

2.4 Обработка отверстий. Устройство и назначение вертикально-сверлильного станка
На сверлильных станках осуществляют сверление, рассверливание и зенкерование отверстий, развертывание цилиндрических и конических отверстий, нарезание резьбы метчиками (рис.49) При сверлении, рассверливании, зенкеровании и развертывании инструмент получает два движения: вращательное DГ (главное движение) и осевое перемещение DS (движение подачи). Все перечисленные виды работ можно выполнять и на токарных станках.
Сверление – операция получения глухих и сквозных отверстий в сплошном материале сверлами. Наиболее часто с этой целью применяют спиральные сверла, которые позволяют сверлить отверстия в диапазоне диаметров от 0,25 до 80 мм (рис.49,а). Точность просверленных отверстий в связи с малой жесткостью инструмента, значительными осевыми силами резания и неуравновешенностью радиальных сил не высока и соответствует 12…14 квалитетам точности. Высота микронеровностей профиля обработанной поверхности отверстия превышает значения Rа 6,3 мкм.
С использованием сверла можно увеличить диаметр уже имеющегося отверстия. Такой вид обработки называют рассверливанием (рис. 49, б).
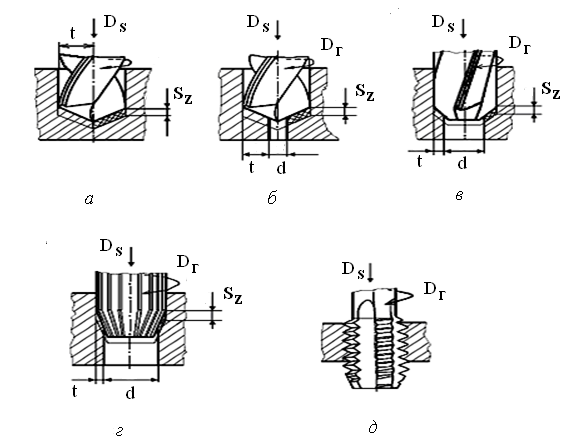
Рисунок 49 - Схемы обработки отверстий: а – сверление; б – рассверливание; в – зенкерование; г – развертывание; д – нарезания резьбы.
Зенкерование – метод обработки предварительно просверленного, штампованного или литого отверстия зенкером в целях достижения более правильной геометрической формы отверстия, прямолинейности оси, повышения точности и снижения шероховатости поверхности (рис. 49,в). Этот технологический метод может быть использован для окончательной обработки или для получистовой обработки отверстия перед развертыванием.
Развертывание применяют для дальнейшего повышения точности и уменьшения шероховатости обработанных отверстий (рис.49,г). Этот метод относят к чистовым методам обработки.
Устройство и назначение вертикально сверлильного станка
Вертикально – сверлильные станки (рис.50) предназначены для сверления и рассверливания отверстий, нарезания в них резьбы, зенкерования, развертывания отверстий и т. п. При сверлении главным движением является вращательное движение инструмента, а движением подачи – поступательное движение инструмента вдоль оси.
Сверлильный станок состоит из: станины А; коробки подач Б; коробки скоростей В; стола Г; основания Д; шпинделя Е.
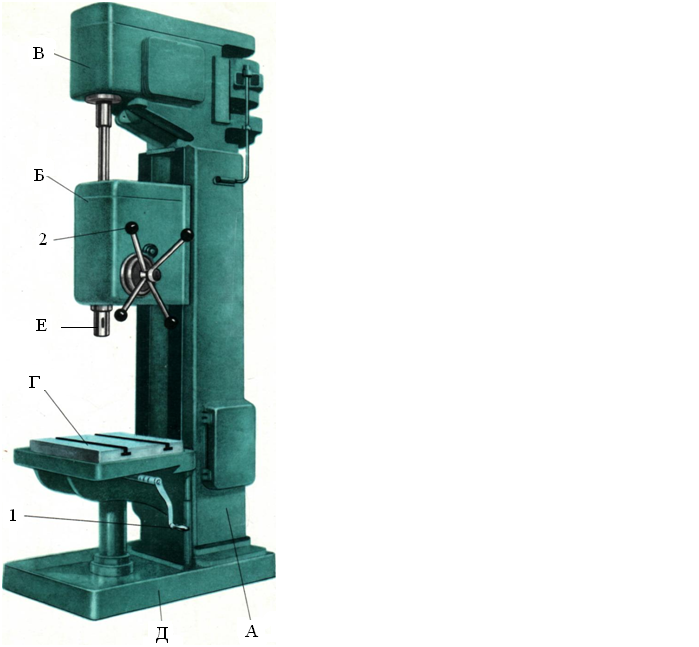
Рисунок 50 - Общий вид вертикально-сверлильного станка
Станина А предназначена для соединения между собой всех узлов станка. Отлита из серого чугуна и представляет собой коробку прямоугольного сечения, установленную вертикально на основании Д. На верхнем конце станины установлена коробка скоростей В. Коробка скоростей представляет собой чугунный корпус, внутри которого расположены зубчатые передачи и механизмы переключения скоростей. Служит для сообщения шпинделю Е различных частот вращения. По направляющим станины может перемещаться коробка подач Б и стол А. Коробка подач предназначена для осуществления различных подач шпинделя. Управление коробками скоростей и подач осуществляется рукоятками; ручная подача – штурвалом 2.
Обрабатываемая деталь устанавливается на столе станка и закрепляется в машинных тисках или в специальных приспособлениях. Совмещение оси будущего отверстия с осью шпинделя осуществляется перемещением приспособления с обрабатываемой деталью на столе станка. Режущий инструмент в зависимости от формы его хвостовика закрепляется в шпинделе станка при помощи патрона или переходных втулок. В соответствии с высотой обрабатываемой детали и длиной режущего инструмента производится установка стола и шпиндельной бабки. Подъем и опускание стола осуществляется рукояткой 1.