

2.3 Фрезерные работы, устройство и назначение универсального горизонтально-фрезерного станка
Фрезерование является одним из распространенных технологических методов обработки резанием плоских и фасонных поверхностей, прямых и винтовых канавок, сложных поверхностей типа «зубья зубчатых колес», «шлицы», «шпоночная канавка» и пр. Фрезерование выполняют на фрезерных станках многолезвийными режущими инструментами – фрезами. Среди большого разнообразия типов и моделей фрезерных станков широко распространены горизонтально-фрезерные, вертикально-фрезерные и универсально-фрезерные станки.
Виды фрезерных работ и типы фрез
Фрезы классифицируют по характеру выполняемой работы, по конструкции и креплению зубьев, по расположению зубьев относительно оси фрезы и другим признакам. Основные типы фрез показаны на рисунке 43. Цилиндрические фрезы (рис.43,а) применяют для обработки открытых плоскостей. Торцовые фрезы (рис.43,б) имеют зубья на цилиндрической и торцовой поверхностях. Эти фрезы применяют для обработки открытых плоскостей, их изготовляют со вставными резцами, закрепленными в массивном корпусе.
Дисковые фрезы применяют для обработки уступов, пазов, лысок, многогранных и других плоскостей на прямоугольных и круглых заготовках. Дисковые фрезы могут быть одно-, двух- и трехсторонними. Режущие кромки трехсторонней дисковой фрезы (рис.43,в) расположены на обоих торцах и на цилиндрической части. Зубья на цилиндрической части могут располагаться параллельно оси фрезы или под некоторым углом к ней. Двухсторонняя дисковая фреза имеет режущие кромки на одном торце и на цилиндрической части. Односторонняя дисковая фреза имеет режущие кромки только на цилиндрической части.
Прорезные и отрезные фрезы (рис.43,г) применяют для прорезки узких пазов (шлицы винтов и др.) и отрезки (разрезания) заготовок.
Концевые фрезы (рис 43,д) применяют для обработки плоскостей, уступов, пазов и криволинейных контуров по разметке и копиру. Концевые фрезы имеют режущие кромки на цилиндрической части (обычно расположенные по винтовой линии) и на торце.
Угловые фрезы (рис.43,е) применяют для изготовления поверхностей, расположенных под некоторым углом друг к другу.
Фасонные фрезы (рис.43,ж) применяют для обработки сложных фасонных поверхностей; профиль фасонной фрезы должен соответствовать профилю обрабатываемой детали.
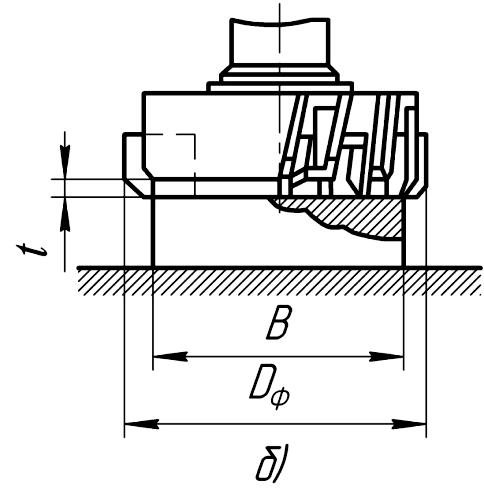
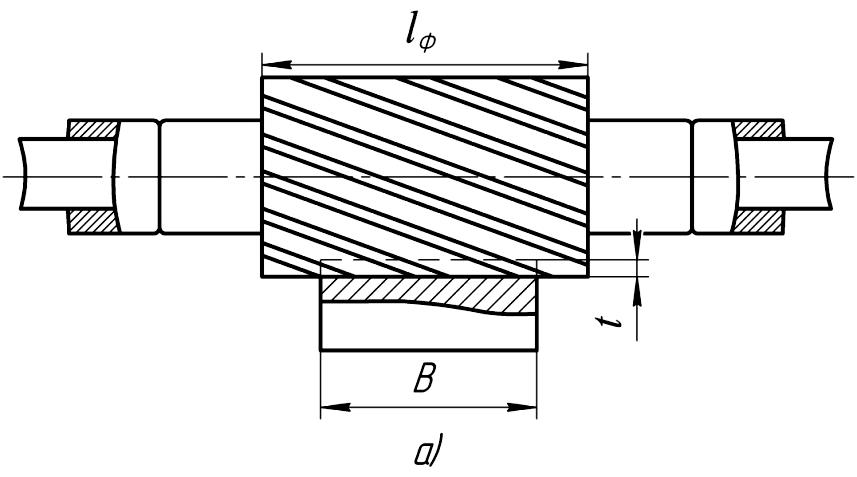
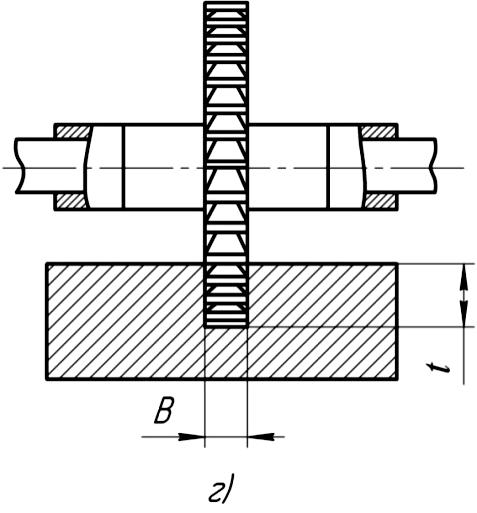
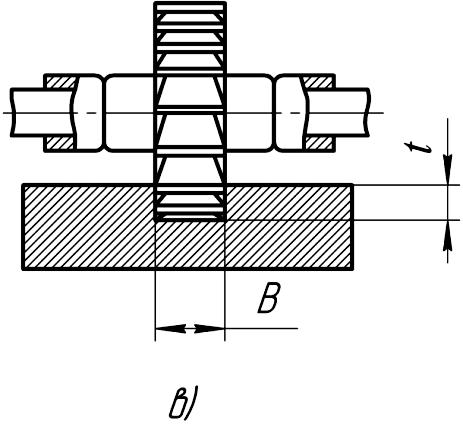
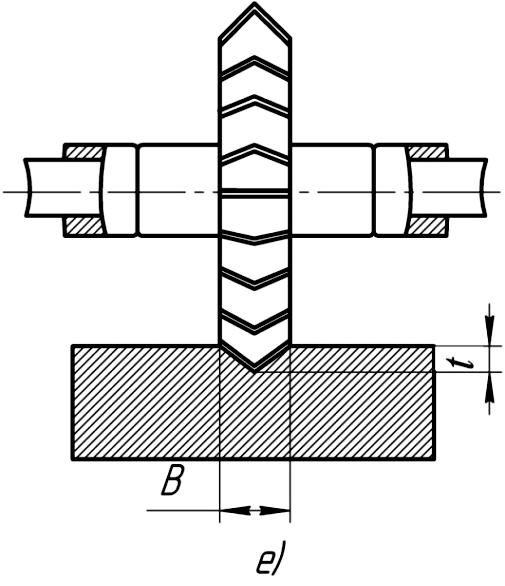
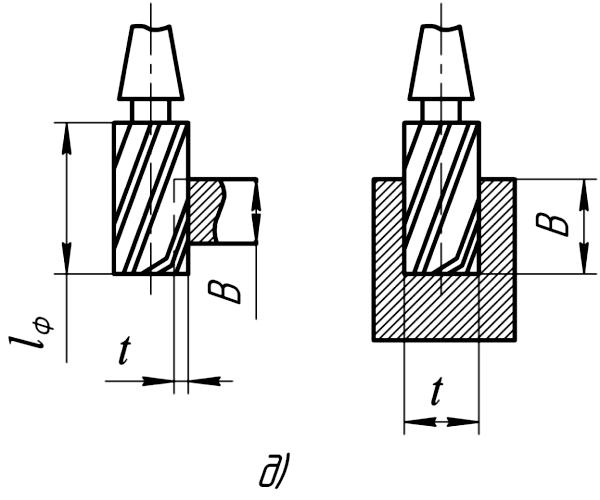
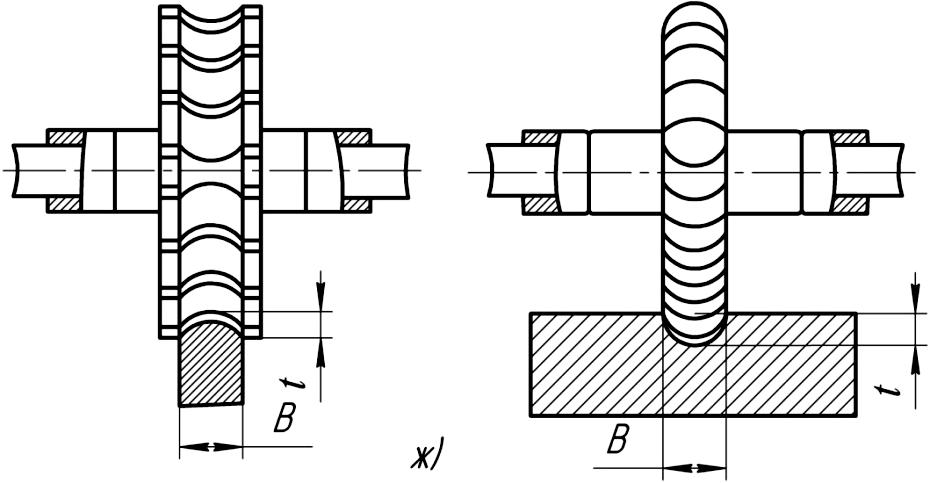
Рисунок 43 - Основные типы фрез.
Устройство и назначение универсального горизонтально–фрезерного станка
Универсальные фрезерные станки являются наиболее распространенной разновидностью консольно-фрезерных станков, предназначены для фрезерования различных деталей сравнительно небольших размеров в основном цилиндрическими, дисковыми, угловыми, фасонными и модульными фрезами в условиях индивидуального и серийного производства. Наличие поворотного стола позволяет нарезать винтовые канавки при изготовлении косозубых колес, фрез, зенкеров, разверток и т.п. деталей.
Универсально-фрезерный станок 6Н81 (рис.44) состоит из следующих основных узлов: станины А , хобота Б с подвесками, стола Е с поворотной частью Г, консоли Ж и основания З.
Станина представляет собой отливку коробчатой формы с большим числом ребер и перпендикулярных стенок, обеспечивающих жесткость конструкции. Внутри станины располагается коробка скоростей, шпиндельный узел и масляная ванна. С задней стороны станины установлено электрооборудование. На верхней части станины находятся горизонтальные направляющие, служащие для перемещения и закрепления хобота Б.
Хобот предназначается для поддержки при помощи двух кронштейнов оправки фрезы. Направляющие хобота в станине выполнены в форме ласточкина хвоста.
В передней и задней частях станины имеются два зажима, при помощи которых хобот жестко закрепляется на направляющих станины А; кронштейны перемещаются по направляющим хобота и закрепляются на них стяжными болтами. Каждый кронштейн снабжен бронзовым подшипником-втулкой, в которых вращается оправка с фрезой. Втулка имеет продольные прорези и коническую наружную поверхность, позволяющие производить при помощи гайки затяжку втулки. Этим достигается регулировка зазора между втулкой и оправкой фрезы. Для увеличения жесткости хобота могут применяться поддерживающие стойки В, связывающие хобот с консолью. При закрепленных стойках включение вертикальной подачи не допускается.
На передней стенке консоли Ж размещаются рукоятки управления движениями стола и включения любой из шестнадцати ступеней подач стола. Консоль имеет поперечные направляющие для движения салазок стола вместе с поворотной частью.
Стол служит для установки и крепления обрабатываемой детали, а также приспособлений. Крепление приспособлений, а также изделий производится в трех Т-образных пазах. На передней вертикальной грани стола имеется Т-образный паз для крепления кулачков автоматического переключения движений стола.
Поворот стола является отличительной особенностью универсально-фрезерного станка. Поворотная плита Д может поворачиваться и закрепляться на салазках под нужным углом. На верхней части поворотной плиты имеются направляющие для продольного перемещения стола. При повороте плиты продольное перемещение стола происходит под нужным углом к плоскости расположения фрезы.
Рисунок 44 - Общий вид универсально-фрезерного станка модели 6Н81.
Основание служит для установки и крепления станка. Представляет собой пустотелую чугунную отливку коробчатой формы, служащая одновременно резервуаром для охлаждающей жидкости, подаваемой в зону резания, электронасосом, установленным на основании с правой стороны.
Рукоятки станка 6Н81 имеют следующие назначения:
1 – рукоятка переключения коробки скоростей;
2 – рукоятка включения механизма перебора коробки скоростей;
3 – рукоятка ручного продольного перемещения стола;
4 – рукоятка управления продольной подачей стола;
5 – рукоятка управления поперечной подачей;
6 – рукоятка управления вертикальной подачей;
7 – рукоятка ручного вертикального перемещения стола;
8 – маховичок ручного поперечного перемещения стола;
9 – маховичок переключения коробки подач;
10 – рукоятка переключения механизма перебора коробки подач.