

Усиления
Работу с усилениями и рамами нельзя начинать прежде, чем наружная оболочка отвердеет не менее двух недель.
Когда речь идет о тонкостенных матрицах, чтобы не возникало напряжений натяжения, усиления и рамы следует приформовывать следующим образом:
Необходимо обозначить места установки усилений. Для этого приклеивается липкая лента, выдерживающая воздействие стирола, например, Mylar, Melinex, Hostaphan поверх меток. Приформовываются два слоя стеклоткани сатинового плетения поверх пленки и устанавливаются сердцевины усилений, картонные трубки, полиуретановые лоскутки или соответствующие элементы поверх стеклоткани. Приформовывается усиление и дается время на отверждение.
После отвердевания весь пакет отделяют и удаляют пленку. Очень хорошо получаются широколапые балки усиления. Далее необходимо отшлифовать на матрице поверхность и приклеить усиление на поверхность одним или двумя слоями стеклоткани сатинового плетения.
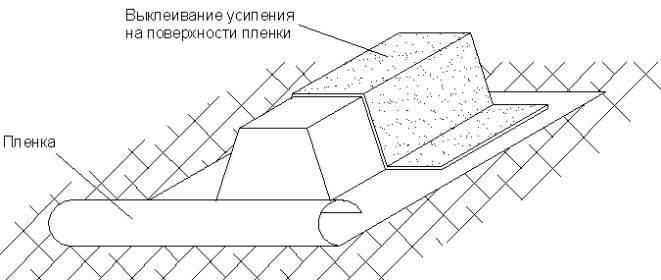

Рис.3 Крепление усилений без риска возникновения напряжения натяжения.
РАМЫ
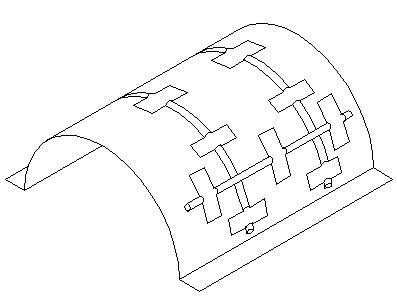 Рис.4. Крепление
рамы и стойки
Рис.4. Крепление
рамы и стойки
Использование кусков стеклоткани при креплении рамы и стойки. Приформовывать их в интервале 50 см.
Для сведения к минимуму риска возникновения напряжений натяжения необходимо устанавливать полностью готовые рамы, сделанные из металлического уголка, стальной трубки и пр. материалов. Когда рама приформована к матрице, ее поверхность уже нельзя обрабатывать: шлифовать, полировать или сверлить. Различные части рамы необходимо обработать (отрезать, сгибать) так, чтобы они полностью подходили к матрице. Каждую часть временно приставляют к матрице до полного прилегания и соединяют вместе держателями, струбцинами и пр. так, чтобы раму можно было вытащить. В крайнем случае, различные части соединяют, точнее, прихватывают точечной сваркой.
Когда рама готова и временно собрана, ее снимают с поверхности матрицы и сваривают целиком. Высверливают все отверстия и устанавливают все элементы, необходимые при работе с матрицей.
После этого всю раму полностью очищают от жира и устанавливают обратно на поверхность матрицы для приформовки. Необходимо помнить, что у приформовываемых к матрице частей, должно быть стопроцентное прилегание. Все зазоры должны быть заполнены шпаклевкой до приформовки. Если прилегание полное и приформовываемые поверхности отшлифованы, достаточно двух слоев стеклоткани сатинового плетения и широких крепежных лопастей (речь идет о ширине приформовочного угольника) приформовки. При формовании необходимо помнить о тепловом расширении рамы.
Раму необходимо спроектировать так, чтобы она была местом крепления стойки и прочих необходимых для обработки матрицы деталей. Рама не должна быть только лишь кучей металла, а у каждой части должно быть собственное предназначение и определенное место.
Разделяемые матрицы
Разделение матрицы необходимо осуществлять вдоль естественных линий раздела так, чтобы раздел следовал углу или аналогичному элементу. Разделяемые части необходимо снабдить вытяжными ручками для облегчения открытия матрицы.
Разделяемые матрицы, в которых линия раздела не должна просматриваться на изделии, необходимо изготавливать особенно тщательно. Обрабатывая большие матрицы, это может оказаться очень трудоемко. Во многих случаях приходится шпаклевать или шлифовать выделяющиеся линии раздела. Если большие половины матрицы перекрываются внахлест, то можно избежать шпаклевки, изготавливая т.н. формовочный край на месте раздела. Этот формовочный край можно шлифовать и полировать в дальнейшем и таким образом, можно избежать больших ошибок при стыковке частей матриц.
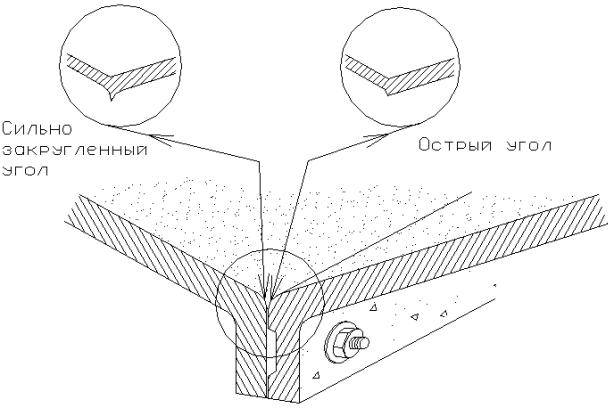
Рис.5 Формирование линий раздела
Разделительные крылья, замковые края не надо делать ровноповерхностными. Их недостатком является то, что закрывающая сила, которая держит части вместе, разделяется на две большие области и часто немного на сам разделительный край в котором нужна была бы значительно большая сила. Разделительные крылья нужно отформовывать так, чтобы сила сжатия была направлена непосредственно на саму разделительную линию или вблизи ее, насколько возможно.
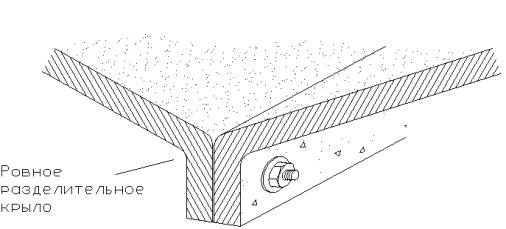
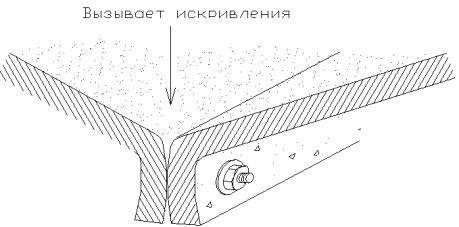
Рис. 6. Неправильное формование разделительного крыла.
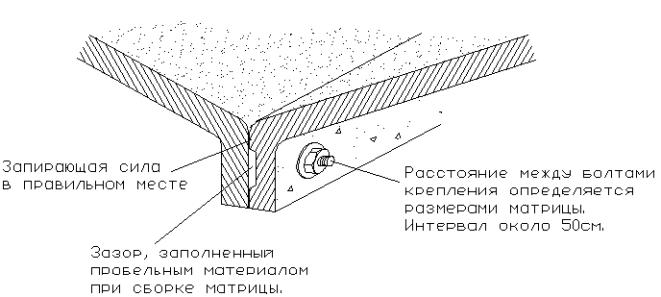
Рис. 7. Формование разделительного крыла для достижения возможной оптимальной силы запирания.
Разделяемые матрицы изготавливают таким образом. На разделительную линию устанавливают временный фланец, после чего матрицу собирают в две стадии. Временный разделительный фланец необходимо натереть воском и обработать разделительным материалом так же, как и болван. Когда будет полностью изготовлена (отформована и отверждена) оболочка первой половинки матрицы, то можно снять временный фланец (крыло). Поверхность раздела готовой половинки матрицы после этого необходимо натереть воском и обработать разделительным материалом. Обработку необходимо производить аккуратно и осторожно, чтобы не отделить от болвана готовую половинку матрицы.
Формуя второй фланец, надо дать стеклоткани завернуться через край так, чтобы фланцы приклеились друг к другу снаружи. Это делается для того, чтобы фланцы не сломались и не разошлись бы до окончания формования. Разделительные фланцы необходимо сделать достаточно жесткими, чтобы их форма несмотря на силу сжатия, сохранялась при использовании матрицы.
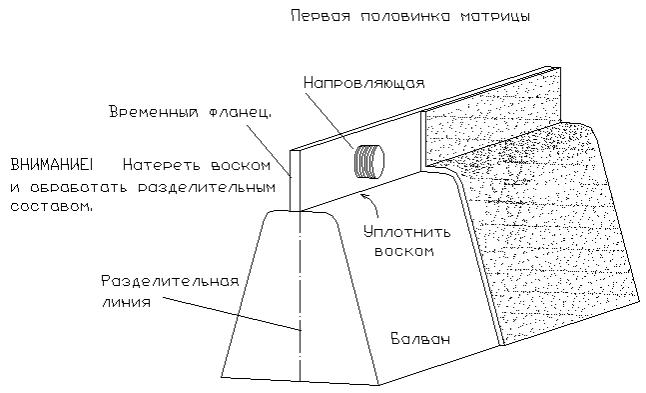
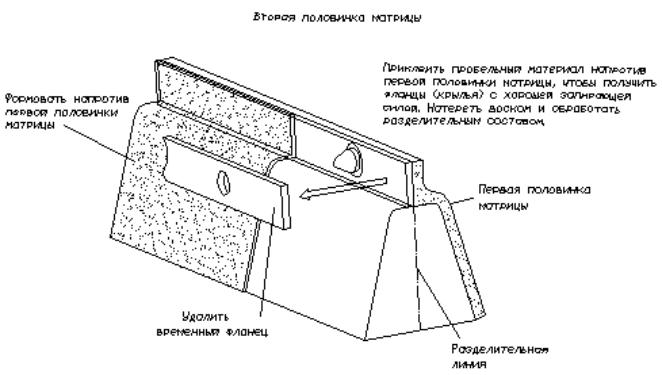 Рис.
8. Изготовление разделяемых матриц.
Рис.
8. Изготовление разделяемых матриц.