

Изготовление зубчатых колес. Применяемые материалы
Зубья колес нарезают на фрезерных или специальных зуборезных станках. Существует два основных способа нарезания зубьев: 1) копирование, осуществляемое на фрезерных станках с помощью дисковой (рис 61, а) или пальцевой (рис. 61,6) фрез, режущие
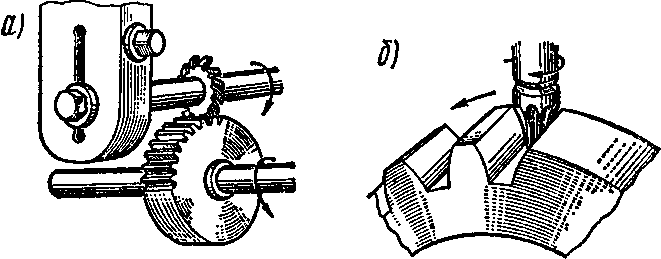
Рис. 61
кромки которых имеют профиль, соответствующий профилю впадины зуба; 2) обкатка, осуществляемая на зубофрезерных или зубостро-гальных станках с помощью соответствующего режущего инструмента—червячной фрезы (рис. 62, а), долбяка (рис. 62,6), инструментальной рейки-гребенки (рис. 62, в), находящихся в непрерывном зацеплении с заготовкой на всей стадии нарезания зубьев. Способ обкатки обеспечивает высокую производительность и достаточную точность изготовления зубчатых колес
В последнее время в массовое производство внедряют метод горячей накатки зубьев, который производится на специальном зубо-накатном станке, состоящем из двух валов, жестко связанных между собой делительной передачей. На один из валов насаживают валь-цевальное зубчатое колесо, а на другой —нагретую до температуры ковки заготовку. Валы перемещаются друг к другу под большим давлением; при этом вальцевальное колесо накатывает зубья на заготовке.
При массовом (крупносерийном) изготовлении зубчатых колес горячая накатка дает существенную экономию по сравнению с ранее рассмотренными методами нарезания зубьев. Недостаток —меньшая точность накатанных зубьев по сравнению с нарезанными.
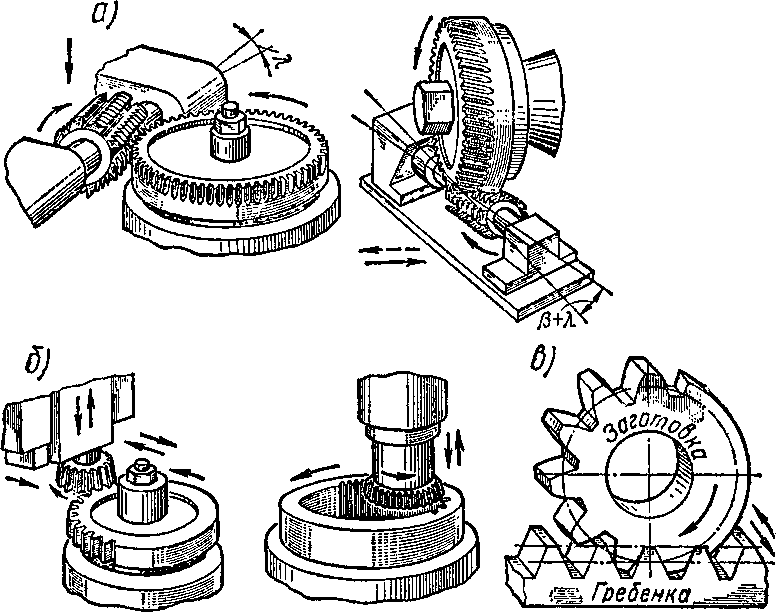
Рис. 62
После нарезания зубья могут быть подвергнуты окончательной обработке: шлифованию, шевингованию или притирке, обеспечивающим необходимые точность и шероховатость рабочих поверхностей зубьев.
Заготовки для изготовления зубчатых колес могут быть получены литьем, ковкой (штамповкой).
Зубчатые колеса изготовляют из углеродистой стали (Ст5, Стб, сталь 35; 45; 50; 50Г и др.), легированной стали (12ХНЗ; 15Х; 20Х; 35Х и др.), стального литья (35Л; 45Л; 55Л и др.), чугуна (СЧ 15—32; СЧ 18—36; СЧ 21—40 и др.), неметаллических материалов (текстолит, капрон, ДСП и т. п.) (см. табл. ПЗ, П21,П28).
Чугунные зубчатые колеса применяют в тихоходных передачах. Зубчатые колеса из неметаллических материалов работают в паре с металлическими и применяются для понижения шума быстроходных передач небольших мощностей.
К материалам, применяемым для изготовления зубчатых колес, предъявляют требования достаточной общей и поверхностной прочности, выносливости зубьев при изгибе, стойкости против абразивного износа и заедания. Указанным требованиям лучше всего удовлетворяют термически или термохимически обработанные стали.
Нормализация—нагрев материала до температуры, незначительно превышающей температуру верхней критической точки стали, выдержка и постепенное охлаждение на воздухе или вместе с печью. Нормализации подвергают качественные углеродистые и легированные стали, а также заготовки из стального литья. Она снимает литейные напряжения и наклеп (после ковки или штамповки) и обеспечивает получение равномерной структуры материала по всему объему заготовки.
Закалка (объемная и поверхностная) создает высокую твердость и прочность материала. Существенным недостатком объемной закалки является то, что подвергнутый ей материал не сохраняет вязкой сердцевины. В результате поверхностной закалки [для зубчатых колес малых и средних размеров—токами высокой частоты (ТВЧ), для зубчатых колес крупных размеров — в ацетиленовом пламени] сохраняется вязкая сердцевина при высокой твердости и прочности поверхностных слоев материала. Закалке подвергают качественные углеродистые или легированные стали. Углеродистые стали обыкновенного качества не закаливают.
Улучшение — закалка с последующим высокотемпературным отпуском. Нормализованные и улучшаемые стали (качественные углеродистые и легированные) обычно применяют для изготовления зубчатых колес индивидуального или мелкосерийного производства. Они хорошо поддаются чистовой обработке и хорошо прирабатываются.
Цементация—насыщение поверхностного слоя углеродом и закалка. Цементация существенно повышает твердость и несущую способность поверхностного слоя зубьев, обеспечивает высокую прочность на изгиб. Цементации обычно подвергают низкоуглеродистые стали: хромистые (15Х, 20X), хромоникелевые (12ХНЗА, 18Х2Н4МА, 20Х2Н4А) для ответственных зубчатых колес, работающих с перегрузками или ударными нагрузками, и безникелевые (18ХГТ, 25ХГТ, 15ХФ).
Азотирование—насыщение поверхностного слоя азотом. Обеспечивает особо высокую твердость и износостойкость поверхностных слоев зубьев. Для азотируемых колес обычно применяют молибденовую сталь 38Х2МЮА или стали 38Х2Ю и 35ХЮА, не содержащие молибдена. Расширяется применение мягкого азотирования, как более производительного процесса с использованием сталей 40Х2НМА, 40ХФА. В связи с минимальным короблением зубья после азотирования не шлифуют. Поэтому азотирование применяют для колес с внутренними зубьями и других деталей, шлифование которых затруднительно.
Недостатками азотированных колес являются малая толщина упрочненного слоя (0,2.. .0,5 мм), не позволяющая применять их при ударных нагрузках из-за опасности растрескивания упрочненного слоя и при работе с интенсивным износом (при загрязненной смазке, попадании пыли) из-за опасности стирания упрочненного слоя и быстрого выхода передачи из строя; длительность и дороговизна этого процесса.
Цианирование—насыщение поверхностного слоя углеродом и азотом в целях повышения его механических свойств. Цианированный слой имеет малую толщину и сравнительно легко разрушается при ударных нагрузках.
Зубья с твердостью рабочих поверхностей < НВ350 после термообработки допускают чистовое нарезание с высокой точностью. Они хорошо прирабатываются и не подвержены хрупкому разрушению при динамических нагрузках. При твердости ^НВ350 нарезание зубьев затруднительно и они плохо прирабатываются. Поэтому их необходимо нарезать до термообработки. Последующая термообработка (особенно объемная закалка, цементация) вызывает значительное коробление зубьев, которое приходится исправлять дорогостоящими операциями —шлифовкой, притиркой, обкаткой и т. п.
Зубчатые колеса высокой твердости, обеспечивающие малогабаритные передачи с минимальной массой на единицу передаваемой мощности, широко применяют в крупносерийном производстве.
В правильно спроектированной зубчатой паре соотношение твердости рабочих поверхностей зубьев шестерни и колеса не может быть выбрано произвольно. Если твердость рабочих поверхностей зубьев колеса ^ НВ350, то в целях выравнивания долговечности зубьев, ускорения их прирабатываемости и повышения сопротивляемости заеданию твердость поверхностей зубьев шестерни назначается на НВ20... 50 больше твердости зубьев колеса. Для неприрабатывающихся зубчатых передач с твердыми (^HRC45) рабочими поверхностями зубьев обоих зубчатых колес обеспечивать разность твердостей зубьев шестерни и колеса не требуется.
Зубчатые передачи общего машиностроения обычно изготовляют по 6.. .8-й степеням точности (из 12, причем 1-я —наивысшая).