

Раздел третий соединения деталей машин
Детали могут соединяться между собой подвижно и неподвижно. Подвижные соединения —это различные виды ша жиров. К неподвижным соединениям относятся разъемные —шпоночные, шлицевые, резьбовые, профильные и неразъемные — заклепочные, сварные, клеевые, паяные и др. Неподвижность шпоночного и шлицевого соединений относительна. В направлении осп вала при необходимости возможна свобода перемещения соединяемой летали (шестерни, полумуфты и т. д.)
Занятие 24. ШПОНОЧНЫЕ И ШЯХ^З'М (ЗУБЧАТЫЕ) СОЕДИНЕНИЯ
Типы шпоночных соединений и их сравнительная характеристика, Обзор стандартных типов шпонок
Рис.
205
Рис.
205
применяют для передачи вращающего момента от вала к ступице шкива, звездочки, зубчатого колеса и т. д. или наоборот.
Соединения деталей с помощью шпонок могут быть напряженными и ненапряженными. Соединения называют напряженными, если в их деталях возникают напряжения в процессе сборки, т. е. до приложения рабочих нагрузок. К напряженным относятся соединения клиновыми шпонками, хорошо воспринимающими ударные нагрузки.
зазор —
кои в ступице имеется это нерабочие грани).
К линовые
шпоночные соединения бывают врезные,
на лыске
линовые
шпоночные соединения бывают врезные,
на лыске

Рис. 207
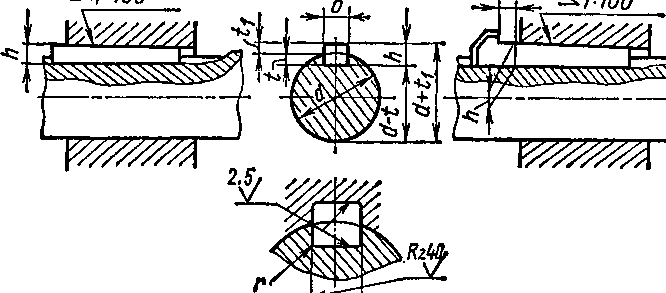
и фрикционные. Для врезных шпонок (см. рис. 205, 206) на валу выполняется паз в виде плоской канавки, а в детали (втулке) прорезается канавка с уклоном 1:100. Для шпонок на лыске
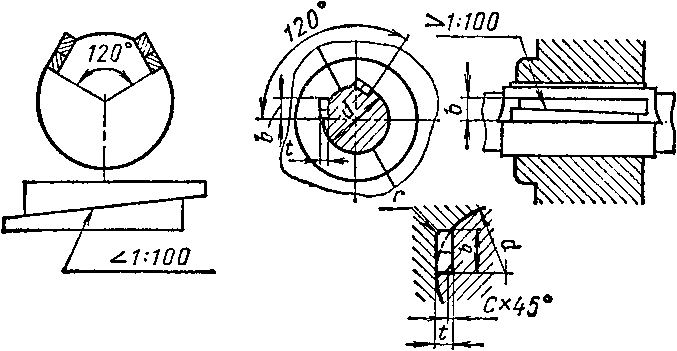
Рис. 208
(рис. 207, а) канавка с уклоном 1:100 выполняется только в ступице детали, а на валу делается плоский срез —«лыска». При установке фрикционных шпонок канавка с уклоном 1:100 имеется только в детали, вал не обрабатывается, а поверхность шпонки, прилегающая к валу, делается цилиндрической (рис. 207,6).
Клиновые шпонки применяют в тихоходных передачах низкой точности. При посадке зубчатого колеса, шкива, звездочки, муфты и т. д. на вал с помощью клиновой шпонки нарушается центриро-

в ание
детали и вала вследствие смещения оси
отверстия детали относительно оси
вала, приводящего к нарушению нормальной
работы передачи, увеличению биения или
перекоса соединяемых деталей (при
коротких ступицах).
ание
детали и вала вследствие смещения оси
отверстия детали относительно оси
вала, приводящего к нарушению нормальной
работы передачи, увеличению биения или
перекоса соединяемых деталей (при
коротких ступицах).
В тяжелом машиностроении при й) больших динамических нагрузках
ЧЕЕЗг "Р^г применяют клиновые тангенциальные
\$уу$////у//////*
гт1
шпонки
(рис
208),
которые
устанав-
д
,lf£^^^ ливают
парами под углом 120...
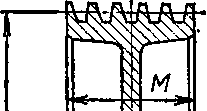
135°. Соединения тангенциальными клиновыми шпонками отличаются от соединений простыми клиновыми шпонками тем, что натяг между валом и ступицей создается не в радиальном, а в тангенциальном направлении, в связи с чем необходима установка двух шпонок, состоящих из односкосных клиньев с уклоном 1:100 и работающих на сжатие. Размеры тангенциальных шпонок регламентированы СТ СЭВ 646—77.
Ненапряженные шпоноч- ные соединения осуществляют Рис. 211 призматическими и сегментными
шпонками. Призматические шпонки (рис. 209) бывают со скругленными торцами, плоскими торцами, одним скругленным и другим плоским торцом. У этих шпонок рабочие грани боковые, между верхней гранью и дном паьа в ступице имеется зазор (рис. 210).
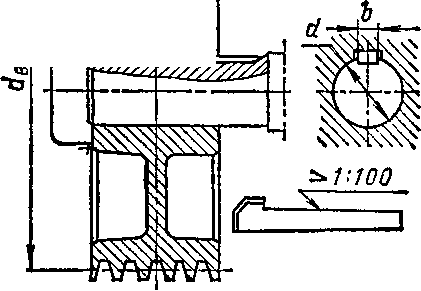
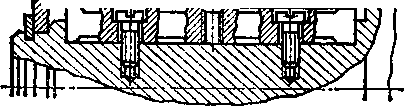
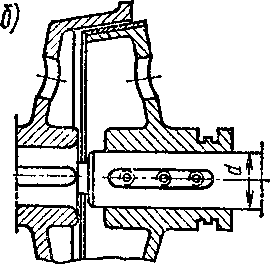
Помимо обычных призматических шпонок применяют направляющие шпонки, которые крепят к валу винтами (рис. 211, а). По этим шпонкам вдоль вала перемещают шестерни коробок передач, подвижные полумуфты кулачковых и фрикционных муфт (рис 211,6) и т. п.
Размеры соединений призматическими шпонками регламентированы СТ СЭВ 189—75 (см. табл. П49).
Сегментные шпо^нки (СТ СЭВ 647—77, см. табл. П50) нашли широкое применение в автотракторостроении, станкостроении и самолетостроении благодаря простоте изготовления и удобству при
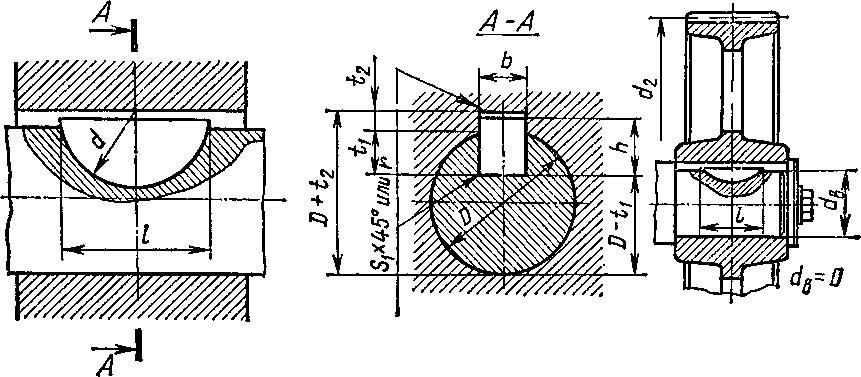
Рис. 212
сборке и разборке (рис. 212). Вращающий момент от вала к ступице насаженной детали (или от детали к валу) передается боковыми гранями шпонки. При передаче больших моментоз можно ставить в ряд по длине вала две или три шпонки.
Достоинства. 1, Простота конструкции. 2. Сравнительно низкая стоимость.
Недостатки. 1. Шпоночные пазы существенно ослабляют прочность вала и ступицы. 2. Концентрация напряжений, возникающих в зоне шпоночной канавки, снижает сопротивление усталости вала. 3. Трудность обеспечения взаимозаменяемое™ призматических шпонок из-за пригонки или подбора шпонки по пазу (сегментные шпонки с глубоким пазом не имеют такого недостатка, их и применяют при массовом производстве).
Шпонки изготовляют из стали Ст5, Стб; 45; 50; 55; 60 и других более прочных марок с пределом прочности ав^ 590 МПа. Сортамент чистотянутой стали для призматических шпонок регламентирован ГОСТ 8787—68, а для сегментных шпонок —СТ СЭВ 647—77.