

6. Охолодження і обрізка плит дсп.
Спресовані листи ДСП піддаються обрізку під заданий торговий формат. Обрізання листа може відбуватися на гарячу, відразу з під преса або після його охолодження. Таким чином поділяють гарячу і холодну обрізку. Найбільш частіше в лінії виробництва використовують холодну обрізку.
Необхідність охолодження плит ДСП пов'язана з тим, що після вивантаження з термопресса вони, по-перше, мають дуже високу температуру, а по-друге - досить велику розбіжність по тій же температурі і вологості. Вологість зовнішніх шарів становить близько 2-4%, при тому що внутрішні шари ДСП містять в цей час близько 10-13% вологи. Різниця в температурі ж може складати близько 80 градусів за Цельсієм (105 зовні і до 180 всередині). Такі градієнти є джерелом внутрішніх напружень. При подальшій обробці гарячої плити ці напруги можуть привести до її деформації. Саме тому плити дають охолонути в охолоджувачах.
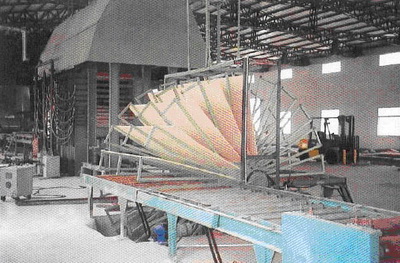
Охолоджувач ДСП віяловий. Для охолодження деревно-стружкових плит використовують віялові охолоджувачі, які представляє собою установку з великим обертовим барабаном, що складається з декількох десятків осередків. При установці нової плити барабан повертається на одну клітинку: при цьому з іншого боку охолоджувача знімається плита вже досягла температури близько 50 градусів. Продуктивність охолоджувачів становить порядку 200 аркушів на годину: на охолодження однієї плити завтовшки 19 мм до температури 50 градусів йде близько 12-15 хвилин.
Обрізка листів відбувається на декількох спеціальних форматних верстатах.



Верстат для шліфування торців. Верстат для розпилу боковин. Поперечний распилювач боковин.
Потім плити переміщаються на проміжний склад, укладаються в стопи, де витримуються не менше 5 діб.
7.Фінішная обробка дсп, шліфування поверхні і торців.
Шліфувальні машини на виробництві ДСП бувають: Чотирохголововчний, шестиголовочні, восьмиголовочні. Переваги більшої кількості головок це - якість шліфування. Чим більше головок тим краще якість шліфування, а й більше споживання електрики, шліфувальної стрічки.
Головки підрозділяються на калібрувальні, проміжного шліфування і шліфовочні, в такому ж порядку вони встановлені на шліфувальному верстаті. Відмінність колібровочних від шліфувальних і комбінованих - це відсутність притискного прасування.
На схемі - восьмиголовочний шліфувальний верстат, калібрувальні головки розміщуються одна над іншою і формують остаточну товщину листа ДСП.
Зовнішній вигляд шліфувального обладнання для ДСП.
Після цього етапу плита вже готова і придатна для відправки споживачеві, як ДСП-шліфоване або відправляється на наступну ділянку, для личкування різними декоративними покриттями.

ДСП шліфоване.
8. Упаковка плит дсп на палети.

Відповідно до вимог стандарту плити сортуються, а потім або розкроюються на заготовки для меблевих щитів, або відправляються споживачам повноформатним.
Залежно від критеріїв зовнішнього вигляду плити (тріщини, відколи, фарбування, плями, виступи і поглиблення) плити ДСП поділяються на такі сорти:
• ЛДСП - 1 сорт (дефекти не прийнятні крім мінімальних),
• ЛДСП - 2 сорт (допустимі великі дефекти поверхні),
• без сорту (кардинальні дефекти поверхні, використовується в будівництві).
Загальне,транспортування.конвеєр

Конвеєр переміщує пакети, які після проходження преса для підпресовки стають щільними, що володіють транспортної міцністю брикетами. В даний час в промисловості деревостружкових плит відомо два принципово різних типи головних конвеєрів. Вони різняться тим, що в одному випадку пакети (а потім брикети) переміщаються на металевих піддонах, в іншому типі головного конвеєра - на стрічкових транспортерах, коли пресування безпіддонний. Кожна схема головного конвеєра має переваги і недоліки. Піддонний спосіб більш простий і надійний, але плити виходять з більшою разнотолщинностью, витрата теплової енергії більше. Безпіддонний спосіб забезпечує деяку економію енергії, підвищена якість плит.
Вміст формальдегіду в ДСП.
Технологічний процес виробництва ДСП передбачає строгий контроль при використанні зв'язуючих просочень і тому даний матеріал можна визнати екологічно чистим. Всі види ДСП проходять обов'язкову перевірку на вміст формальдегіду.
Як визначається вміст формальдегіду?
Зразок ДСП з площею поверхні 1 кв м поміщають в камеру об'ємом 1 куб м і через певний час беруть з камери пробу повітря для визначення в ньому формальдегіду. Цю пробу порівнюють з нормами і дають гігієнічний висновок про застосовність ДСП для виробництва меблів. Даний метод, називається "камерним", він вважається найбільш ефективним і органи держсанепіднагляду видають свої висновки на основі цього методу випробувань.
Відповідно до ГОСТ 10632-89, гранично допустимою концентрацією (ГДК) формальдегіду для атмосферного повітря вважається 0035 мг / куб м, повітря робочої зони - 0,5 мг / куб м. Завдяки сучасним технологіям виготовлення ДСП, концентрацію формальдегіду в деяких виробах вдалося знизити до 0,02 мг / куб м. І це при тому, що в масиві багатьох порід деревини (без клейових смол) звичайне природне вміст формальдегіду доходить до 12 мг. ДСП з показником емісії формальдегіду Е1 відрізняється більшою екологічною чистотою, а ось ДСП з Е2 забороняється використовувати у виробництві меблів.
Обладнання
Верстат переробки колод в тріску
Продуктивність - 20 м3/год, 10 м3/год, 7 м3/год, 4 м3/год.
Діаметр ножів - 1220 мм, швидкість обертання ножів - 740 вращ / хв, кол-во ножів - .. 4 шт, максимальний діаметр отриманої сировини - 200 мм, максимальна довжина отриманої тріски - 20-35
Стругальний верстат лінії виробництва ДСП
Діаметр ножів - 800 мм, кількість ножів - 28, довжина ножів - 300 мм, швидкість обертання ножів -. 50 обертань на хв, товщина стружки - 0,4-0,7 мм. Для ліній з продуктивністю 30 - 50 тис. м3 на рік необхідно 1 верстат. Для ліній з продуктивністю 60 - 100 тис. м3 - 2 верстата.
Сушильні камери для виробництва ДСП
Присутня система аварійного скидання пари і механізм перемішування сировини і автоматичною вигрузкі.Возможна поставка сушильного обладнання як підлогового розміщення, так і вертикального. При вертикальному розміщенні висота цеху повинна бути не менше 25000мм.Для ліній продуктивністю 30 - 50 тис. м3 на рік необхідно 1 верстат. Для ліній продуктивністю 60 - 100 тис. м3 - 2 верстата
Вібросито
Розмір робочої поверхні - 10 кв. м, поділ на 3 фракції.
Основний вид діяльності – виробництво і реалізація деревостружкових плит (ДСП). Іншими видами діяльності являються:
- роздрібна торгівля;
- надання транспортних послуг;
- громадське харчування;
- оптова торгівля меблями.
Основними споживачами продукції є меблеві фабрики України, Молдова, Грузія, Азербайджан, Польща. Частка продукції, що експлуатується, складає 35%.
У виробництві використовується технологічна лісосировина та сировина від рубок з лісгоспів Вінницької, Житомирської, Хмельницької та Київської областей. Основні постачальники карбамідоформальдегідної смоли – хімкомбінати Рубіжного та Сєвєро-Донецька.Формуюча машина
Максимальна товщина 45 мм.
Площа робочої поверхні 1870 х 2750 мм.
Потужність 30,25 кВт
Довжина 14000 мм
Ширина 3500 мм
Висота 6000 мм
обсяг немає
Вага 35000 кг
Продуктивність 20000 кг на годину
Термопресс
Тиск 1200 мра
поверхів 15
Потужність 200 кВт
Довжина 3300 мм
Ширина 4500 мм
Висота 8800 мм
обсяг немає
Вага 45000 кг
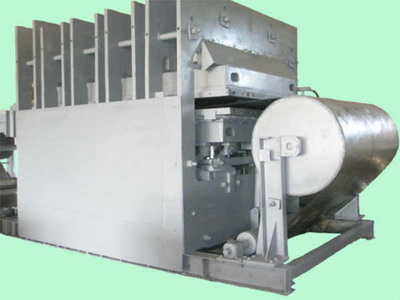
Охолоджувач зірчастий
Діаметр 6000 мм
Потужність 50 кВт
Ширина 3500 мм
Обсяг 60 аркуша
Вага 4000 кг
Продуктивність 200 аркушів на годину
Верстат для шліфування торців
товщина листа-заготовки 10-80 мм
швидкість обертання пилки 2840 оборотів в хвилину
діаметр пили 400 мм
Потужність 10 кВт
Довжина 580 мм
Ширина 2900 мм
Висота 2100 мм
обсяг немає
Вага 2800 кг
Шредер вирівнювання верхній поверхні
Потужність 25 кВт
Довжина 1000 мм
Ширина 3100 мм
Висота 2300 мм
обсяг немає
Вага 1200 кг
Продуктивність 2300 кв. м
Роликовий транспортер (стандартного аркуша)
Максимальна одноразова навантаження 4000 кг
Потужність 7 кВт
Довжина 2750 мм
Ширина робочої поверхні - 1870 мм
Висота 1450 мм
Вага 500 кг
Стрічковий транспортер
Потужність 10 кВт
Довжина 8000 мм
Ширина 650 мм
висота 1450мм
Вага 1500 кг
Вентиляційна система для видалення пилу при шліфуванні
Потужність 10 кВт
Довжина 1700 мм
Ширина 2200 мм
Висота 1000 мм
Вага 1500 кг
Висновок
Отже «Калинівського ЕЗДМ– одне з перших підприємств колишнього Радянського Союзу по виробництву деревостружкових плит на вітчизняному обладнанні. Був заснований у листопаді 1967 року.
Основний вид діяльності – виробництво і реалізація деревостружкових плит (ДСП). Іншими видами діяльності являються:
роздрібна торгівля;
надання транспортних послуг;
громадське харчування;
оптова торгівля меблями.
Основними споживачами продукції є меблеві фабрики України, Молдова, Грузія, Азербайджан, Польща. Частка продукції, що експлуатується, складає 35%.
У виробництві використовується технологічна лісосировина та сировина від рубок з лісгоспів Вінницької, Житомирської, Хмельницької та Київської областей. Основні постачальники карбамідоформальдегідної смоли – хімкомбінати Рубіжного та Сєвєро-Донецька.