

Инструменты для отгибки и сборки элементов кровли
Кровельные клещи
Кровельные клещи используют при сборке металлических листов, когда нужно загибать кромки листов (рис. 19).
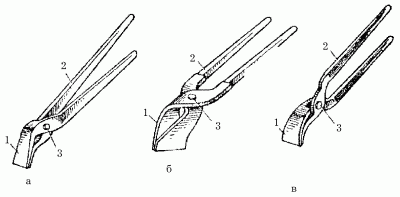
Рис. 19. Кровельные клещи: а – прямые; б – кривые; в – полукруглые: 1 – губки; 2 – ручки; 3 – ось.
Клещи могут быть прямые, полукруглые и кривые. Первые имеют плоские широкие губки, благодаря которым не повреждается цинковый слой металла. Они нужны при устройстве дымовых труб, вентиляционных и слуховых отверстий.
Полукруглыми клещами выполняют многие операции, например окантовку гребней, отгибы различных видов, отделку фасонных элементов кровли, разборку желобов и покрытий для их ремонта.
Кривые клещи необходимы для сборки кровли на труднодоступных участках.
Кромкогибщик
Для загибания стоячих фальцев применяют кромкогибщик, имеющий в середине продольную прорезь высотой от 25 до 35 мм (рис. 20).
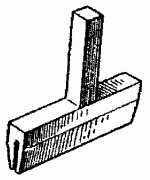
Рис. 20. Кромкогибщик.
Заклепочник
Инструментом пользуются при сращивании листовых металлических деталей (рис. 21).
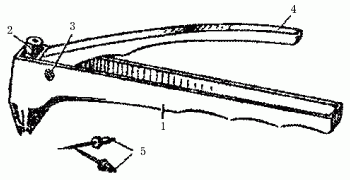
Рис. 21. Заклепочник: 1 – корпус; 2 – цанговое устройство; 3 – ось; 4 – рычаг; 5 – заклепки комбинированные.
Зажимные приспособления
К зажимным приспособлениям относятся тиски, которые могут быть параллельными и стуловыми (рис. 22).
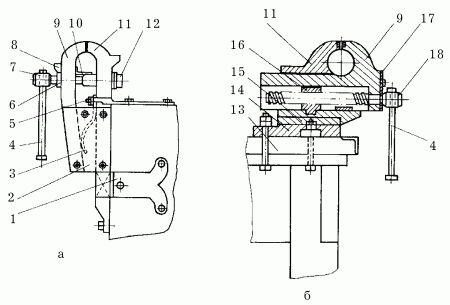
Рис. 22. Тиски: а – стуловые; б – параллельные: 1 – лапа для крепления тисков к верстаку; 2 – боковина; 3 – пружина; 4 – рычаг; 5 – планка для крепления тисков к верстаку; 6 – шайба; 7, 18 – стяжной и червячные винты; 8, 10 – козырьки; 9 – подвижная губка; 11 – неподвижная губка; 12 – втулка; 13 – верстак; 14 – нижняя плита; 15 – поворотный круг; 16 – гайка; 17 – крышка.
И параллельные, и стуловые тиски состоят из подвижной и неподвижной губок и рычагов для вращения винтов. Тиски закрепляют на верстаке.
Кроме тисков, в качестве зажимов используют ваймы, прессы, струбцины (рис. 23).
Рис. 23. Струбцины.
Инструменты для опиливания
Напильники
При опиливании (выборки верхнего слоя с поверхности детали) используют напильники различных видов. Каждый напильник имеет на своей рабочей поверхности насечки, благодаря которым он может снимать слой металла.
Напильники состоят из носа, тела, пятки и хвостовика. Они бывают различного сечения, например квадратного, прямоугольного, полукруглого, круглого, треугольного (рис. 24).
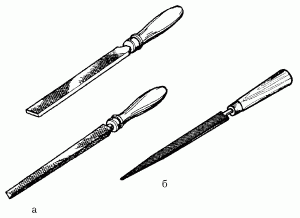
Рис. 24. Виды напильников: а – напильники; б – рашпиль.
Напильники с такими сечениями называют обыкновенными.
Напильники с квадратным сечением нужны для обработки поверхностей прямоугольной формы. Напильники с прямоугольным сечением универсальные, ими можно доводить практически любую поверхность, включая и фасонную. Напильники с полукруглым сечением предназначены для работы с вогнутыми поверхностями. Напильники с треугольным сечением – для доводки отверстий с треугольным сечением и углов, с круглым сечением – для круглых отверстий.
Есть еще и специальные напильники, сечение которых может быть ромбовидным, овальным или в виде меча.
Выпускаются напильники с одинарной и двойной насечкой. Напильником с одинарной насечкой выполнять опиливание сложнее, потому что он снимает слой металла в виде стружки, в то время как напильник с двойной насечкой измельчает стружку, превращая ее в опилки. Опиливать металлическую поверхность можно двумя способами: чистовым и черновым.
Опиливание первым способом проводится напильником длиной от 125 до 450 мм, опиливание вторым способом – драчевым напильником той же длины. Затем обрабатываемую поверхность доводят бархатным напильником длиной от 125 до 250 мм.
Напильники предназначены также для отделки пазов, зазоров, канавок, плоскостей. Кроме этого, с их помощью деталям из металла можно придать необходимую форму или размеры, обработать кромку деталей и т. д.
Для того чтобы правильно опилить деталь, опиливание выполняют перекрестным способом, те есть сначала движения напильником делают слева направо, а затем справа налево. Чтобы проверить ровно ли опилена деталь, прикладывают к поверхности детали линейку или угольник: если между линейкой и плоскостью нет просветов, то все сделано правильно.