

4.2 Переработка пластмасс
4.2.1 Гидравический пресс
Прессование-это технологический процесс изготовления изделий из полимерных материалов, заключающийся в пластической деформации материала при действии на него давления и последующей фиксации форм изделия. Если формуемый материал способен к пластической деформации без нагревания, то процесс ведется в холодной форме и носит название холодного прессования. Формование в нагретой форме, т.е. горячее прессование, применяется в том случае, если нагрев необходим для снижения вязкости материала перед подачей давления или когда фиксация форм изделия осуществляется за счет реакций отверждения, протекающих при повышенных температурах. Горячее прессование в зависимости от аппаратурного оформления проводится методами компрессионного (прямого) или литьевого (трансферного) прессования.
Метод прессования широко применяется при переработке реактопластов, резиновых смесей, а в ряде случаев и при переработке термопластов.
Компрессионное прессование реактопластов- наиболее распространенный и простой в аппаратурном оформлении метод. Он применяется при переработке пресс-порошков, волокнитов, слоистых пластиков. Его используют при изготовлении несложных по конструкции изделий, при переработке высоконаполненных материалов, в производстве изделий, к которым предъявляются высокие требования по однотонности, и изделий массой свыше 1 кг.
Прессование ведется в пресс-формах, конфигурация полости которых соответствует форме изделия. Давление в форме создается прессом, на котором она устанавливается с помощью крепежных плит.
При формовании изделий сложной конструкции, имеющих тонкую сквозную арматуру, в момент смыкания форм при компрессионном прессовании возникают перекос армирующих элементов, что приводит к браку. Достаточно часто наблюдаются недопрессовки при формовании изделий с малой толщиной стенок, но достаточно большой высотой.
Эти недостатки устраняются при использовании метода литьевого прессования, который отличается от компрессионного тем, что пресс-форма имеет загрузочную камеру и соединенную с ней литниковыми каналами формующую полость.
При горячем прессовании материал, например в виде пресс-порошка (обычно таблетированного или гранулированного) или листов, помещают в разомкнутую пресс-форму, нагретую до заданной температуры. При опускании плунжера пресс-форма замыкается, материал в результате нагревания и создаваемого прессом давления растекается и заполняет формующую полость, приобретая размеры и конфигурацию изделия. Реактопласты и резиновые смеси, выдерживают в пресс-форме под давлением до завершения процесса отверждения или вулканизации, после чего плунжер пресса поднимают и вталкивают из разомкнутой формы готовое изделие. Горячее прессование термопластов применяют ограниченно, т.к. в этом случае пресс-форму перед извлечением из нее изделия необходимо охлаждать. Температура прессования полимерных материалов может изменяться в пределах 80-300˚С, давление от 2 до 90 Мн/м2 (20-900 кгс/см2), продолжительность выдержки под давлением- от долей мин. до 30 мин. Давление тем выше, чем меньше текучесть материала и сложнее конфигурация изделия. Длительность прессования полимерных материалов определяется скорость нагрева и отверждения (вулканизации) материала. Процесс ускоряется при загрузке в пресс-форму предварительно нагретого материала (например токами ВЧ).
Холодное прессование использую главным образом для переработки термопластов, не размягчающихся при нагревании, например фторопластов. В этом случае материал прессуют (уплотняют) в холодных формах, а затем, после извлечения изделия из формы, подвергают термообработке (т.е. спеканию). Прессование - одно из распространенных методов получения изделий из полимерных материалов, особенно термореактивных. Прессование осуществляется на прессах, назначение которых - создание необходимого усилия (давления) для растекания пластмасс в полости формы и удержание ее от раскрытия выделяющимися газообразными продуктами химической реакции (для реактопластов). Процесс прессования происходит в пресс-формах, конфигурация рабочих полостей которых соответствует конфигурации изделий. Пресс-форму устанавливают между плитами пресса, создающими необходимое давление. Прессы оказывают статическое (неударное) воздействие на пресс-форму.
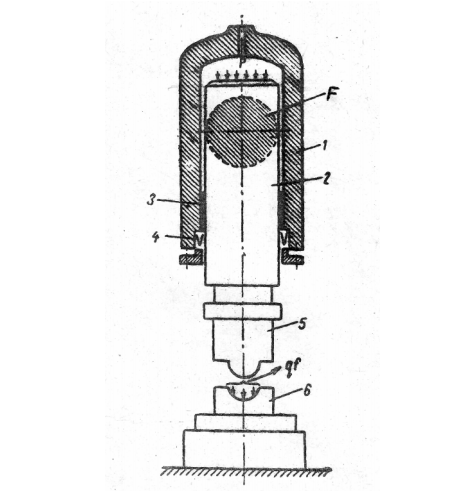
Рисунок 1. Схема основного узла пресса.
1 – цилиндр, 2 – плунжер недифференциального типа (в прессе Д-2428 – дифференциальный), 3- направляющая втулка, 4 – уплотнение, 5 – пуансон и 6 – матрица пресс-формы; р – давление масла, F – площадь плунжера, q – давление прессования материала, f – площадь проекции изделия.