Министерство образования и науки Российской Федерации
ГОУ ВПО
Набережночелнинский филиал
Казанского национально-исследовательского технического
Университета им. А.Н. Туполева
Кафедра «Конструирование и технологии машиностроительных производств»
Пояснительная записка
к курсовой работе
по дисциплине «Программирование автоматического оборудования с ЧПУ»
На тему: «Составление управляющей программы обработки деталей на станках с ЧПУ».
Работу выполнил:
студент группы 23402
Мавлявиев Д.И.
Работу проверил:
Хусаинов Р.М
Набережные Челны – 2013.
 Содержание
Содержание
Программирование фрезерной обработки
Техническое задание
Порядок обработки
Выбор инструмента
Технические характеристики станка
Управляющая программа
Наладка станка
Программирование токарной обработки
Техническое задание
Порядок обработки
Выбор инструмента
Технические характеристики станка
Управляющая программа
Наладка станка
 Введение.
Введение.
Структура управляющей программы.
% - начало программы.
Далее записывается номер программы. Управляющая программа состоит из кадров (N). Кадры нумеруются в порядке возрастания. Кадр состоит из слов. Слово состоит из адреса и числа.
Программа состоит из следующих частей:
Начало и название программы;
Строка безопасности – переводит систему с ЧПУ в нужный режим работы, отменяет ненужные коррекции и функции;
Обработка конкретной поверхности:
. Смена инструмента;
.Подготовка к обработке (установка инструмента в нулевую точку обработки, задание режимов резания, включение шпинделя), рекомендуется оформлять в виде главного кадра;
Процесс обработки, при обработке одинаковых поверхностей могут вызываться подпрограммы;
Конец программы.
Создание управляющей программы:
Создание схемы обработки;
Подбор инструмента (режущего и вспомогательного). Предварительное определение координат вершины инструмента.
Устанавливается нуль программы. Пересчитываются размеры с приведением к нулю программы. Сравниваются необходимые величины перемещений при обработке с наибольшими перемещениями по осям станка с учетом размеров инструмента, необходимости его подвода и отвода.
Расчет и проверка режимов резания.
Разработка управляющей программы. Рекомендуется разрабатывать программу по блокам, по отдельным переходам.
Устанавливаются опорные точки;
Определение координат опорных точек;
Программирование смены инструмента, режимов резания, коррекции инструмента, размерных перемещений;
Проверка программы (путем симуляции).
 Программирование
фрезерной обработки.
Программирование
фрезерной обработки.
Техническое задание
Задание
на выполнение курсовой работы
по курсу «Программирование автоматического оборудования (с ЧПУ)»
Объект программирования: деталь - фланец;
Цель программирования: разработать управляющую программу детали и РТК обработки детали;
Параметры заготовки:Ø185×Ø60,6×75;
Обрабатываемый материал: Сталь 45
Деталирующий станок: V500.
Задание выдал: Хусаинов Р.М.
Задание принял: Мавлявиев Д.И.
2013 г.
Порядок обработки
Фрезерование 4 пазов в два прохода;
Обработка 4 отверстий:
Зацентровка 4 отверстий;
Сквозное сверление 4 отверстий Ø15мм;
Режимы резания:
Фрезерование плоскости (чистовое): S=500об/мин,
F=100мм/мин.
Сверление: S=800об/мин,
F=60 мм/мин.
Центровка S=1000об/мин,
F=60 мм/мин.
Выбор инструмента
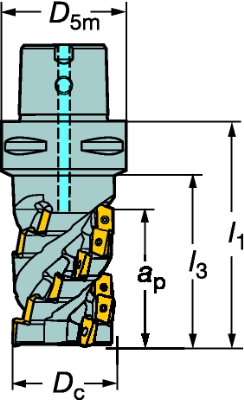
Торцевая фреза (Т01): CoroMill 390.
-
 ,
мм
,
мм ,мм
,мм ,
мм
,
мм ,
мм
,
мм ,
мм
,
ммСОЖ
15
C3
90
17,5
4
через центр
Базовый держатель BIG-PLUS, ISO 7388/1 (DIN 69871-ADB) 390.540
Конус |
Размер соединения |
|
|
|
|
|
СОЖ |
40 |
С3 |
32 |
50 |
30 |
35 |
16 |
Через центр |




 Центровка
(Т02): CoroDrill
Delta
C
R840,
цилиндрический хвостовик, наружный
подвод СОЖ.
Центровка
(Т02): CoroDrill
Delta
C
R840,
цилиндрический хвостовик, наружный
подвод СОЖ.
-





6
5
66
19
28
Сверло (T03): CoroDrill 854.
-
Подвод СОЖ
15
14,5
16
32
48
Наружный
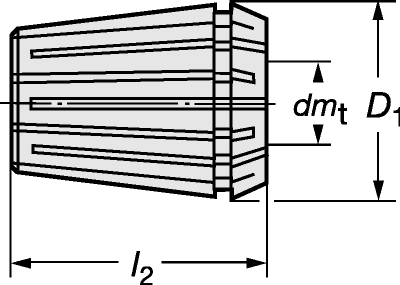
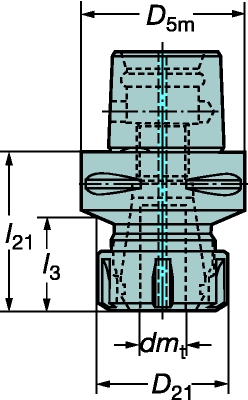
Сверлильный патрон: Сx-391.31
-







40
1
10
44
47
60
27

Базовый держатель: ISO 7388/1 (DIN 69871-A) 390.140
-
Конус
Размер соединения
,мм
, мм

Подвод СОЖ
40
С4
40
51
30
16
Через центр
Инструментальная карта
Т01

T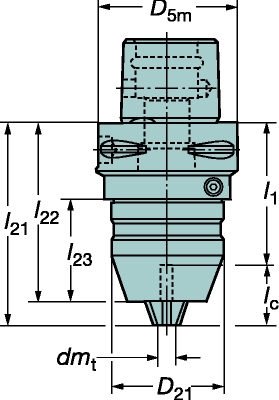 02
02



T03