Может оказаться неважным, что бриллианты неравноценны, но это только в том случае, если они не разделены в фазе выкладки для того, чтобы камни с определенными качествами или другими физическими характеристиками были помещены в более или менее незаметных местах
82
ВЫРЕЗАНИЕ ПОСАДОЧНЫХ МЕСТ
83
оправы. Другое преимущество резки посадочных мест по возрастанию диаметра камней состоит в том, что инструмент приходится менять реже. Замена фрез и сверл в наконечнике бормашины - одно из самых отвлекающих и пожирающих время занятий при закрепке бриллиантов. Так как часто некоторые из бриллиантов, которые предстоит крепить в оправу, имеют один и тот же размер, их посадочные места можно резать, не меняя фрезу. В любом случае гораздо лучше следовать какому-то логическому порядку резки посадочных мест во всех случаях, когда это возможно. По меньшей мере, резка посадочных мест по возрастанию диаметра может выполняться частично применительно к каждому отдельно взятому участку одной и той же оправы за раз.
Вырезание посадочных мест по возрастанию диаметра применимо не всегда. Часто, когда крепится плотный кластер бриллиантов, в начале устанавливаются центральные камни, а затем процесс идет по направлению к краю пластины. Пренебрежение такой последовательностью при постановке плотных кластеров может привести к тому, что посадочные места пересекутся. Как только закреплены бриллианты наружного контура кластера, если перед этим еще не стоят внутренние бриллианты, простого решения проблемы пересечения контуров бриллиантов внутри кластера не существует.
Вырезаются ли посадочные места по возрастанию диаметра от наименьшего к наибольшему, или они режутся от середины кластера к краям, зависит от первоначальной выкладки бриллиантов. Резка по возрастанию преобладает на узких пластинах, в то время как работа от центра к краям рекомендуется для более обширных кластеров бриллиантов. В любом случае посадочные места должны прорезаться одно рядом с другим, не стоит перескакивать через профрезерованные отверстия. Либо начните с одной стороны пластины и продвигайтесь к другой, либо начинайте из центра и двигайтесь к краям. Опять же, метод работы зависит от дизайна пластины, в которую устанавливаются камни. Общее правило, которое следует применять, звучит так: «Не перепрыгивайте через профрезерованные отверстия при вырезании посадочных мест». Причина здесь в том, что, в конце концов, посадочные места придется прорезать слишком близко к отверстию, через которое вы перепрыгнули. Вернувшись к этому отверстию для того, чтобы
84 ВЫРЕЗАНИЕ ПОСАДОЧНЫХ МЕСТ
вырезать в нем посадочное место, вы можете обнаружить, что бриллиант просто не входит между двумя уже установленными камнями. С другой стороны, если осознать эту проблему достаточно рано, может оказаться полезной и оправданной некоторая перетасовка бриллиантов, либо можно придумать какой-нибудь другой способ решения этой проблемы.
ГЛУБИНА ПОСАДОЧНОГО МЕСТА
Глубиной посадочного места называется расстояние, на которое заглублено место перехода цилиндрической части реза, оставленного посадочной фрезой в коническую часть (эта линия называется «вертекс»). Вертекс - это та линия, по которой угол посадочного места внезапно меняется, образуя поддерживающий павильон бриллианта поясок. Бриллиант должен быть установлен рундистом на уровне вертекса. То, насколько глубоким должно быть посадочное место, особенно важно, так как от этого зависит успех или неудача корнеровой закрепки. Существует некий средний уровень между «слишком глубоко» и «слишком мелко», который варьируется в зависимости от размера бриллианта. Факторы, о которых при этом нужно помнить, включают в себя надежность закрепки и косметические характеристики.
Бриллиант в корнеровой закрепке должен сидеть достаточно глубоко, чтобы хватало металла, который можно было бы на него навалить. Очевидная и первоочередная причина для этого требования - надежность, но существует еще ряд факторов, о которых не следует забывать - они относятся к финишной отделке: один из них - это наличие достаточного количества металла, для того чтобы в дальнейшем получить хорошо оформленные корнеры, другой - возможность выполнения декоративной глянцевой подрезки, окружающей бриллиант; к тому же, глянцевая подрезка должна быть глубокой и иметь наклон, для того чтобы обеспечить возможность для зеркальной полировки. Далее, работа будет затруднена, если посадочное место вырезано слишком глубоко. В таком случае корнеры придется делать из металла, лежащего глубоко под поверхностью. Проблема здесь в том, что болтшти-хель, который используется для постановки корнеров, придется вводить в металл под большим углом. Скорее всего, от кончика штихеля при этом будут откалываться мелкие кусочки и будут
ВЫРЕЗАНИЕ ПОСАДОЧНЫХ МЕСТ
85
оставаться в глубине металла позади оснований корнеров. Трудность еще и в том, что тяжело будет прикатать корнеры вплотную к бриллианту. В результате мы получим шатающийся камень и/ или корнеры, которые сильно выступают наружу и цепляются за одежду.
С другой стороны, гнездо может оказаться прорезанным недостаточно глубоко. Когда такое случается, бриллиант оказывается слишком высоко. Существует много проблем, связанных с корнеровой закрепкой в такой ситуации: тяжело поставить корнеры из металла так, чтобы они достигли достаточного размера. Прежде всего, не существует такого места, с которого корнер можно легко нагнуть на бриллиант. Во-вторых, и это связано с первой причиной, если корнер подходящего размера попытаться все-таки поставить, скорее всего, он вытолкнет бриллиант из оправы, либо вызовет скол бриллианта при попытке поджать его; другая проблема состоит в том, что металл, окружающий высоко сидящий камень, невозможно отгравировать на такую глубину, чтобы подрезка показала бриллиант в наиболее выгодном свете. В результате, если посадочное место сделано недостаточно глубоким, бриллиант на пластине будет сидеть слишком высоко. Это проявится в недостаточном количестве доступного для надлежащей корнеровой закрепки металла.
Лучшая оценка того, насколько глубоко следует делать посадочное место при корнеровой закрепке бриллиантов, проистекает из опыта, но существуют некоторые основополагающие моменты, которыми следует руководствоваться. Глубина посадочного места непосредственно зависит от размера закрепляемого бриллианта. К примеру, мелкие бриллианты вплоть до 0,3 карат при корнеровой закрепке должны быть утоплены настолько, чтобы их площадка оказалась заподлицо с пластиной. Такая глубина обычно обеспечивает достаточное количество металла для наваливания на камень и достаточно крутой угол наклона глянцевой подрезки. Бриллианту весом в 1 карат для надежности закрепки требуются корнеры большего размера и предпочтительна более широкая полоса глянцевой подрезки. Такой бриллиант следует сажать глубже, но не настолько глубоко, чтобы на него пришлось наваливать слишком много металла. В среднем, коронка однокаратного бриллианта должна быть утоплена в металл
86 ВЫРЕЗАНИЕ ПОСАДОЧНЫХ МЕСТ
на половину своей высоты. Вообще, глубина посадочного места возрастает незначительно при значительном увеличении размера бриллианта (Рис. 2-19). Эта зависимость связана с той долей высоты коронки бриллианта, которая заглубляется в металл.
![]()
Рис. 2-19. Показано, что глубина посадочного места возрастает лишь слегка при существенном росте размера бриллиантов.
ВЫБОР ПОСАДОЧНОЙ ФРЕЗЫ ПОДХОДЯЩЕГО ДИАМЕТРА
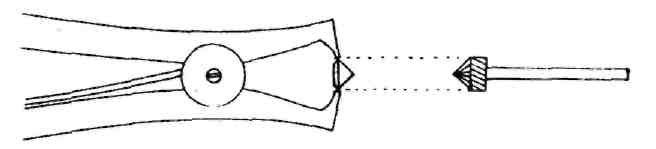
Рис. 2-20. Измерение диаметра бриллианта для нахождения фрезы нужного размера.
Еще одна проблема, с которой сталкивается закрепщик - это поиск посадочной фрезы для резки гнезда под бриллиант. Размер нужной фрезы определить легко - достаточно толщиномером измерить диаметр устанавливаемого бриллианта (Рис. 2-20). Когда результат этого измерения переносится на различные фрезы, часто возникает ощущение, что нужная фреза в наборе отсутствует. Никогда не совершайте ошибку, останавливая свой выбор на фрезе, которая лишь немного превышает в диаметре устанавливаемый камень. Поставленный неплотно в самом начале процедуры камень может наклониться при постановке корнеров. К тому же, на финишную глянцевую доводку неблагоприятно повлияет зазор между металлом, окружающим бриллиант, и его рундистом. Для того чтобы должным образом поставить бриллиант в корне-ровую закрепку, он должен плотно сидеть в своем посадочном месте. Трудность в том, что производители инструмента не выпускают фрез всех необходимых размеров. Некоторые из наиболее приличных наборов фрез имеют лишь 26 различных диаметров
ВЫРЕЗАНИЕ ПОСАДОЧНЫХ МЕСТ 87
для камней от 0,01 до 1 карата. Разница между фрезами соседних диаметров достигает 0,9 мм. В этот промежуток могут попасть несколько из закрепляемых бриллиантов.
Чтобы преодолеть проблемы, связанные с поиском фрезы подходящего размера, многие закрепщики полагаются на скопившийся годами набор новых и бывших в употреблении фрез. Предположим, что предстоит закрепить бриллиант массой 0,05 карата и диаметром 2 мм. Новая фреза №6 имеет диаметр 1,9 мм, а фреза №7 - 2,1 мм. Промежуточных размеров не существует. При работе любой из имеющихся фрез, мы получим либо слишком большое, либо слишком маленькое гнездо. Однако, бывшая в длительном употреблении фреза №7, может оказаться изношенной на 0,1 мм -до 2 мм в диаметре. Изношенная фреза режет не столь хорошо, как новая, но если она не загублена окончательно, ею все же можно вырезать посадочное место. Другое часто встречающееся решение этой проблемы заключается в том, чтобы работать сначала фрезой из быстрорежущей стали, которая наиболее близка по диаметру устанавливаемого камня, но не превышает этот диаметр. Затем используется другой тип фрезы, например, подрезная фреза, диаметром в точности равная бриллианту, и ею снимается лишний металл из посадочного места. Любой из этих методов основан на имеющемся в наличии большом наборе фрез. Опытные закрепщики часто располагают сотнями фрез. Этот факт сам по себе должен вдохновить новичка поступать точно так же.
Посадочная фреза из быстрорежущей стали подходит для выборки посадочного места при корнеровой закрепке бриллиантов благодаря своей износостойкости, режущей способности и форме посадочного места, которая получается при ее использовании. Посадочное место, прорезанное посадочной фрезой из быстрорежущей стали, соответствует по углу наклона павильона бриллианта круглой огранки, а рез от вертекса посадочного места до поверхности пластины вертикален (Рис. 2-21). Такое сечение фрезы наиболее предпочтительно для корнеровой закрепки, так как корнеры, крепящие бриллиант, можно разместить симметрично. Другие типы фрез, которые не дают вертикального участка от вертекса посадочного места до поверхности пластины, не всегда столь эффективны при корнеровой закрепке. Если, к примеру, работать лишь фрезой с углом 90°, временами это может оказаться
88 ВЫРЕЗАНИЕ ПОСАДОЧНЫХ МЕСТ
эффективным, но слишком часто будет проявляться тенденция к подрезке металла. Тогда из-за частичного перекрывания бриллианта металлом трудно будет оценить истинное расстояние между другими камнями прежде, чем срезать излишки металла. К тому же, придется менять способ постановки корнеров вокруг бриллианта. Так происходит потому, что имеется нависающий над бриллиантом с одной стороны металл. В итоге скажем, что для корнеровой закрепки рекомендуется посадочная фреза из быстрорежущей стали, так как бриллиант с меньшей вероятностью будет смещаться в гнезде или будет установлен неровно, а финишная обработка при использовании такой фрезы более качественная.

Рис 2-21. Показано посадочное место, вырезанное посадочной фрезой
из быстрорежущей стали после рассверливания отверстия на конус;
гнездо отвечает форме круглого бриллианта.
Существуют ситуации, когда применение при корнеровой закрепке посадочной фрезы из быстрорежущей стали нецелесообразно. Наиболее часто это встречается, когда крепятся некоторые камни массой менее 0,02 карата. Шаг диаметров посадочной фрезы здесь таков, что фреза наиболее близкая по диаметру к камню даст даже 18-ти процентное отклонение от его размера. В таком случае, какой бы тип фрезы не был доступен для выборки посадочного места, его придется использовать, лишь бы бриллиант сидел плотно. В такой ситуации гораздо лучше пожертвовать совершенством оформления посадочного места ради гнезда лю-
ВЫРЕЗАНИЕ ПОСАДОЧНЫХ МЕСТ 89
бой формы, но обеспечивающего плотную посадку бриллианта. Старайтесь избегать применения в качестве последнего средства расфрезеровывания посадочной фрезой гнезда круговыми движениями вдоль стенок для увеличения диаметра посадочного места. Здесь возникает риск получения неровного посадочного места. Упомянутый выше метод применения фрез другой формы, имея в качестве исходного материала посадочное место, вырезанное посадочной фрезой максимально возможного диаметра, следует применять в таких случаях при корнеровой закрепке, когда только это возможно.
ВЫРЕЗАНИЕ ПОСАДОЧНОГО МЕСТА В ТОНКОЙ ПЛАСТИНЕ
Здесь уместно упомянуть особый случай, касающийся про-резания посадочных мест в тонкой пластине. Обычно пластина для корнеровой закрепки бриллиантов должна иметь толщину, по меньшей мере, 0,25 мм. Любая пластина меньшей толщины не даст возможности поднять сколько-нибудь солидный корнер; болтштихель при этом либо проткнет металл насквозь, либо оправа будет разрушена. Чтобы преодолеть подобные трудности, а возникают они при работе с медальонами и часовыми корпусами, следует отступать от нормальной процедуры. Прежде всего, следует применять вместо острой посадочной фрезы затупленную. Затупленная фреза будет не столько резать металл, сколько вдавливать его, образуя углубление, служащее посадочным местом. Здесь металл не удаляется, его смещают. Как только бриллиант установлен, очень острым флахштихелем с краев посадочного места отделяются стружки, которые прижимаются к бриллианту для его фиксации. Предпочтительнее работать так, нежели ставить корнеры болтштихелем. Такой метод ни в коем случае нельзя применять в идеальных условиях в качестве основного, но в некоторых отдельно взятых случаях при работе на заказ это хороший выход.
6
Установка бриллиантов
Установка бриллианта на этой стадии - последний подготовительный этап перед его фиксацией. Установка - это очистка посадочного места и бриллианта и вставка бриллианта именно в то посадочное место, которое было вырезано под него. Мы подчеркиваем здесь: именно посадочное место под данный конкретный бриллиант, так как в ту же самую пластину можно вставить и другие бриллианты. Иногда требуется внести некоторые коррективы: подрезать посадочное место чуть глубже. Такое часто происходит тогда, когда облой, сформировавшийся при резке посадочного места, о чем уже говорилось выше, вводит мастера в заблуждение относительно истинной глубины посадочного места. Если посадочное место приходится доделывать, будьте осторожны. Убирать нужно лишь небольшое количество металла, поэтому попытайтесь обойтись без применения смазочных жидкостей, если это возможно. Установленный в посадочное место бриллиант, если все сделано правильно, должен стоять ровно, повторяя контур пластины; грязь и опилки должны быть удалены; бриллиант должен сидеть достаточно глубоко, чтобы можно было поставить корнеры.
Перед окончательной постановкой бриллиантов камни и посадочные места следует очистить. Для этого есть три причины. Во-первых, чтобы ничто не мешало безупречному ходу работы, необходима возможность постоянного визуального контроля. Например, качество прижима корнеров к бриллианту может оказаться не поддающимся контролю, если воск или другие загрязнения загораживают поле зрения. Предположим, что при постановке корнера приложено слишком большое давление. Результатом этого может быть возникновение наклона бриллианта, а это может ускользнуть от внимания, и необходимые коррективы, которые следует внести немедленно, не будут внесены. Либо же корнер просто не дойдет до бриллианта. Вторая причина необходимости очистки - то, что загрязнения могут быть навсегда замуро-
90
УСТАНОВКА БРИЛЛИАНТОВ 91
ваны между камнем и металлом. После того как бриллиант зафиксирован, часто трудно, если вообще возможно, удалить грязь, не вынимая бриллианта. И, наконец, грязь на бриллианте или в посадочных местах может сказаться на качестве закрепки. Грязь может просто помешать бриллианту встать в посадочном месте ровно или плотно. Любая помеха, оказавшаяся между бриллиантом и металлом, независимо от ее размера, сделает невозможной идеальную установку камня. Так как совершенство - это цель истинного мастерства, позволять каким-то второстепенным факторам мешать работе - значит отвергать эту цель.
ОЧИСТКА ПОСАДОЧНОГО МЕСТА
Среди загрязнений, которые приходится убирать из посадочного места, встречаются заусенцы металла, стружки, опилки и оставшаяся на оправе смазочная жидкость. Сюда же следует отнести и другие микрообъекты, которые могли попасть в гнездо при его резке и позже. Металлический облой, вырастающий по краю посадочного места появляется при использовании тупых фрез. Этот облой часто выдается над поверхностью металла и влияет на оценку ситуации при установке камня и постановке корнеров (См. Рис. 3-42 на стр. 141). Этот облой легко устраняется опиливанием пластины баретным надфилем. При этом работайте с небольшим нажимом, достаточным лишь для того, чтобы убрать неровности. В тех местах, которые недоступны для надфиля, работайте флахштихелем, снимая им облой. Затем следует ввести в посадочное место ту самую фрезу, которой оно было прорезано, и на мгновение привести ее во вращение. Это можно сделать и вручную. Если вы работаете бормашиной, не позволяйте фрезе врезаться глубже. Непродолжительного вращения фрезы будет достаточно, чтобы снять облой, все еще оставшийся на выходе, и который мог быть не срезан, а вдавлен внутрь гнезда.
После опиливания и срезания облоя с поверхности пластины внутрь посадочного места попадет еще какое-то количество частиц металла. Эти опилки и стружки вместе с другими загрязнениями можно удалить, обметая оправу небольшой жесткой кисточкой резкими движениями. Для этой цели идеально подходит специально зарезервированная для этого зубная щетка. Если воз-
92
УСТАНОВКА БРИЛЛИАНТОВ
можно, может оказаться целесообразным обработать ювелирное изделие целиком в ультразвуковой мойке, это обеспечит качественную чистку.
ОЧИСТКА БРИЛЛИАНТОВ
Чистый бриллиант настолько же важен, как и чистая оправа. Чтобы обеспечить качественную установку камня, все посторонние частицы должны быть удалены так же и с бриллианта. При вырезании посадочного места бриллиант неоднократно примеряется к нему. Каждый раз камень вступает в соприкосновение со свежеобработанным металлом и может загрязниться опилками и прочим мусором. Также бриллиант часто укладывается на воск на протяжении всей работы. Даже если закрепщик не пользуется воском, весьма необычно, если работа протекает на стерильном рабочем месте. Невозможно перечислить все виды загрязнений, которые могут пристать к бриллианту из поддона для опилок или с поверхности верстака.
Иногда грязь на бриллианте можно увидеть глазами, но это далеко не всегда так. Можно осмотреть бриллиант в сильную лупу, но менее хлопотно просто очистить его. Один из способов быстрой и простой чистки - покатать его по влажной ткани: для этого расстелите кусочек ткани на плоской поверхности (на фина-геле или на подлокотнике). Затем пальцем прижмите бриллиант к ткани. Водите пальцем взад-вперед, и в какой-то момент, при ослаблении давления на палец, бриллиант начнет перекатываться под ним. Самого бриллианта не будет видно, но вы сможете почувствовать, как он перекатывается по ткани. Самая упорная и трудноподдающаяся удалению грязь находится на камнях из бывших в употреблении изделий заказчиков, так как копилась она там, буквально, веками. Особо упрямые загрязнения при необходимости можно снять, соскребая их штихелем, если это необходимо. После этого нанесите на салфетку спирт или другой растворитель и вновь покатайте по нему бриллиант. Когда вы имеете дело с бриллиантами заказчика, бывшими в употреблении, лучше всего изделие, в котором это бриллианты были установлены, обработать в ультразвуковой ванне или прокипятить, прежде чем раскреплять камни.
УСТАНОВКА БРИЛЛИАНТОВ
93
УСТАНОВКА БРИЛЛИАНТОВ
«Установить бриллиант в посадочное место» - иногда проще сказать, чем сделать. Уж если бриллиант должен сидеть плотно, тогда его придется прямо, без перекоса вдавливать в гнездо. Для этой цели идеально подходит небольшая плоская деревянная палочка. Часто используется металлический стерженек, например, хвостовик стандартной фрезы, плоско запиленный на конце, но тут возникает вероятность приложения излишних усилий при вдавливании бриллианта. В конце концов, эта привычка приводит к сколам на камнях. Некоторые закрепщики предпочитают работать стержнем из более мягкого металла: меди, латуни или серебра. С другой стороны, использование деревянной палочки волей-неволей ограничивает давление, которое можно приложить к камню, тем самым гарантируя его сохранность.
При манипуляциях с бриллиантами, некоторые новички используют пинцет, но опыт учит, что пинцетом работать неудобно. Легче манипулировать бриллиантами с помощью пчелиного воска: это обеспечивает более надежный контроль. При использовании воска, старайтесь касаться исключительно площадок бриллиантов. Заострив небольшое количество воска на конус и прикасаясь к бриллианту лишь восковым острием, вы уменьшаете необходимость повторной очистки бриллиантов.
Еще одна задержка в работе может возникнуть из-за того, что бриллиант устанавливается в посадочное место плотно, но с перекосом. Трудность здесь в том, чтобы извлечь бриллиант из посадочного места для доработки последнего или для того, чтобы попытаться вставить его вновь, но уже прямо. Пчелиный воск обычно не настолько сильно прилипает к бриллианту, чтобы извлечь его таким образом. Единственный логический выход - вытолкнуть бриллиант с обратной стороны. Для этого используйте плоский кончик небольшого спирального сверла, иглу циркуля или другой подобный инструмент. Введите инструмент в отверстие и вытолкните бриллиант. Затем можно сделать исправления и вновь поставить бриллиант на место.
Может понадобиться несколько попыток, чтобы установить бриллиант и должным образом доработать посадочное место. Бриллиант должен сидеть плотно, даже пока он не закреплен
94 УСТАНОВКА БРИЛЛИАНТОВ
корнерами. Чтобы избежать в дальнейшем проблем, не успокаивайтесь, пока бриллиант не будет установлен согласно приведенным здесь рекомендациям. Усилия, потраченные на скрупулезное соблюдение правил установки, с лихвой окупятся в дальнейшем экономией времени и отсутствием осложнений. На этом этапе у вас есть последний шанс сделать какие-то доработки посадочных мест, прежде чем бриллианты будут окончательно зафиксированы.
7
Фиксация бриллиантов
Термин «корнеровая закрепка» подразумевает, что бриллианты крепятся с помощью корнеров. Эти корнеры формируются из толстых стружек, которые поднимаются по окружности установленного бриллианта. Для этой цели используется болтшти-хель. Воткнув кончик штихеля рядом с камнем под небольшим углом в металл и продвигая его по направлению к бриллианту, мы получим толстую стружку (корнер), поднятую из металла. Все корнеры , необходимые для фиксации бриллианта, вначале формируются лишь частично. Затем болтштихель вновь устанавливают в те же места. На этот раз штихель наклоняют для того, чтобы поднятые стружки еще больше отделились от пластины и навалились на камень. Этот процесс называется «постановка корнеров». В дальнейшем эти стружки закругляются корнайзеном и уже с полным правом именуются корнерами. Подготовка штихеля к этой операции требует заметного количества его прецизионной механической обработки (См. «Придание формы штихелям», стр. 45 и «Заточка штихелей», стр. 48). По причинам, о которых мы еще будем говорить, ему придают совершенно специфическую форму и совершенно специфическим образом затачивают. После того как это сделано, поговорим о частностях, касающихся работы болтштихелем при постановке безупречных корнеров.
ПОСТАНОВКА КОРНЕРОВ
Для постановки корнеров кончик болтштихеля сначала ставят на металл в полумиллиметре - миллиметре от камня в зависимости от его размера. Корнеры для бриллианта в 0,01 карата должны начинаться в 0,5 мм от рундиста. Более крупные камни требуют корнеров большего размера, так что место ввода штихеля в металл тем дальше от камня, чем тот крупнее. К примеру, для 1-каратного бриллианта корнеры режутся, начиная с расстояния 1 мм от рундиста. Мелкие бриллианты в 0,01 карата нуждаются в небольших корнерах, которые можно поставить штихелем №51.
95
ФИКСАЦИЯ БРИЛЛИАНТОВ
Напротив, болтштихели №52 или №53 используются для формирования более крупных корнеров для более крупных камней.
При стандартной работе штихель для постановки корнеров вначале вводится в металл под углом 30° по направлению к рун-дисту бриллианта. Для того чтобы уменьшить усилие, необходимое для введения штихеля в металл, покачивайте штихель из стороны в сторону, используя как ось вращения острие резца. Остановитесь, когда стружка вырастет над поверхностью пластины и слегка поднимется над рундистом (Рис. 2-22). Не протолкните штихель вглубь металла настолько, чтобы он проник внутрь посадочного места. Как только корнер частично готов при таком положении штихеля (угол наклона 30°), его на время оставляют в покое. Далее аналогичным образом режется корнер с противоположной стороны бриллианта, а затем прилегающие корнеры. Во время любых продвижений штихеля следует внимательно следить за формированием корнера и за бриллиантом. Рекомендуется периодически осматривать работу в лупу, чтобы не допустить чрезмерного проталкивания корнеров. Если бриллиант подтянуть раньше времени, он может перекоситься в посадочном месте, либо сколоться.

Рис. 2-22. Сдвиг металла при небольшом наклоне штихеля для предварительного поджатия бриллианта.
Второй этап постановки корнеров заключается в окончательной подтяжке бриллианта. К этому моменту бриллиант должен быть «полузакреплен», однако, если он стоит с перекосом, его
ФИКСАЦИЯ БРИЛЛИАНТОВ
97
можно еще выпрямить с минимальными трудностями. Также можно слегка подправить корнеры, если какие-то из них расположены несимметрично относительно бриллианта. Для подтяжки бриллианта вначале вновь поместите кончик штихеля в основание каждого корнера. Плотно зафиксировав кончик штихеля в металле, прижимайте его вниз, одновременно доводя наклон штихеля до угла примерно 80° (Рис. 2-23). (Стружка, поднятая из более мягкого металла, деформируется легче, так что понадобится меньший угол наклона штихеля, скажем, 50°. Напротив, если металл твердый, может понадобиться довести наклон штихеля до 90° или более). Стружка должна еще больше подняться над поверхностью металла и нагнуться над коронкой бриллианта, зафиксировав его. Обработайте таким образом противолежащие корнеры, а затем прилегающие к ним. Такой порядок фиксации помогает предотвратить смещение бриллианта в посадочном месте. Прежде чем переходить следующему корнеру, осмотрите работу в лупу и убедитесь, что корнер плотно прижат к бриллианту.

Рис. 2-23. Показан сдвиг корнера при более крутом положении штихеля для фиксации бриллианта.
ПОСТАНОВКА ОДНОГО КОРНЕРА ДЛЯ ДВУХ БРИЛЛИАНТОВ
Иногда один корнер может участвовать в фиксации двух бриллиантов одновременно. Это случается не так уж редко, однако такой способ чаще обусловлен соображениями дизайна, чем
ФИКСАЦИЯ БРИЛЛИАНТОВ
необходимостью, либо же как альтернатива постановке двух мелких корнеров вместо одного большого. Ситуации, которые могут потребовать именно такого стиля закрепки - это внутренний изгиб криволинейного ряда бриллиантов либо плотно упакованный кластер. Существует два способа постановки таких корнеров: один - поднять корнер на два уже установленных бриллианта, другой - поставить корнер для двух бриллиантов еще до их установки. В последнем случае этот корнер придется подрезать. Какой бы ни был выбран способ для одновременной фиксации двух камней одним корнером, он, вне всякого сомнения, должен служить именно фиксирующим элементом, а не просто украшением.
Чаще применяется метод постановки корнера на уже установленные бриллианты. Предпочтительно ставить большой корнер, так как менее трудно в этом случае обеспечить закрепку двух бриллиантов одновременно. Поскольку этот корнер будет принадлежать обоим камням, в конце концов, применение небольших корнеров может оказаться неэффективным. При постановке «общего» корнера следует сконцентрироваться на точке максимального сближения рундистов. Возможно, придется маневрировать болтштихелем вправо-влево для того, чтобы направить корнер именно туда, где он будет служить для фиксации обоих камней в равной степени. Другие корнеры, крепящие бриллианты должны ставиться тотчас же в уже описанной выше «попеременной» последовательности.
Второй способ использования общего корнера для двух бриллиантов предполагает подрезку этого корнера. В такой ситуации с корнером обращаются, в какой-то степени как с крапаном. Одно из преимуществ - то, что корнер можно закатать еще до постановки бриллиантов. Это довольно затейливая операция, требующая резки достаточно больших конических выемок рядом с корнерами. Затем, часто еще до использования посадочных фрез, корнер подрезается подрезной фрезой из мест расположения обоих бриллиантов, которые предстоит здесь поставить. Для постановки камней их сначала вводят с наклоном в подрезанный корнер, а затем, выравнивая, опускают в посадочные места и крепят
ФИКСАЦИЯ БРИЛЛИАНТОВ
99
другими корнерами.
ЗАКРЕПКА БРИЛЛИАНТОВ МИНИМАЛЬНЫМ
КОЛИЧЕСТВОМ КОРНЕРОВ
Еще одна альтернатива в постановке корнеров - постановка меньшего количества корнеров у каждого бриллианта. Обычно закрепщиков учат, что для закрепки бриллианта в квадратной пластине нужно четыре равномерно расположенных корнера. Когда это возможно, постановка четырех корнеров, конечно, хорошая практика, однако она применима не всегда. К примеру, внутри кластера бриллиантов может оказаться осуществимой постановка лишь трех корнеров на бриллиант из-за ограниченного количества металла для этой операции. Также и в случае постановки бриллианта в треугольную пластину или в пластину клиновидной формы естественным образом напрашивается постановка трех корнеров (или трех пар корнеров). Дальнейшее отклонение от «классики» включает варианты дизайна, требующие лишь пары корнеров для закрепки камня. Это снижает надежность закрепки, однако метод в достаточной степени оправдан, если изначально бриллиант плотно посажен в посадочное место. Постановка минимального количества корнеров на бриллиант кажется упрощением процедуры, но это не всегда так. В той части, что касается постановки корнеров, вероятно, работы действительно меньше. В действительности же больше времени тратится на кропотливый процесс выборки идеального посадочного места, а иногда еще и дизайн требует сложной работы штихелем.
При постановке нескольких бриллиантов в пластину их размещают обычно так, что между ними оказывается достаточно места, и постановка нескольких корнеров для каждого из них не является проблемой. Совершенно другая ситуация - когда бриллианты расположены очень близко. Примером такого расположения служит «паве», когда бриллианты могут быть расположены вплотную рундистами. Однако, несмотря на то, что это так кажется, редко оказывается невозможной постановка нормальных корнеров. При очень близком взаимном расположении камней между ними остается очень мало свободного металла. Может оказаться так, что из крошечного участка металла, расположенного между тремя или четырьмя камнями придется ставить несколько корнеров. Это классическая ситуация для закрепки «паве», так как по-
ФИКСАЦИЯ БРИЛЛИАНТОВ
еле завершения работы видны лишь корнеры и бриллианты.
В обычных обстоятельствах постановка корнера начинается на значительном расстоянии от бриллианта. Однако, как в предыдущем примере закрепки «паве», металла просто недостаточно для того, чтобы начать поднимать корнер болтштихелем с такого расстояния. Металл нужно «расходовать» экономно, если он требуется еще и для корнеров, крепящих другие бриллианты. К тому же, ввести штихель в металл под небольшим углом может оказаться невозможно. Вместо такого подхода процесс постановки корнеров упрощается или укорачивается. Кончик болтштихе-ля вводят в металл ближе к камню для постановки корнера. Бывают случаи, когда кончик болтштихеля просто втыкают в металл рядом с бриллиантом под углом 90° к поверхности. Угол заточки штихеля - 50 или 60° - зависит от силы, которая нужна для наваливания отделяемой стружки металла на бриллиант. Постановка корнеров таким способом - это отклонение от нормы. Мастеру удается с успехом применять эту технику лишь тогда, когда он овладел основными методами постановки корнеров и понял и почувствовал, как фиксируются бриллианты.
Ситуации, когда камни крепятся лишь двумя корнерами, встречаются реже. Обычно это вопрос предварительного планирования и определенных компромиссов с целью получения привлекательного дизайна. В качестве примера закрепки на двух корнерах можно привести закрепку с эффектом веревочки при постановке бриллиантов в ряд (См. Рис. 3-102 на стр. 168). Успех в значительной степени зависит от тщательности подготовки посадочного места и постановки бриллиантов. Обязательное условие - очень плотная установка камня в посадочное место. Бриллиант ни в коем случае не должен смещаться в гнезде. Так как здесь используется лишь два корнера, то их основное предназначение - прижать бриллиант сверху. Посадочное место должно быть безупречно прорезано с тем, чтобы исключить любое смещение бриллианта в стороны. Использование двух-корнеровой закрепки чаще вызвано дизайнерскими соображениями, нежели необходимостью. Дизайн закрепки разрабатывается исходя из возможностей гравировки металла между бриллиантами и положения корнеров.
8
Выборка лишнего металла
После того как бриллиант закреплен с помощью корнеров, весь металл с поверхности пластины, исключая корнеры, либо удаляется, либо гравируется. Цель такой «подрезки» (или «подчистки», как это называют некоторые закрепщики) - выделить бриллианты и корнеры. При этом ярче проявляется их выразительность и подчеркивается тот дизайн закрепки, который изначально имелся в виду. Это процесс, подготавливающий металл к глянцевой подрезке и закатке корнеров. Основная часть металла, начиная с достаточно большой глубины, должна здесь быть скошена изнутри и наружу. В дальнейшем это обеспечит беспроблемную глянцевую подрезку. Предпочтительно, чтобы скос выполнялся под значительным углом, это облегчает зеркальную отделку поверхности. Следовательно, и предварительная выборка металла также должна выполняться под крутым наклоном. (Еще одна причина, по которой бриллиант устанавливается глубоко в металл при корнеровой закрепке - возможность выполнения отчетливой штихельной обработки). Обычно весь металл выравнивается в плоскость от рундиста бриллианта до края пластины, если, конечно, пластина не слишком велика. В таком случае стоит подумать над выполнением двойной глянцевой подрезки. Металл, вплотную примыкающий к корнерам, также удаляют для того, чтобы можно без помех закатать корнеры.
Основную часть грубой работы по удалению металла перед глянцевой подрезкой можно выполнить шпицштихелем № 1. Вся резка выполняется, насколько это возможно, прямолинейным ходом штихеля между основаниями корнеров с огибанием рундиста бриллианта. Так как резу придается наклон, при гравировке работает лишь одна сторона кончика штихеля (Рис. 2-24(В)). Штихель придется наклонить в сторону при резке металла. Чтобы рез не был рваным, поддерживайте форму и заточку штихеля в надлежащем состоянии на протяжении всей работы (См. «Придание формы штихелям», стр. 45 и «Заточка штихелей», стр. 48). К тому же,
101
102 ВЫБОРКА ЛИШНЕГО МЕТАЛЛА


рез выполняйте при пологом положении штихеля, чтобы его кончик не застревал в металле (Рис. 2-24(С)). Работайте короткими сбривающими движениями, удаляя металл до такой степени, чтобы можно было с легкостью резать штихелем на полную длину реза. Шпицштихель должен подготовить металл, задав нужную
Рис. 2-24. Использование шпицштихеля для выборки излишнего
металла.
Прорежьте каждый угол пластины до основания расположенного там корнера.
Наклоняйте штихель при резке ограничивающих фасок.
Режьте с небольшим углом подъема штихеля.
До разумного предела выровняйте металл, подготавливая его для глянцевой подрезки.
ВЫБОРКА ЛИШНЕГО МЕТАЛЛА
103
форму и выровняв его до разумной степени так, чтобы каждый отрезок с минимальными усилиями можно было бы подвергнуть глянцевой подрезке.
Форма пластины и количество закрепленных в ней бриллиантов предопределяют последовательность работы, которой следует придерживаться при выборке металла. Как правило, в начале режется граница между бриллиантами и краем пластины: это задает и подчеркивает дизайн закрепки. Вся последующая гравировка отталкивается от этой ограничивающей линии. К тому же, прорезая в начале граничный поясок, мы снижаем риск срыва штихеля из середины пластины через край при работе во внутренних ее областях. Бывают случаи (они описаны далее), когда такое про-резание сквозь край пластины выполняется сознательно. Однако в подавляющем большинстве случаев металл с края пластины режется с наклоном от края до рундистов камней с огибанием оснований корнеров и повторяя контур пластины. Вот по этой причине и следует тщательно выбирать место расположения корнеров перед их постановкой. Металл между бриллиантами также вынимается, если это осуществимо, и в зависимости от конкретной ситуации. Так как количество возможных вариантов размещения камней велико, методы выборки металла для избранных типов дизайна будут рассмотрены в разделе, посвященном вариантам применения корнеровой закрепки.
9
Оформление корнеров
После того как бриллианты зафиксированы, и окружающий их металл срезан, стружки металла, крепящие бриллианты, оформляются в «бусины». «Оформление корнеров» или «закатка корнеров» - применяемые для этой процедуры термины. Ее нужно выполнять до глянцевой подрезки, в противном случае эту подрезку можно повредить при закатке корнеров. В идеале корнеры должны иметь сферическую форму и, являясь частью пластины, частично перекрывать бриллиант. После окончания этой процедуры мастер, глядя на оправу сверху, должен видеть идеально оформленные бусины металла.
РАБОТА КОРНАЙЗЕНОМ
Корнайзен - наиболее совершенный инструмент для оформления корнеров. Выбирается такой корнайзен, кончик которого подходит к корнеру, подлежащему закатке. Будьте внимательны: если кончик слишком мал, корнер будет просто расплющен. С другой стороны, слишком большой кончик будет перекрывать корнер. Кроме того, что работа таким инструментом неэффективна, слишком большой кончик будет доставать до бриллианта. А это может привести к сколам. Более того, при непосредственном контакте с бриллиантом кончик инструмента повреждается. Располагайте корнайзен с наклоном от коронки камня, чтобы не давить им непосредственно на бриллиант. Непосредственное давление на камень может либо повредить бриллиант, либо привести к преждевременному износу инструмента, либо в результате закатки корнеры получатся уплощенными.
Наиболее популярны два способа работы корнайзеном. Первый - это обычный прием закатки корнайзеном, вставленным в рукоятку. При этом корнайзен удерживается между большим и указательным пальцами. Рукоятка упирается в ладонь, а углубление на кончике инструмента можно вращать по корнеру движениям запястья. Одновременно корнайзеном вращательными
104
ОФОРМЛЕНИЕ КОРНЕРОВ 105
движениями «окатывают» корнер со всех сторон, прижимая его к бриллианту.
Второй метод работы корнайзеном для формирования корнеров - зажать его в наконечник бормашины (См. Рис. 3-113 на стр. 174). При этом, кроме окатывающих движений вокруг корнера, инструмент еще и автоматически вращается вокруг своей оси. При работе этим способом бормашина должна быть настроена на очень низкие обороты, и контакт с корнером осуществляется на очень короткое время. К тому же для эффективной работы этим способом хвостовик корнайзена должен быть прямым и отцентрированным в наконечнике. В противном случае неизбежны биения, и должной работы от него не добиться.

Рис. 2-25. Работа корнайзеном при закатке корнеров.
Для центровки корнайзена в наконечнике, вначале возьмите его поплотнее между указательным и большим пальцами. Хвостовик инструмента должен находиться в патроне наконечника, а кончик его должен быть виден. Потом, глядя прямо на выемку в кончике корнайзена и удерживая наконечник бормашины в другой руке, задайте мотору малые обороты. Постепенно прижимайте зубья патрона большим пальцем той руки, что удерживает наконечник до тех пор, пока хвостовик не будет захвачен патроном. На мгновение отпускайте захват корнайзена, глядя на чашечку на его конце, до тех пор, пока она не будет вращаться без биений. В этом положении можно окончательно подтянуть кулачки патрона ключом.
106
ОФОРМЛЕНИЕ КОРНЕРОВ
АЛЬТЕРНАТИВНЫЕ СПОСОБЫ ЗАКАТЫВАНИЯ КОРНЕРОВ
Корнайзен - не единственный инструмент для оформления корнеров. Один из альтернативных методов - как бы «соскреба-ние» металла с корнера кончиком болтштихеля. Это не слишком распространено и применяется не часто, но в некоторых ситуациях может оказаться полезным. К примеру, иногда кластеры бриллиантов устанавливают в необычно твердый металл. Может оказаться затруднительно использовать корнайзен, если металл недостаточно пластичен. Корнайзены не режут металл, они его лишь сминают. Можно придать форму корнеру полостной фрезой, но ею нужно пользоваться очень осторожно, и это не должно стать привычкой. Рекомендуется обращаться к альтернативным способам при выполнении любых операций по корнеровой закрепке бриллиантов, если это необходимо. Однако эти «страховочные методики» следует приберегать для особых случаев и тогда, когда недостатки, связанные с их применением, не влияют на нормальное течение процедуры закрепки. Использование болт-штихеля для оформления корнеров часто помогает в тех случаях, когда применение корнайзена не приносит результата. Такое бывает из-за слишком твердого металла или при таком расположении бриллиантов, когда корнайзен не может быть нормально помещен на корнер. Для того чтобы с помощью болтштихеля за-гладить стружки, крепящие бриллиант, проведите задней гранью штихеля по корнеру и площадке бриллианта длинными, оглаживающими движениями. Если не прикладывать усилий, бриллиант не сколется. Не скребите слишком сильно еще и потому, что так можно закруглить только самые кончики корнеров. Если перестараться, корнеры скорее станут плоскими, нежели скруглятся. Секрет успеха в том, чтобы не давить сильно, обрабатывать корнеры во всех направлениях и остановиться еще до того, как корнеры начнут становиться плоскими.
Полостные фрезы придуманы для того, чтобы скруглять кончики крапанов, но их можно применить и для скругления нескольких корнеров в тех случаях, когда другие способы не работают. Особенно они полезны при обработке крупных корнеров, крепящих центральные бриллианты. Нельзя использовать для этой цели новую фрезу, так как у нее слишком глубокая чашечка,
ОФОРМЛЕНИЕ КОРНЕРОВ 107
и она слишком остра, что может испортить всю картину корнеровой закрепки. Однако изношенную фрезу, на кончике которой еще сохранилось какое-то углубление, можно использовать для скругления корнеров. Для этого при вращении фрезы в наконечнике бормашины внешняя боковая сторона ее кончика спиливается под небольшим углом на оселке. Фреза быстро изнашивается при контакте с бриллиантами в процессе работы, и ею невозможно скруглить большое количество корнеров одинакового размера, но все же недолго ее можно использовать. Полостные фрезы, в противоположность корнайзенам, не поддаются реставрации, так как сталь, из которых они изготовлены, требует специфической термообработки. К тому же, они более дорогие, и, как только на их кончике исчезает всякий намек на углубление, они становятся бесполезны, поэтому их использование для формования корнеров должно ограничиваться лишь особыми ситуациями.
10
Глянцевая подрезка металла
Гравированный вокруг бриллиантов металл подвергается глянцевой подрезке, чтобы усилить оптические характеристики камней. В идеале скошенные участки металла должны выглядеть, как сверкающие грани, подчеркивающие сверкание бриллиантов. Это предполагает настолько гладкую поверхность, что полировка должна сводиться лишь к легкой обработке на круге. Традиционный и до сих пор наиболее часто применяемый способ получения зеркальной поверхности - использования флахштихеля с заполированным кончиком. Подготовка такого флахштихеля и мастерское владение им - это отдельное умение, позаимствованное у мастеров ручной гравировки. Часто закрепщики мучаются от безуспешных попыток получить такую безупречную отделку, какую бы им хотелось. Иногда в процессе неоднократной прорезки металла на каком-то участке с целью получения зеркального реза, закрепщик в конце концов снимает слишком много металла. Результатом этого является то, что вся проделанная до этой заключительной стадии работа оказывается загубленной, так как металл, окружающий бриллианты, выглядит искореженным. Так как зеркальная подрезка является столь важной частью корнеровой закрепки и одновременно источником столь сильных разочарований, далее вся оставшаяся часть настоящей главы будет посвящена глубокому рассмотрению этого вопроса.
Сначала о флахштихеле: он должен быть изготовлен из высококачественной быстрорежущей стали. Высокая цена инструмента компенсируется меньшими затратами времени на заточку, меньшими затратами труда при резке, более стабильным качеством работы. Штихели из других видов инструментальной стали редко способны сделать хотя бы единственный рез, не затупившись при этом. Это влияет на качество глянцевой подрезки, так как в конечном итоге каждый участок металла должен быть прорезан за один непрерывный проход штихеля. Этот рез должен быть равномерно гладким. Если лишь половина реза получилась зеркальной, придется весь участок резать заново. Именно в этот
108
ГЛЯНЦЕВАЯ ПОДРЕЗКА МЕТАЛЛА
109
момент новички упорно стремятся улучшить качество реза, прорезая участок вновь и вновь, пока металл не будет окончательно искажен. Штихель из быстрорежущей стали позволяет резать дольше, не нуждаясь при этом в правке. По меньшей мере, один проход штихеля с равномерной зеркальной поверхностью реза гарантирован.
![]()
Рис. 2-26. Флахштихель из быстрорежущей стали, заточенный для целей глянцевой подрезки.
Рис.
2-27. Заточка флахштихеля под углом
50-60°.
110 ГЛЯНЦЕВАЯ ПОДРЕЗКА МЕТАЛЛА
ПОЛИРОВКА КОНЧИКА ФЛАХШТИХЕЛЯ
После заточки флахштихеля (См. «Заточка штихелей», стр. 48) его кончик заполировывается. Успех выполнения этой операции напрямую связан со способностью штихеля производить глянцевую подрезку металла, окружающего бриллиант. В идеале, этот металл должен быть прорезан под наклоном, рез должен быть плоским, ровным и блестеть, как зеркало, подчеркивая очарование бриллианта. Существует много способов полировки кончика штихеля, сюда входят полировальная бумага, твердый тонкий оселок и идеально выровненная закаленная стальная пластина. У каждого способа есть свои преимущества и недостатки, и ни один из них не бесспорен. Однако мастер должен овладеть, по меньшей мере, одним из этих способов для того, чтобы быть в состоянии завершить большинство из существующих процедур корнеровой закрепки. Для глянцевой подрезки отполированным должен быть лишь отрезок кончика штихеля в 0,25 мм. Другой фактор, который нельзя упускать из вида - необходимость сохранения острой и прямолинейной режущей кромки.
Использование полировальной бумаги - один из наиболее распространенных способов полировки кончика флахштихеля. Полировальная бумага, предпочтительно зернистости 4/0, помещается на стекло или другую ровную поверхность, чтобы уменьшить вероятность скругления кончика штихеля. Штихелем протягивают по ней примерно 4 см, держа его почти параллельно поверхности рукояткой в направлении движения. Эту операцию следует проделать 2-3 раза; главное - не перестараться. Чрезмерное усердие при полировке приведет к затуплению режущей кромки. Одно из преимуществ использования полировальной бумаги - то, что никаких особых навыков не требуется. Недостаток этого метода в том, что всегда есть опасность скруглить кончик штихеля, что приведет к не совсем плоской в той или иной степени поверхности.
Другой метод полировки кончика флахштихеля - использование мелкозернистого оселка. Твердый белый или рубиновый «Арканзас» небольшого размера идеально подходит для этой цели. Брусок плотно прижимают одной рукой к финагелю, в то время как другая рука прижимает кончик штихеля к камню под
ГЛЯНЦЕВАЯ ПОДРЕЗКА МЕТАЛЛА 111
углом к направлению движения (Рис. 2-28). Для этого захватите боковые поверхности клинка штихеля между большим и указательным пальцами на удобном расстоянии от кончика так, чтобы исключить его заваливание в стороны. Плотно прижмите заднюю грань к камню и на 1-2° приподнимите рукоятку так, чтобы полировался лишь самый кончик, и угол заточки штихеля почти не менялся бы при этой процедуре. Затем короткими равномерными движениями на участке около 2,5 см энергично проведите штихелем по бруску 4-5 раз взад-вперед. Если работать более размашистыми движениями, возрастает возможность скругления кончика. Не снижайте нажим на камень при перемене направления движения. Потеря ритма чревата появлением наклона штихеля, что приведет к неравномерной полировке кончика. Этот метод полировки кончика штихеля наиболее трудно освоить в совершенстве, но как только появится необходимый навык, результаты обычно становятся весьма удовлетворительными.

Рис. 2-28. Полировка кончика штихеля на мелкозернистом камне с углом наклона клинка 1-2°.
Третий метод подготовки флахштихеля к глянцевой подрезке - заглаживание кончика. Это вполне разумный и эффективный метод, обеспечивающий сходный с предыдущими результат и подразумевающий использование закаленного стального бруска. Поверхность стали должна быть доведена до зеркальной полировки. Используют этот брусок аналогично «Арканзасу» за од-
112 ГЛЯНЦЕВАЯ ПОДРЕЗКА МЕТАЛЛА
ним исключением: так как полированная поверхность стали не оказывает абразивного воздействия на штихель, а возможно лишь выглаживание, кончик штихеля необходимо проводить по ней несколько раз. Очевидно, что необходим дополнительный контроль за положением штихеля на протяжении более продолжительного промежутка времени. Понятно, что возрастает и опасность скру-гления кончика. К тому же, поскольку на операцию затрачивается больше времени; она менее эффективна.
У каждого из описанных методов полировки кончика штихеля есть свои достоинства и недостатки. Каждый мастер должен прийти к определенному компромиссу между эффективностью и экономностью, присущей каждому методу. Также определяющими факторами выбора будут стиль и возможности закрепщика. Как и для любого отточенного навыка, необходимы практика и опыт для его освоения. Как только будет приобретен стойкий навык полировки кончика штихеля, глянцевая подрезка будет даваться легче и перестанет восприниматься как пугающая и трудновыполнимая работа.
ГЛЯНЦЕВАЯ ПОДРЕЗКА
Глянцевая подрезка металла, окружающего бриллиант - весьма тонкая работа. Основную часть работы, требующую значительных усилий, можно устранить еще до этой стадии при предварительной выборке металла шпицштихелем, и правильно подготовив флахштихель для глянцевой подрезки. Этому стоит уделить особое внимание с тем, чтобы для глянцевой подрезки понадобилось бы лишь легкое снятие стружки флахштихелем. Если на флахштихель возложить работу не только по глянцевой подрезке, но и по удалению основной массы металла для выравнивания его, кончик штихеля, наверняка, утратит полировку. Слишком часто при глянцевой подрезке основное внимание уделяется собственно ей, а о предварительной обработке, которая столь существенно облегчает работу, просто забывают.
Кончик флахштихеля сохраняет полировку всего лишь на два-три прохода по металлу, после чего его нужно вновь заправлять и заполировывать. Эта неспособность кончика флахштихеля работать без перерывов на постоянную заточку и полировку -основной источник недовольства мастера. Если пренебрегать
ГЛЯНЦЕВАЯ ПОДРЕЗКА МЕТАЛЛА 113
постоянным уходом за инструментом, рез будет недостаточно качественным. Проблем, связанных с глянцевой подрезкой, можно избежать лишь тогда, когда закрепщик следит за инструментом и позволяет штихелю работать самому. В тот момент, когда штихель перестает должным образом работать, его нужно привести в порядок, а не пытаться заставлять его резать «через силу».

Рис. 2-29. Использование флахштихеля для срезания металла при его малом наклоне к поверхности, составляющем примерно 3°.

Рис. 2-30. Глянцевая подрезка металла флахштихелем.
Принимая все это во внимание, начинайте глянцевую подрезку легкими короткими сбривающими движениями по металлу. Это нужно делать таким образом, чтобы постепенно снять все выступы на поверхности, и так до тех пор, пока металл не выровняется (Рис. 2-29). Все время держите штихель под небольшим углом около 3° по отношению к поверхности пластины. Если поднять рукоятку штихеля выше, он будет не «сбривать» металл, а скорее ковырять его. Флахштихель придется время от времени затачивать, а после каждой заточки заново полировать кончик. Для того чтобы добраться до труднодоступных мест, возможно, придется менять направление реза. При глянцевой подрезке некоторых мягких сплавов плавное движение штихеля может обеспечить капелька масла. В конечном итоге, каждый отрезок металла должен быть прорезан за единственный проход штихеля.
114 ГЛЯНЦЕВАЯ ПОДРЕЗКА МЕТАЛЛА
МЕТОДЫ, АЛЬТЕРНАТИВНЫЕ ГЛЯНЦЕВОЙ ПОДРЕЗКЕ
Существуют альтернативные глянцевой подрезке способы с использованием не флахштихеля, а других инструментов. Их можно использовать в особых ситуациях, тогда как флахштихель универсален. До сих пор резка и «сбривание» были единственными рассмотренными средствами для придания металлу формы. Закрепщик не должен быть привязан лишь к традиционным методам особенно в таких сложных ситуациях, как глянцевая подрезка. Другие методы, дающие сходные результаты - это опиливание, работа гладилками, пемзовым кругом и это далеко не все. При определенных обстоятельствах эти альтернативные методы могут применяться для упрощения работы при глянцевой подрезке, а могут быть использованы в сочетании с флахштихелем.
Опиливание - это один из способов получения гладкой поверхности на металле, опоясывающем бриллиант. К примеру, треугольный игольчатый надфиль с тонкой насечкой можно применить для достаточно качественного выравнивания прямолинейных участков, скажем, вдоль линейки бриллиантов (Рис. 2-31). Порядочно изношенный игольчатый надфиль №6 идеально для этого подходит. От надфиля не следует ожидать, что он с легкостью снимет большой объем металла, хотя это было бы хорошо. Одна из проблем, возникающая при его использовании и требующая решения, заключается в том, что при опиливании под постоянным наклоном основание стенки возле рундистов бриллиантов становится скругленным или носит следы грубой обработки. Так происходит из-за того, что у изношенных надфилей кромки работают неэффективно. А если бы кромки эти были острыми, опиливанию подверглись бы и корнеры. Не отчаивайтесь: металл можно доработать позже шпицштихелем или срезать флахштихелем.
Другой альтернативный глянцевой подрезке метод - обработка гладилкой. Особая ситуация, когда этот способ можно применять - короткие искривленные участки металла. Прямым флахштихелем выполнять глянцевую подрезку на уклоне металла с малым радиусом изгиба затруднительно. В таких случаях рез имеет тенденцию становиться ступенчатым. Более результативна здесь работа с использованием обычного хвостовика инструмента для бормашины диаметром 2,35 мм, заточенного на конце
ГЛЯНЦЕВАЯ
ПОДРЕЗКА МЕТАЛЛА 115
Рис. 2-31. Опиливание с помощью трехгранного надфиля с мелкой насечкой для выравнивания металла как альтернатива глянцевой
подрезке.
так, чтобы им можно было выглаживать металл. Лучше для этого использовать полостную фрезу с отломанным наконечником. Чтобы изготовить инструмент, вставьте хвостовик в рукоятку для штихеля и скруглите конический кончик на наждачной бумаге. Он должен быть острым лишь настолько, чтобы не доставать до бриллиантов. Затем заполируйте кончик на полировальной бумаге №4/0 вкруговую, протягивая инструмент по ней и одновременно проворачивая его. Для выглаживания металла просто пройдитесь кончиком инструмента по металлу в одном и том же направлении несколько раз.
Как замену штихелю при глянцевой подрезке можно использовать острозаточенный пемзовый диск. Так же он эффективно устраняет погрешности глянцевой подрезки, выполненной флах-штихелем. Пемзовый диск крепится на небольшом хвостовике и используется как насадка для бормашины. Убедитесь, что диск сбалансирован и вращается без биений, прикоснувшись его ребром при вращении бормашины к большому напильнику. Этот напильник также при вращении диска будет время от времени нужен для поддержания края диска в заостренном состоянии, чтобы избежать уплощения корнеров. Работайте диском обметающими движениями при его вращении: это позволит не наделать в металле рытвин. В конце концов, металл станет гладким, если легонько проводить по нему вращающимся пемзовым диском.
116
ГЛЯНЦЕВАЯ ПОДРЕЗКА МЕТАЛЛА
Рис. 2-32. Применение пемзового диска для выравнивания металла как альтернатива глянцевой подрезке.
Каждый из этих возможных альтернативных методов, заменяющих глянцевую подрезку, сильно зависит от того, как будет осуществляться окончательная полировка изделия. К тому же, как уже было сказано, к их применению есть некоторые ограничения. Однако если позволяет конкретная ситуация, они дают возможность упростить глянцевую подрезку, либо могут быть использованы в сочетании с флахштихелем. Приветствуются также и другие нововведения, способные заменить глянцевую подрезку флахштихелем. Закрепщик бриллиантов не должен находиться в жесткой зависимости от единственного способа, обеспечивающего ему саму возможность выполнения работы, независимо от того, какова она.
ЗАКЛЮЧЕНИЕ
Основы корнеровой закрепки, данные в этой части - это кирпичики, из которых складывается закрепка «паве». Успешное завершение любой стадии работы зависит от того, насколько тщательно была проделана предыдущая ее часть. Было подчеркнуто, что тщательное продумывание и способность заглянуть вперед являются концептуально важными отправными моментами, а особенно важны они в закрепке «паве». А теперь, условившись, что у закрепщика есть склонность к работе руками, и он обладает достаточной способностью к восприятию нового, никаких труд-
ГЛЯНЦЕВАЯ ПОДРЕЗКА МЕТАЛЛА 117
ностей в применении им навыков, описанных ранее, возникнуть не должно. Обращения к этим качествам, хотя бы и подсознательное, временами - это постоянная необходимость.
Если уж приобретен навык качественной закрепки единичного бриллианта, нет очевидных причин, по которым нельзя было бы поставить аналогичным образом несколько камней рядом друг с другом. Таким образом, теперь закрепщик имеет некоторый резерв навыков для того, чтобы устанавливать бриллианты в наиболее классической манере стиля «паве». Если шаг за шагом придерживаться логической последовательности действий, как здесь уже показано, можно постичь некий логический фундамент для различных разновидностей корнеровой закрепки, с которыми вам предстоит столкнуться в следующей части.