

6.3. Вплив наросту на процес різання та заходи боротьби з ним.
При чорновій обробці утворення наросту можна вважати позитивним явищем, тому що він полегшує процес стружкоутворення за рахунок зменшення кута різання, захищає лезо від дії стружки й впливу теплоти, що виникає в процесі різання.
При чистовій обробці явище наросту небажано, тому що воно приводить до погіршення якості обробленої поверхні. Зрив наросту, змінюючи кут різання й зусилля різання, викликає вібрації. Крім цього, частки наросту при руйнуванні прилипають до обробленої поверхні, збільшуючи її шорсткість.
Для запобігання наростоутворення використовують засоби, що сприяють зменшенню тертя на передній поверхні інструмента: застосування ЗОР, доведення робочих поверхонь інструмента, зменшення кута різання й ін.
Стійкий наріст утвориться при знятті тонких стружок.
Тема лекції 7. Процеси стружкоутворення. Деформація стружки(2)
7.1. Види стружки, класифікація її по виду деформації та її ступеню.
Стружки, що утворюються при точінні, мають різний вигляд і форму, що залежить від хімічного складу, структурного стану й механічних властивостей оброблюваних металів, товщини шару що зрізується, значення переднього кута інструмента, швидкості різання й інших менш впливових факторів.
Наукову класифікацію типів стружок дав проф. Тіме І.А., яка істотно не змінилася і в наш час. Він розділив всі види стружок на три основних види: стружка сколювання, зливна стружка та стружка надламу (рис. 7.1).
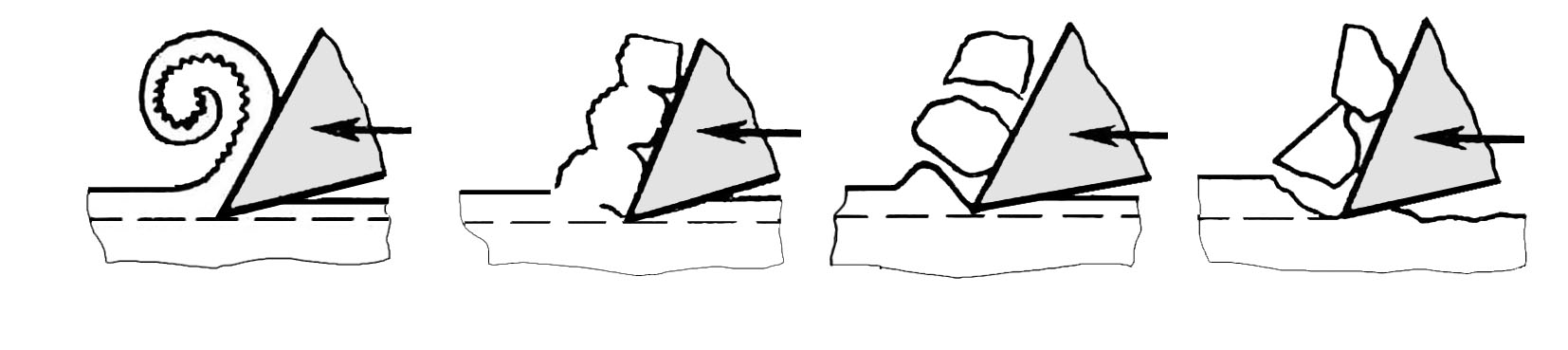
а б в г
а – зливна стружка; б, в – стружка сколювання; г – стружка надлому.
Рисунок - 7.1 Вигляд різних видів стружки при різанні металів (по Тіме).
Стружки сколювання й зливна формуються при різанні пластичних матеріалів - сталей, латуней, алюмінієвих сплавів (рис. 7.2,а,б).

а – стружка сколювання; б – зливна стружка; в – стружка надлому.
Рисунок - 7.2 Зовнішній вигляд стружки
Крихкі метали під дією сили, що створюється лезом різця, надломлюються й руйнуються, утворюючи дрібні осколки найрізноманітніших форм і розмірів, повністю відділені один від одного. Тільки в сприятливих спокійних умовах різання вони можуть на якийсь час зберегти взаємно впорядковане положення завдяки механічному зчепленню нерівностей. При слабкому силовому впливі це механічне зчеплення легко порушується й стружка, що мала вид, схожий на зливну, розсипається на окремі шматочки - це стружки надламу (рис. 7.2,в).
7.2. Вплив на вид стружки різноманітних факторів.
В зоні стружкоутворення виникають значні за величиною пружні і пластичні деформації розтягування, зсуву та стискання, завдяки яким деформований об'єм металу відділяється від заготовки. В залежності від фізико-механічних властивостей оброблюваного металу, дії фізичних явищ в зоні різання, елементів режиму різання і геометричних параметрів ріжучого інструмента утворюються різні види стружки.
Вплив швидкості різання на характер стружкоутворення При обробці сталі 45 та її аналогів з малими швидкостями різання (0,5 ÷ 2 м/хв.), утворюється елементна стружка, яка складається із елементів певної геометричної форми, близької до трапеції чи трикутника має вигляд близький до рис. 7.2, а. При підвищенні швидкості різання (до 5 ÷ 15 м/хв.). вигляд стружки змінюється, а при подальшім зростанні швидкості різання стружка стає безперервною стрічкою, на якій важко виділити окремі елементи (рис. 7.2,б).
При різанні крихких металів (чавун, бронза) з невеликими швидкостями різання діють головним чином пружні деформації, в результаті яких метал руйнується. При цьому метал виривається різцем у вигляді окремих елементів невизначеної форми (рис. 7.2,в), оброблена поверхня має ритвини характерні для крихкого руйнування – стружка надлому.
Вплив температури на характер стружкоутворення. У процесі різання значна частина механічної енергії виділяється в тепло, що підвищує температуру в зоні різання, яке потім розподіляється між стружкою, оброблюваною деталлю, інструментом і зовнішнім середовищем, підвищуючи їх температуру.
Найбільша кількість тепла концентрується в зоні максимальної деформації, розігріваючи його до високих температур; додає тепла до шару що зрізується і робота тертя стружки, об передню поверхню інструмента. Це приводить до підвищення пластичності металів, та впливає на механізм стружкоутворення.
Аналізуючи емпіричну формулу розрахунку температури робочої поверхні прохідного різця θ = С vz·sy·tx, на прикладі обробки сталі швидкорізальними різцями, підставивши значення показників ступенів маємо θ = С v0,4·s0,24·t0,1 отримуємо, що на температуру найбільше впливає швидкість різання, менше — подача s і найменше — глибина різання t.
Таким чином температура в зоні різання напряму пов’язана зі швидкістю різання вона сприяє розігріву зони деформації і збільшенню пластичної складової в процесі стружкоутворення. В свою чергу підвищення концентрації енергії деформації в площині зсуву зменшує необхідну роботу деформації на стружкоутворення та зусилля різання.
Крім того збільшення швидкості різання збільшує куту зсуву β, що викликає зменшення об’єму зони деформації (ODBCO) і підвищення концентрації енергії як наслідок – підвищення температури та збільшення градієнту розподілу тепла в зоні різання, як наслідок пластичності матеріалу що зрізується і так далі.
а б |
а – низька швидкість різання; б - висока швидкість різання.
Рисунок - 7.3 Вплив швидкості на зону різання |

Вплив геометричних параметрів ріжучого інструменту на характер стружкоутворення. Найбільш впливовим фактором геометрії інструменту є орієнтація передньої поверхні відносно напрямку вектора головного робочого руху. Найбільше визначає її положення величина переднього кута γ. Передній кут γ визначає напрямок сходу стружки і кут між векторами швидкості головного робочого руху і швидкості сходу стружки рис.2.5.
|
v - швидкість головного робочого руху; vс - швидкість сходу стружки; а1 – товщина стружки. Рисунок - 7.4 Вплив переднього кута γ на утворення стружки при струганні та точінні. |

Зменшення кута γ призводить до збільшення усадки стружки і зменшення кута зсуву β і збільшення кута напрямку сходу стружки - vс відносно напрямку головного робочого руху.