

Билет №6
1.общая классификация и характеристика основных методов дефектации корпусной части корабля. Визуальный метод и метод технических измерений.
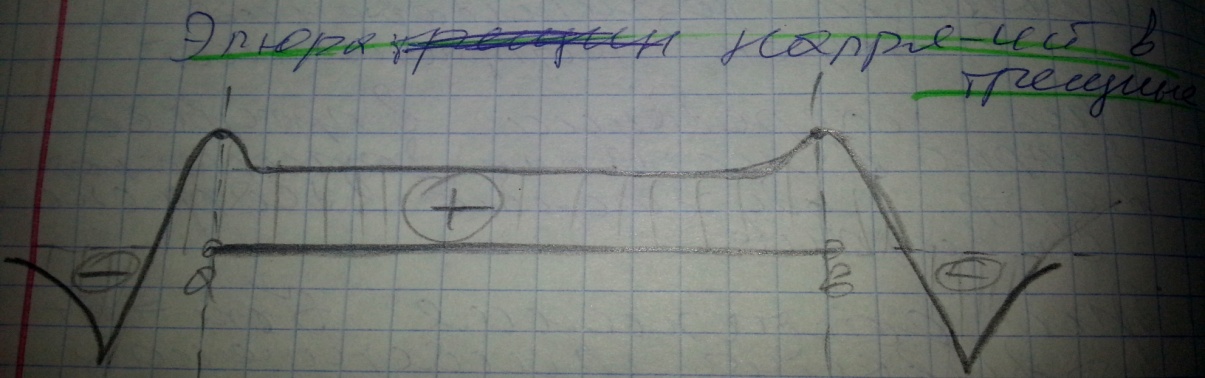
2.устранение трещин
1.
1)Визуальные методы
Позволяют определить поверхностные дефекты. Дефектация выполняется невооруженным глазом или с помощью оптических приборов. Осмотр деталей невооруженным глазом – наиболее простой способ контроля. Но его результаты зависят от яркости света, способа освещения. Поэтому исследуемую поверхность протравливают кислотой. С помощью профилографов определяют шероховатость поверхностей. Внутренние поверхности труб осматривают с помощью приборов, обеспечивающих повышенную освещенность.
2)измерение износа методом искусственных баз.
Когда необходимо получить эпюру линейных износов по всей поверхности детали.
Если на поверхности детали вырезать малое углубление геометрической формы, то после заданного времени работы механизма по изменению размеров выреза можно рассчитать величину износа поверхности в этой точке.
3) Измерение износа с помощью радиоактивных изотопов.
С помощью радиоактивных изотопов можно изучать износ действующих механизмов и его скорость, получать данные о прирабатываемое и количестве металла, унесенного маслом с трущихся поверхностей.
4)метод технических измерений
4.1.проверка плоскостности поверхностей
Плоскостность поверхности характеризуется величиной отклонения от идеальной плоскости. Качественная оценка плоскостности производиться на проверочных плитах по методу «пятен на краску»: плиту покрывают специальной краской, после чего проверяемую поверхность передвигают по плите в разных направлениях. По величине окрашенной поверхности и судят о ее плоскостности. Количество пятен краски подсчитывают на квадрате размером 25 мм2. Чем больше пятен краски на квадрате, тем качество поверхности выше.
Для количественной оценки неплоскостности применяются поверочные линейки. Неплоскостность оценивается по результатам измерений зазоров h между линейкой и поверхностью с помощью пластинчатого щупа (рис. 21, а).

4.2.измерение цилиндрических и конических поверхностей.
Наружные цилиндрические поверхности измеряют с помощью микрометров и штангенциркулей, а внутренние с помощью нутромеров.
4.3. Измерение прогиба оси вала.
Прогиб оси вала измеряется индикатором на токарном станке.
2.
Трещины возникают под действием растягивающих напряжений. Явление носит усталостную хрупкую природу.
Основные способы устранения трещин:
1)заварка
2)замена участка листа в районе трещин
3) комбинированная замена участка листа с частичной заваркой
4) установка накладной пластины
5) штифтование, заклейка
4) и 5) – временные меры.
Технологический процесс заварки трещин состоит из:
1) определение границ трещин
2)подготовка к заварке (засверливание вершин трещин)
3) зинкование
4)разделка трещин
5)заварка трещин
Механизм возникновения внутренних напряжений:
1)при нагревании в процессе сварки в металле возникают внутренние двухосные напряжения сжатия
2)
при достижении
 предела текучести развивается пластическая
деформация сжатия (подсадка металла)
предела текучести развивается пластическая
деформация сжатия (подсадка металла)
3)с началом охлаждения напряжения сжатия падают до 0. При дальнейшем охлаждении в металле возникают двухосные напряжения растяжения.
4)после полного охлаждения эти напряжения сжатия сохраняются, они называются усадочными, первичными напряжениями.
5)в холодной зоне листа на некотором удалении в металле возникают реактивные напряжения, которые компенсируют первичные. Они называются вторичными.
Способы снижения остаточных напряжений:
1)механические
2)сжимные болты
3)тепловой способ (метод теплового домкрата)
Процесс штифтования: (когда невозможна заварка)
1)вдоль трещин сверлятся ряд отверстий d=5-6 мм на расстоянии 1,5d.
2)отжигается медный или стальной пруток
3)пруток вворачивается в отверстие и срезается его свободная часть
4) между отверстиями высверливаются новые отверстия, частично перекрывающие первые. Дальше аналогично все с п.1
5) выступающие части расклепываются и проверяется на непроницаемость.