

Дифференциальное деление
В том случае, если при заданном Z нельзя подобрать число отверстий К так, чтобы получить целое число шагов Д, то применяют дифференциальный метод деления (рис. 4.15,б).
При настройке на дифференциальное деление штифт – 5, закрепляющий делительный диск (лимб) – 4, вынимают. В этом случае вращение рукоятки – 3 будет вызывать не только вращение шпинделя – 1 делительной головки, но и одновременно вращение делительного диска, который получает вращение от шпинделя через сменные зубчатые колеса a-b-c-d. Шпиндель же получает вращение от рукоятки.
Угол поворота рукоятки рассчитывается по приближенному числу делений Zn , которое выбирают близким к требуемому числу делений Z и которое позволяет получить целое число шагов Д по формуле:
![]()
В
этом случае шпиндель и заготовка должны
повернуться также на
![]() оборота.
Поворот рукоятки можно рассматривать
как сумму двух углов угла
оборота.
Поворот рукоятки можно рассматривать
как сумму двух углов угла
![]() - угла поворота рукоятки относительно
делительного диска (лимба), и угла
- угла поворота рукоятки относительно
делительного диска (лимба), и угла
![]() - угла поворота от вращения шпинделя
(см. рис. 4.15,б). Тогда расчетные перемещения
будут равны:
- угла поворота от вращения шпинделя
(см. рис. 4.15,б). Тогда расчетные перемещения
будут равны:
![]() об.
рукоятки →
об.
заготовки.
об.
рукоятки →
об.
заготовки.
Уравнение кинематической цепи, связывающей рукоятку со шпинделем:
![]() .
.
Учитывая, что Z 3 = Z4 ; Z1 =1, Z2 =40, получаем:
![]() ,
,
откуда получаем формулу настройки гитары a-b-c-d делительной головки:
![]() .
.
Настройка делительной головки на фрезерование винтовых (байонетных) канавок
Для фрезерования винтовых канавок настраиваем фрезерный станок с делительной головкой. Эта операция производится при следующих рабочих движениях: 1.) вращение фрезы, 2.) продольная подача стола с заготовкой и 3.) вращение заготовки.
Делительную головку и ее заднюю бабку устанавливают на поворотном столе широко-универсального фрезерного станка. При этом поворотный стол должен быть повернуть на угол ω наклона линии винтовой нарезаемой канавки. Если фрезеруется правозаходная канавка, стол надо поворачивать на угол ω против часовой стрелки, а для левозаходной канавки – по часовой стрелке.
Как подача продольная стола, на котором крепится поворотный стол, так и вращение заготовки производится от продольного винта стола с шагом t (рис.4.15,в).
Винт
получает вращение от коробки подач
через муфту 8 и перемещается относительно
неподвижной гайки 3 вместе со столом
4 и заготовкой 1 в направлении подачи
Sпрод.
Вращение к заготовке передается через
гитару a-b-c-d,
зубчатые колеса Z6
–
Z5
, Z2
– Z1
,
делительный диск (лимб) 6, рукоятку 7,
зубчатые колеса Z3
– Z4
и
червячную пару
![]() .
Для свободного вращения делительного
диска (лимба) 6 отводим защелку 5.
.
Для свободного вращения делительного
диска (лимба) 6 отводим защелку 5.
Частота вращения фрезы 2 определяется по выбранной скорости резания и диаметру фрезы.
Минутная подача по направления фрезеруемой винтовой канавки определяется по формуле:
Sмин. =Sz Z n, мм/мин.
где Sz – выбранная подача на зуб;
Z – число зубьев фрезы;
n – частота вращения фрезы, об/мин.
Продольная подача стола определяется по формуле:
Sпрод. = Sмин. сos ω, мм/мин.
и устанавливается при помощи механизма переключения подач.
Расчетные перемещения кинематической цепи, связывающий ходовой винт продольного стола и шпиндель головки следующие:
![]() об.
винта →1об. заготовки,
об.
винта →1об. заготовки,
где T – шаг нарезаемой винтовой канавки, мм
t - шаг ходового винта стола, мм
Если заданный диаметр заготовки D и угол наклона винтовой канавки ω, то шаг нарезаемой винтовой канавки будет равен:
![]() (рис.
4.16).
(рис.
4.16).
Уравнение кинематической цепи следующее:
![]()
Учитывая, что t = 5мм, Z6 = Z5 , Z2 = Z1 , Z3– Z4 , находим передаточное отношение гитары сменных зубчатых колес a-b-c-d делительной головки:
![]()
Выбранные числа зубьев сменных зубчатых колес необходимо проверить на сцепляемость:
а+b>c+15; c+d>b+15
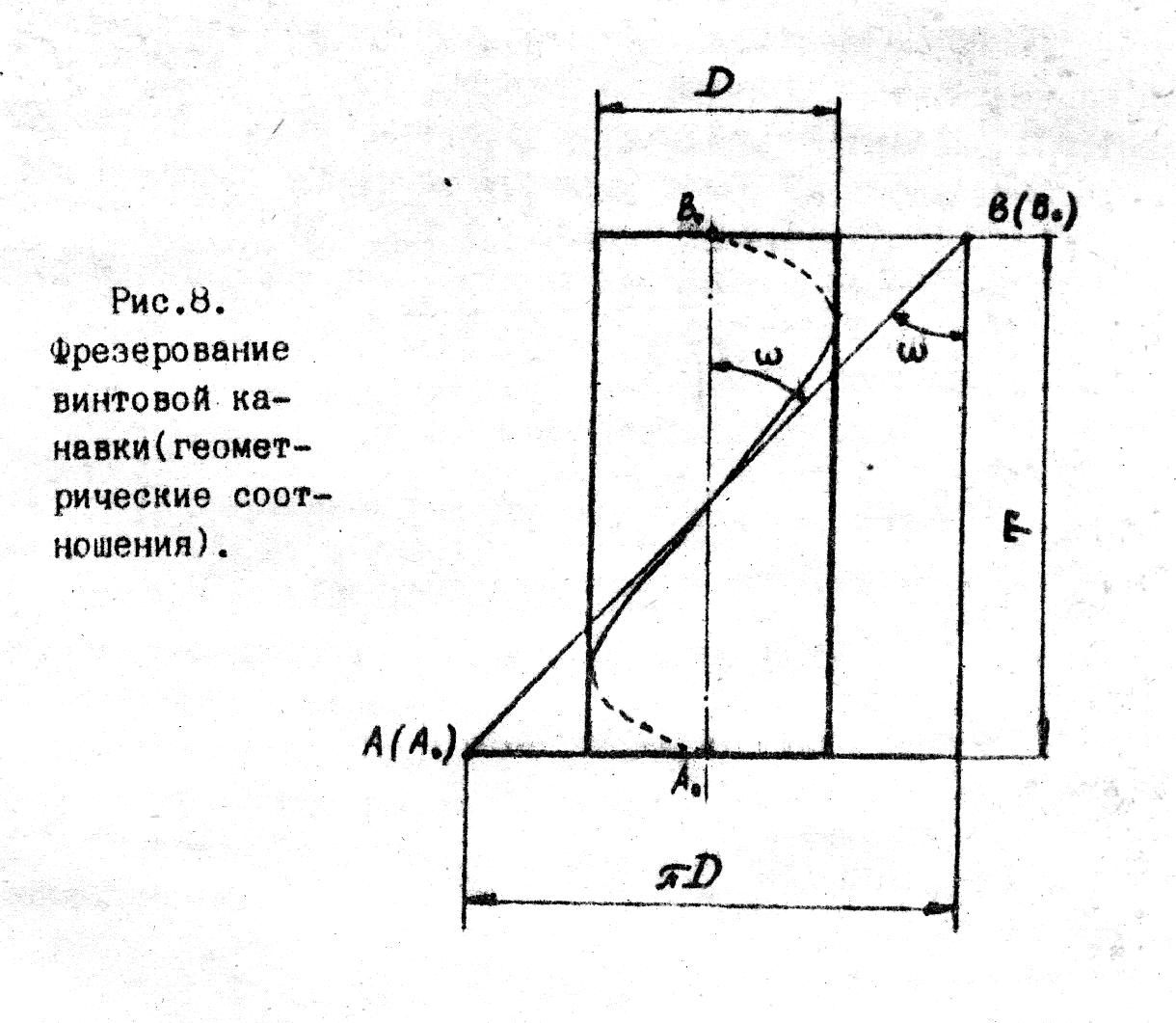


Рис. 4.16. Развертка винтовой канавки для определения угла разворота фрезы
Пример: подобрать сменные зубчатые колеса a-b-c-d гитары делительной головки для нарезания винтовой канавки с шагом: 1.) Т=140, 2.) Т=245 (шаг винта продольного хода продольного стола t=5 мм)
Решение:
1.)
![]()
Согласно табл.1 выбранные зубчатые колеса a=80; b=40; c=50; d=70 имеются в комплекте гитары делительной головки.
а+b=80+40>c+15=50+15;
c+d=50+70>b+15=40+15.
Выбранные зубчатые колеса удовлетворяют условию сцепляемости.
2.)
![]()
Согласно табл.1 выбранные зубчатые колеса a=40; b=35; c=50; d=70 имеются в комплекте гитары делительной головки.
а+b=40+35>c+15=50+15;
c+d=50+70>b+15=35+15.
Выбранные зубчатые колеса удовлетворяют условию сцепляемости.