

1.15. Формулы настройки станка для нарезания резьб
На метрическую резьбу I см = t н.р. / ( i * t х.в.)
На модульную резьбу I см = n * m * z / (i * t х.в.)
На дюймовую резьбу I см = 25,4 / ( i * t х.в.* n)
На питчевую резьбу I см = 25,4 * n * z / ( p *i * t х.в.)
где:
I см – передаточное отношение гитары сменных колес,
i – общее передаточное отношение от шпинделя до ходового винта,
t х.в. – шаг ходового винта в мм,
n – число ниток на 1,
m – модуль в мм, = 1,75
Z – число заходов нарезаемой резьбы, - 3 захода
р – нарезаемый шаг в питчах.
При использовании механизма коробки подач для нарезания резьб, не указанных в таблице резьб станка формула подбора сменных шестерен гитары следующая:
Метрическая резьба I см = 30 * t н.р. / ( 36 * t табл. )
t н.р. – шаг нарезаемой резьбы, мм;
t табл. – шаг резьб по таблице резьб, близкий к шагу нарезаемой резьбы.
Пример: t н.р.=15 мм,
тогда I
см =
![]() =
=
![]() (66)
, т.е. надо изготовить сменную шестерню
z = 48, а рычаги коробки
подач установить на t = 20
мм.
(66)
, т.е. надо изготовить сменную шестерню
z = 48, а рычаги коробки
подач установить на t = 20
мм.
Дюймовая резьба I см = 30 * n табл. / ( 36 * n н.р. )
Значение n табл. Принимается кратное 36 и близкое к “n н.р.”
Пример: Нарезать
резьбу n = 3![]() нитки на 1.
нитки на 1.
I см
=
![]() =
=
![]() (66),
т.е. изготовить шестерню z
= 39, рычаги коробки подач установить на
“дюймовая”, n = 3 нитки на
1.
(66),
т.е. изготовить шестерню z
= 39, рычаги коробки подач установить на
“дюймовая”, n = 3 нитки на
1.
Пример: Нарезать резьбу n = 11,5 ниток на 1.
I см
=![]() =
=![]() (66),
т.е. изготовить сменную шестерню z
= 46, рычаги коробки подач установить:
“дюймовая”, n = 9 ниток на
1.
(66),
т.е. изготовить сменную шестерню z
= 46, рычаги коробки подач установить:
“дюймовая”, n = 9 ниток на
1.
Модульная резьба I см = 36 * m н.р. / (55 * m табл. ) m табл.- выбирается кратное 36 и близкое к m н.р..
Пример: Нарезать
червяк m = 1,75 мм, число
заходов z = 3, т.е. ход
винтовой пары t н.р.
= 1,75 * 3 = 5,25 мм ; тогда I =
![]() =
=
![]() (66)
(66)
Изготовить шестерню z = 42, рычаги коробки подач установить: “модульная”, m = 4,5 мм.
Пример: Нарезать червяк m = 2,75 мм, число заходов z = 3, т.е.
m
н.р. = 2,75 * 3 = 8,25 мм, тогда I
см =
![]() =
=
![]() (66)
(66)
Установить сменную шестерню z = 33, рычаги коробки подач: “модульная”, m = 9 мм.
1.16. Настройка станка на обработку конусов
На токарно-винторезных станках обработку конических поверхностей можно производить следующими методами:
Широкими резцами с углом , равным углу конуса.
Поворотом верхних салазок на угол, соответствующий углу конуса.
3. Смещением центра задней бабки (рис.1.9). h L* tg


Рис.1.9. Схема обработки конуса смещением центра задней бабки
4. При помощи копировальной линейки, устанавливаемой на заднюю сторону станины (рис.1.10).





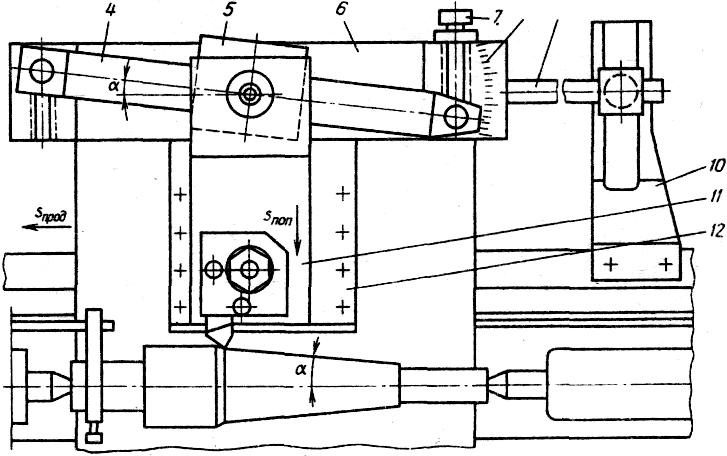

Рис. 1.10. Копировальная линейка для обработки конусов: 1-поворотная линейка, 2-ползун, 3-линейка со шкалой, 4-шкала, 5-тяга, 6-кронщтейн, 7-поперечные салазки, 8-суппорт
Содержание отчета
Назначение станка.
Компоновка станка с обозначением на ней основных узлов, рабочих движений и органов управления.
Кинематическая схема станка.
Составить уравнение кинематической цепи главного движения для частоты вращения, указанной в индивидуальном задании (столбец 2).
Написать уравнение кинематической цепи механизма подачи для значения подачи по индивидуальному заданию (столбец 3).
Рассчитать настройку станка на нарезание резьбы с заданным шагом
(столбцы 4,5,6,7).
Рассчитать смещение корпуса задней бабки для обработки конуса (столбцы 8,9,10).