

1.4 Нарезание резьбы
Нарезанием резьбы называется образование резьбы снятием стружки (а также пластическим деформированием) на наружных или внутренних поверхностях заготовок деталей.
В зависимости от конфигурации профиля резьба бывает треугольной, трапецеидальной, прямоугольной и круглой. Каждая резьба характеризуется определенными числовыми параметрами – элементами (рис.21), которыми являются шаг, угол профиля, наружный, внутренний и средний диаметры.
Шаг резьбы S – это расстояние в миллиметрах между вершинами двух соседних витков резьбы, измеренное в направлении ее оси.
Высота профиля t – это расстояние от вершины резьбы до основания профиля, измеренное в направлении, перпендикулярном оси резьбы.
Основание резьбы – это участок профиля резьбы, находящийся на наименьшем расстоянии от ее оси.
Угол профиля α – это угол между прямолинейными участками сторон профиля резьбы.
Наружный диаметр резьбы d – это наибольший диаметр, измеряемый по вершинам резьбы перпендикулярно ее оси.
Внутренний диаметр резьбы d1 – это наименьшее расстояние между противоположными основаниями резьбы измеренное перпендикулярно ее оси.
Средний диаметр резьбы d2 – это диаметр условной окружности, проведенный посредине профиля резьбы между дном впадины (основанием резьбы) и вершиной выступа перпендикулярно оси резьбы.
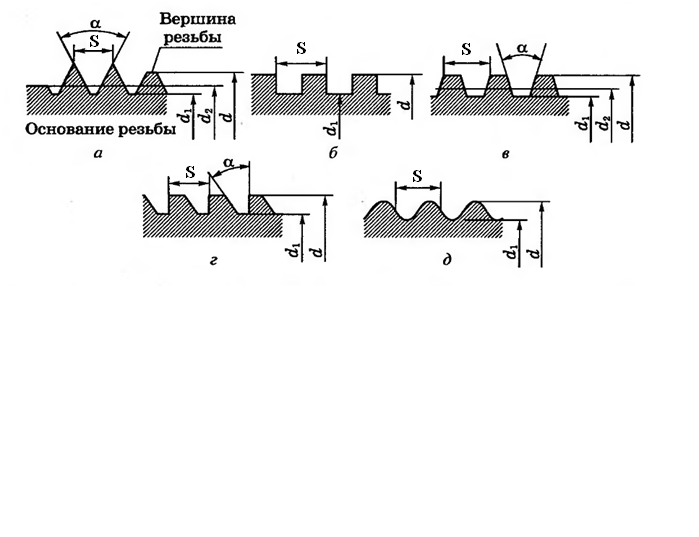
Рисунок 21 - Элементы резьб: а – треугольной; б – прямоугольной; в –трапецеидальной упорной; д – круглой; α – угол профиля; S – шаг резьбы; d – наружный диаметр резьбы; d1 – внутренний диаметр резьбы; d2 – средний диаметр резьбы.
По направлению движения винтовой линии резьба бывает правой и левой. Кроме того, резьбы бывают одно и многозаходными. Однозаходные имеют малые углы подъема винтовой линии и применяются для надежного крепления деталей. Резьбу на деталях получают нарезанием на резьбонарезных, сверлильных и токарных станках, накатыванием или вручную при помощи метчиков (рис.22), служащих для нарезания внутренней резьбы, и плашек (см. рис.23), используемых для нарезания наружной резьбы.
Метчики делятся на ручные и машинные, изготавливаемые из инструментальной стали марок У8, У12, 9ХС. Для нарезания внутренней резьбы вручную требуется большое усилие. Для облегчения работы и для получения более чистой резьбы ручные метчики выпускаются комплектно: черновой, средний и чистовой, причем на метчиках соответственно наносят 1, 2 и 3 кольца для их различия.
Для уменьшения нагревания метчика и для получения более чистой резьбы необходимо применять смазочно-охлаждающие жидкости, выбираемые в зависимости от материала детали.

Рисунок 22 - Метчик для нарезания внутренней резьбы
До нарезания резьбы в деталях сверлят отверстия диаметром несколько меньше, чем диаметр будущей резьбы.
Диаметр сверла выбирают по табличным данным (табл. 1) или вычисляют по формулам:
Dсв = dр − S, или d = D − 1,5 t, (13)
где Dсв − диаметр сверла, мм; dр − диаметр резьбы, мм; S − шаг резьбы, мм; d − диаметр отверстия под резьбу, мм; D − наружный диаметр резьбы, мм; t − глубина резьбы, мм.
Таблица 1 - Диаметры свёрл, применяемых для получения резьбовых отверстий
Диаметр резьбы, мм
|
Диаметр сверла, мм |
Диаметр резьбы, мм
|
Диаметр сверла, мм |
||||
Чугун, бронза |
Сталь, латунь |
Чугун, бронза |
Сталь, латунь |
||||
М 2 |
1,5 |
1,5 |
М 14 |
11,7 |
11,8 |
||
М 4 |
3,4 |
3,5 |
М 16 |
13,8 |
13,9 |
||
М 5 |
4,1 |
4,2 |
М 18 |
15,1 |
15,3 |
||
М 6 |
4,9 |
5,0 |
М 20 |
17,1 |
17,3 |
||
М 8 |
6,6 |
6,7 |
М 22 |
19,1 |
19,3 |
||
М 10 |
8,3 |
8,4 |
М 24 |
20,5 |
20,7 |
||
М 12 |
10,0 |
10,1 |
|
|
|
||
Наружную резьбу нарезают с помощью плашек (рис.23). Плашки бывают круглые (цельные и разрезные) и призматические (раздвижные). Цельными плашками можно нарезать резьбу только одного диаметра, а разрезными можно регулировать диаметр резьбы, нарезаемой в небольших пределах.

Рисунок 23 - Плашка для нарезания наружной резьбы
Диаметр нарезанной резьбы измеряют штангенциркулем. Для определения шага резьбы применяют резьбомер. Для комплексной проверки резьбы применяют комплект резьбовых калибров, состоящий из проходного и непроходного калибров.
Диаметр стержня для нарезания резьбы определяют по табл.4.
Таблица 2 - Диаметр стержня для нарезания резьбы
Диаметр резьбы, мм |
Шаг резьбы, мм |
Диаметр стержня, мм |
|
наименьший |
наибольший |
||
М 6 |
1,0 |
5,8 |
5,8 |
М 8 |
1,25 |
7,8 |
7,9 |
М 10 |
1,50 |
9,75 |
9,85 |
М 12 |
1,75 |
11,76 |
11,88 |
М 14 |
2,0 |
13,7 |
13,82 |
М 16 |
2,0 |
15,7 |
15,82 |
М 18 |
2,5 |
17,7 |
17,82 |
М 20 |
2,5 |
19,72 |
19,86 |