

6.1. Особенности выполнения сборочного чертежа
шестеренного насоса
Сборочный чертеж шестеренного насоса выполняется на формате А1 или А2 в выбранном масштабе, с применением чертежного инструмента. Исходя из содержания сборочного чертежа изделия, выбрать главное и необходимое количество изображений шестеренного насоса. Все изображения выполнять с соблюдением требований к сборочным чертежам, а также условностей и упрощений, применяемых на сборочных чертежах.
Для рационального размещения изображений на формате (приблизительно 85% заполнения листа) рекомендуется вычертить изображения на листе в виде прямоугольников. Прямоугольники должны иметь размеры равные, габаритным размерам изображений, вокруг них нужно предусмотреть свободное место для надписей размеров и позиций.
Убедившись в правильности компоновки изображений, приступить к выполнению главного изображения:
провести оси валов-шестерен параллельно друг другу на расстоянии а (межосевое расстояние);
выполнить изображения валов и зубчатого зацепления в соответствии с ГОСТ 2.402-68;
вычертить на валах подшипники скольжения;
выполнить контуры корпуса;
изобразить фигурные резиновые уплотнения и металлическую пластину;
вычертить контуры крышки и резинового кольца (прокладка между корпусом и крышкой);
выполнить упрощенные изображения соединений крышки и корпуса болтом и штифтом;
вычертить уплотнительное устройство между ведущим валом-шестерней и крышкой (манжета, опорное кольцо, упорное эксцентрическое кольцо).
Закончив главное изображение, вычертить все остальные изображения.
Нанести штриховку в разрезах и сечениях, меняя частоту и направление так, чтобы все детали имели разную штриховку.
Выполнить полочки для позиций, располагая их в столбик или строчку.
Нанести размеры:
габаритные;
установочные и присоединительные (обозначение шлицевой части ведущего вала-шестерни, размеры сквозных отверстий в крышке для установки насоса и расстояние между их осями, размеры глухих резьбовых отверстий в корпусе для присоединения фланцев нагнетательной и всасывающей частей трубопровода и расстояние между их осями, диаметры всасывающего и нагнетательного отверстия в корпусе);
эксплуатационные (модуль m и число зубьев z вала-шестерни ведущей);
подлежащие контролю по данному чертежу (межосевое расстояние - а).
При нанесении размеров не допускать пересечения размерных и выносных линий с выносными линиями позиций.
Размеры габаритные, установочные, присоединительные и эксплуатационные относят к справочным и сопровождают знаком *, а над основной надписью пишут техническое требование следующего содержания: “* Размеры для справок”.
6.2. Спецификация
Спецификацию выполняют на листах формата А4 по форме 1 или 1а. Форма 1 – первый лист спецификации с основной надписью по форме 2, форма 1а – последующие листы спецификации с основной надписью по форме 2а.
Спецификация, в общем случае, состоит из разделов: документация, комплексы, сборочные единицы, детали, стандартные изделия, прочие изделия, материалы, комплекты. Наличие того или иного раздела определяется составом изделия. Например, спецификация насоса НШ может содержать три раздела: документация, детали и стандартные изделия.
Наименование каждого раздела указывают в виде заголовка в графе “Наименование” и подчеркивают. В конце каждого раздела оставляют несколько свободных строк для дополнительных записей.
Разделы “Комплексы”, “Сборочные единицы”, “Детали” заполняют в алфавитном порядке букв и в порядке возрастания цифр, входящих в обозначение основных конструкторских документов на изделия, входящие в эти разделы.
В раздел “Стандартные изделия” записывают изделия, примененные по государственным стандартам, республиканским стандартам, отраслевым стандартам, стандартам предприятий. В пределах каждой категории стандартов запись производят по функциональным группам, а в пределах каждой группы - в алфавитном порядке наименований изделий, в пределах каждого наименования – в порядке возрастания основных параметров или размеров изделия.
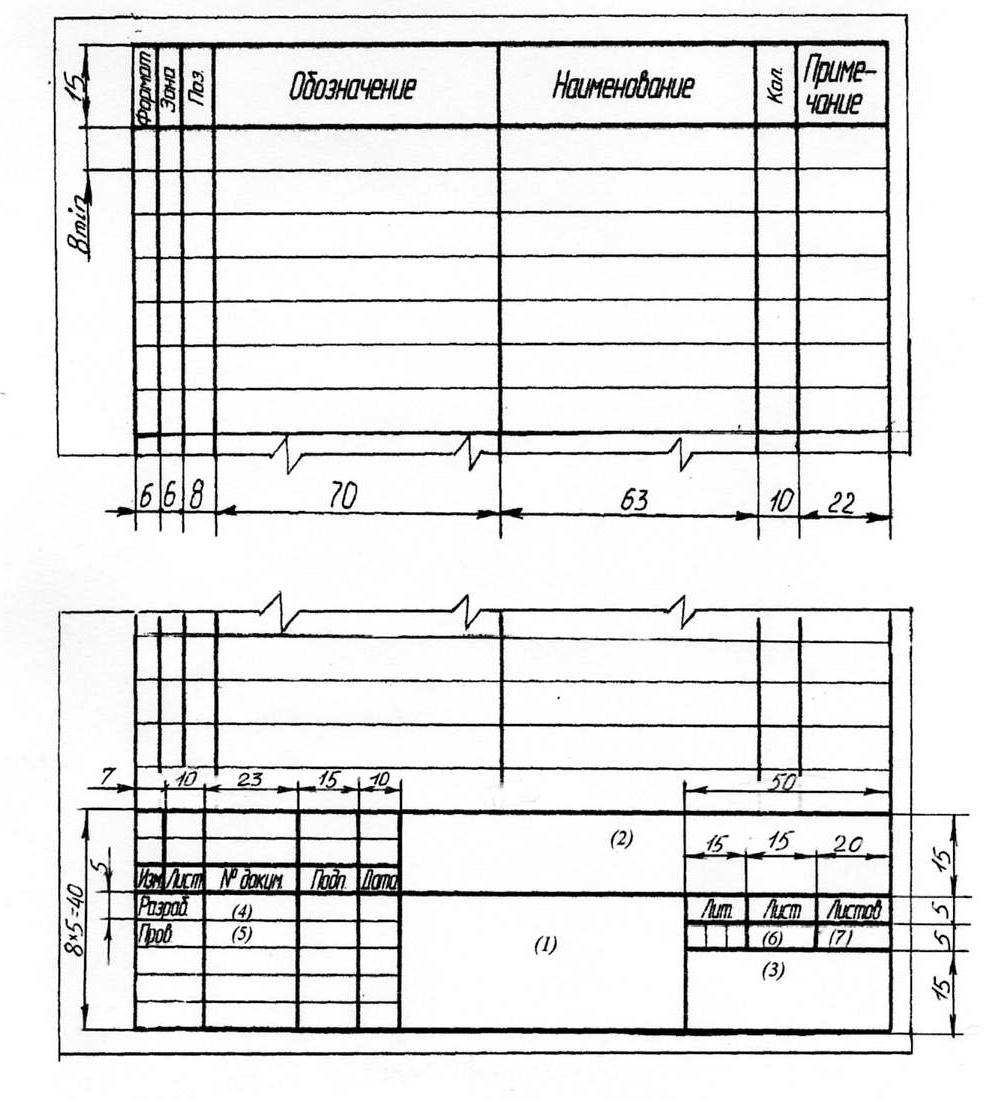 Рис.
4 Размеры бланка спецификации.
Рис.
4 Размеры бланка спецификации.
ПРИЛОЖЕНИЕ 1
Таблица 1.1
Диаметры и шаги для метрической резьбы, мм
Диаметр d резьбы |
Шаг Р |
|||
1-й ряд |
2-й ряд |
3-й ряд |
Крупный |
Мелкий |
5 |
- |
- |
0,80 |
0,5 |
- |
- |
(5,5) |
- |
0,5 |
6 |
- |
- |
1 |
0,75; 0,5 |
- |
- |
7 |
1 |
0,75; 0,5 |
8 |
- |
- |
1,25 |
1; 0,75; 0,5 |
- |
- |
9 |
(1,25) |
1; 0,75; 0,5 |
10 |
- |
- |
1,5 |
1,25; 1; 0,75; 0,5 |
- |
- |
11 |
(1,5) |
1; 0,75; 0,5 |
12 |
- |
- |
1,75 |
1,5; 1,25; 1; 0,75; 0,5 |
- |
14 |
- |
2 |
1,5; 1,25; 1; 0,75; 0,5 |
- |
- |
15 |
- |
1,5; (1) |
16 |
- |
- |
2 |
1,5; 1; 0,75; 0,5 |
- |
- |
17 |
- |
1,5; (1) |
- |
18 |
- |
2,5 |
2; 1,5; 1; 0,75; 0,5 |
20 |
- |
- |
2,5 |
2; 1,5; 1; 0,75; 0,5 |
- |
22 |
- |
2,5 |
2; 1,5; 1; 0,75; 0,5 |
24 |
- |
- |
3 |
2; 1,5; 1; 0,75 |
- |
- |
25 |
- |
2; 1,5; (1) |
- |
- |
(26) |
- |
1,5 |
- |
27 |
- |
3 |
2; 1,5; 1; 0,75 |
- |
- |
(28) |
- |
2; 1,5; 1 |
30 |
- |
- |
3,5 |
(3); 2; 1,5; 1; 0,75 |
- |
- |
(32) |
- |
2; 1,5 |
- |
33 |
- |
3,5 |
(3); 2; 1,5; 1; 0,75 |
- |
- |
35 |
- |
1,5 |
36 |
- |
- |
4 |
3; 2; 1,5; 1 |
- |
- |
(38) |
- |
1,5 |
- |
39 |
- |
4 |
3; 2; 1,5; 1 |
- |
- |
40 |
- |
(3); (2); 1,5 |
Продолжение табл. 1.1
Диаметр d резьбы |
Шаг Р |
|||
1-й ряд |
2-й ряд |
3-й ряд |
Крупный |
Мелкий |
42 |
- |
- |
4,5 |
(4); 3; 2; 1,5; 1 |
- |
45 |
- |
4,5 |
(4); 3; 2; 1,5; 1 |
48 |
- |
- |
5 |
(4); 3; 2; 1,5; 1 |
- |
- |
50 |
- |
(3); (2); 1,5 |
- |
52 |
- |
5 |
(4); 3; 2; 1,5; 1 |
- |
- |
55 |
- |
(4); (3); 2; 1,5 |
56 |
- |
- |
5,5 |
4; 3; 2; 1,5; 1 |
- |
- |
58 |
- |
(4); (3); 2; 1,5 |
- |
60 |
- |
(5,5) |
4; 3; 2; 1,5; 1 |
- |
- |
62 |
- |
(4); (3); 2; 1,5 |
64 |
- |
- |
6 |
4; 3; 2; 1,5; 1 |
- |
- |
65 |
- |
(4); (3); 2; 1,5 |
- |
68 |
- |
6 |
4; 3; 2; 1,5; 1 |
- |
- |
70 |
- |
(6); (4); (3); 2; 1,5 |
72 |
- |
- |
- |
6; 4; 3; 2; 1,5; 1 |
Примечания. 1. Диаметры и шаги резьбы, заключенные в скобки, по возможности не применять. 2. При выборе диаметров резьб следует предпочитать первый ряд второму, а второй – третьему. |
||||
Таблица 1.2
Основные размеры трубной цилиндрической резьбы
(ГОСТ 6357-73)
Диаметр d резьбы, дюймы |
Число ниток на 1 |
Шаг Р, мм |
Диаметр резьбы, мм |
|||
1-й ряд |
2-й ряд |
наружный |
средний |
внутренний |
||
⅛ |
- |
28 |
0,907 |
9,728 |
9,147 |
8,566 |
¼ |
- |
19 |
1,337 |
13,157 |
12,301 |
11,445 |
⅜ |
- |
16,662 |
15,806 |
14,950 |
||
Продолжение табл. 1.2
Диаметр d резьбы, дюймы |
Число ниток на 1 |
Шаг Р, мм |
Диаметр резьбы, мм |
|||
1-й ряд |
2-й ряд |
наружный |
средний |
внутренний |
||
½ |
- |
14 |
1,814 |
20,955 |
19,793 |
18,631 |
- |
⅝ |
22,911 |
21,749 |
20,587 |
||
¾ |
- |
26,441 |
25,279 |
24,117 |
||
- |
⅞ |
30,201 |
29,039 |
27,877 |
||
1 |
- |
11 |
2,309 |
33,249 |
31,770 |
30,291 |
- |
1⅛ |
37,897 |
36,418 |
34,939 |
||
1¼ |
- |
41,910 |
40,431 |
38,952 |
||
- |
1⅜ |
44,323 |
42,844 |
41,365 |
||
1½ |
- |
47,803 |
46,324 |
44,845 |
||
- |
1¾ |
53,746 |
52,267 |
50,788 |
||
2 |
- |
59,614 |
58,135 |
56,656 |
||
- |
2¼ |
65,710 |
64,231 |
62, 752 |
||
2½ |
- |
75,184 |
73,705 |
72,226 |
||
Примечание. При выборе размеров резьбы первый ряд следует предпочитать второму |
||||||
Таблица 1.3
Размеры фасок для трубной цилиндрической резьбы
(ГОСТ 10549-80)
Фаска,z |
Диаметр резьбы, дюймы |
||||
⅛ |
¼ |
⅜ |
½-⅞ |
1-2½ |
|
Для внутренней резьбы |
1 |
1 |
1 |
1,6 |
1,6 |
Для наружной резьбы |
1 |
1,6 |
1,6 |
2 |
2,5 |
Таблица 1.4
Размеры недорезов и проточек наружной метрической резьбы
(ГОСТ 27148-86), мм
Шаг резьбы, Р |
Фаска, z |
Недорез a, не более |
Проточка |
|||||
нормальный ≈ 3Р |
короткий ≈ 2Р |
длинный ≈ 4Р |
dg |
g1 не менее |
g2 не более ≈ 3Р |
r ≈ 0,5Р |
||
0,75 |
1,0 |
2,25 |
1,5 |
3,0 |
d–1,2 |
1,2 |
2,25 |
0,4 |
0,8 |
1,0 |
2,4 |
1,6 |
3,2 |
d–1,3 |
1,3 |
2,4 |
0,4 |
1,0 |
1,0 |
3,0 |
2,0 |
4,0 |
d–1,6 |
1,6 |
3,0 |
0,6 |
1,25 |
1,6 |
3,75 |
2,5 |
5,0 |
d–2,0 |
2,0 |
3,75 |
0,6 |
1,5 |
1,6 |
4,5 |
3,0 |
6,0 |
d–2,3 |
2,5 |
4,5 |
0,8 |
1,75 |
1,6 |
5,25 |
3,5 |
7,0 |
d–2,6 |
3,0 |
5,25 |
1,0 |
2,0 |
2,0 |
6,0 |
4,0 |
8,0 |
d–3,0 |
3,4 |
6,0 |
1,0 |
2,5 |
2,5 |
7,5 |
5,0 |
10,0 |
d–3,6 |
4,4 |
7,5 |
1,2 |
3,0 |
2,5 |
9,0 |
6,0 |
12,0 |
d–4,4 |
5,2 |
9,0 |
1,6 |
3,5 |
2,5 |
10,5 |
7,0 |
14,0 |
d–5,0 |
6,2 |
10,5 |
1,6 |
4,0 |
3,0 |
12,0 |
8,0 |
16.0 |
d–5 ,7 |
7,0 |
12,0 |
2,0 |
|
||||||||
Таблица 1.5
Размеры недорезов и проточек внутренней метрической резьбы
(ГОСТ 27148-86), мм
Шаг резьбы, Р |
Фаска, z |
Недорез a, не менее |
Проточка |
|||||||
нормальный |
короткий |
длинный |
dg |
g1 не менее |
g2 не более |
R ≈ 0,5Р |
||||
нормальная |
узкая |
нормальная |
узкая |
|||||||
0,75 |
1,0 |
4,0 |
2,5 |
7,0 |
d+0,3 |
3,0 |
1,9 |
4,0 |
2,9 |
0,4 |
0,8 |
1,0 |
4,0 |
2,5 |
8,0 |
d+0,3 |
3,2 |
2,0 |
4,2 |
3,0 |
0,4 |
1,0 |
1,0 |
6,0 |
4,0 |
10,0 |
d+0,5 |
4,0 |
2,5 |
5,2 |
3,7 |
0,6 |
1,25 |
1,6 |
8,0 |
4,0 |
12,0 |
d+0,5 |
5,0 |
3,2 |
6,7 |
4,9 |
0,6 |
1,5 |
1,6 |
9,0 |
4,0 |
13,0 |
d+0,5 |
6,0 |
3,8 |
7,8 |
5,6 |
0,8 |
1,75 |
1,6 |
11.0 |
5,0 |
16,0 |
d+0,5 |
7,0 |
4,3 |
9,1 |
6,4 |
1,0 |
2,0 |
2,0 |
11,0 |
5,0 |
16,0 |
d+0,5 |
8,0 |
5,0 |
10,3 |
7,3 |
1,0 |
2,5 |
2,5 |
12,0 |
6,0 |
18,0 |
d+0,5 |
10,0 |
6,3 |
13,0 |
9,3 |
1,2 |
3,0 |
2,5 |
15,0 |
7,0 |
22,0 |
d+0,5 |
12,0 |
7,5 |
15,2 |
10,7 |
1,6 |
3,5 |
2,5 |
17,0 |
8,0 |
25,0 |
d+0,5 |
14,0 |
9,0 |
17,7 |
12,7 |
1,6 |
4,0 |
3,0 |
19,0 |
9,0 |
28,0 |
d+0,5 |
16,0 |
10,0 |
20,0 |
14,0 |
2,0 |
|
||||||||||
Таблица 1.6
Нормальные диаметры общего назначения (ГОСТ 6636-69)
0,5 |
4,0 |
15 |
28 |
48 |
78 |
115 |
175 |
270 |
390 |
0,8 |
4,5 |
16 |
30 |
50 |
80 |
120 |
180 |
280 |
400 |
1,0 |
5,0 |
17 |
32 |
52 |
82 |
125 |
185 |
290 |
410 |
1,2 |
6,0 |
18 |
34 |
55 |
85 |
130 |
190 |
300 |
420 |
1,5 |
7,0 |
19 |
35 |
58 |
88 |
135 |
195 |
310 |
430 |
1,8 |
8,0 |
20 |
36 |
60 |
90 |
140 |
200 |
320 |
440 |
2,0 |
9,0 |
21 |
38 |
62 |
92 |
145 |
210 |
330 |
450 |
2,2 |
10 |
22 |
40 |
65 |
95 |
150 |
220 |
340 |
560 |
2,5 |
11 |
23 |
42 |
68 |
98 |
155 |
230 |
350 |
470 |
2,8 |
12 |
24 |
44 |
70 |
100 |
160 |
240 |
360 |
480 |
3,0 |
13 |
25 |
45 |
72 |
105 |
165 |
250 |
370 |
490 |
3,5 |
14 |
26 |
46 |
75 |
110 |
170 |
260 |
380 |
500 |
Примечание. Рекомендуется применять в первую очередь диаметры, оканчивающиеся на 0, во вторую – на 5, а в третью – на 2 и 8.
Таблица 1.7
Номинальные размеры «под ключ» (ГОСТ 6424-73)
3,2 |
5,5 |
10 |
17 |
24 |
32 |
46 |
60 |
75 |
90 |
4,0 |
7,0 |
12 |
19 |
27 |
36 |
50 |
65 |
80 |
95 |
5,0 |
8,0 |
14 |
22 |
30 |
41 |
55 |
70 |
85 |
100 |
Таблица 1.8
Радиусы скруглений (ГОСТ 10948-64*)
1-й ряд |
0,1 |
0,4 |
0,6 |
1,0 |
1,6 |
2,5 |
4,0 |
6,0 |
10 |
16 |
25 |
40 |
60 |
100 |
160 |
2-й ряд |
0,3 |
0,5 |
0,8 |
1,2 |
2,0 |
3,0 |
5,0 |
8,0 |
12 |
20 |
32 |
50 |
80 |
125 |
200 |
Примечание. При выборе радиусов скруглений 1-й ряд предпочитается 2-му.
Таблица 1.9
Номинальные размеры фасок