

4.15. Головка шлифовальная
Головка шлифовальная (рис.4.13) устанавливается в конусное отверстие шпинделя и служит для шлифования и полирования наружных плоскостей.
Зажим инструмента осуществляется сменными цангами 9 и гайкой 11.
Увеличение частоты вращения шпиндельной головки производится двухступенчатым дифференциальным фрикционным планетарным редуктором с передаточным отношением 4,5. Вращение от шпинделя 10 через водило 1 и штифт 2 передается кольцу 3, которое вращает шарики 4, передающие вращение кольцу 5, которое через кольцо 6 и шарики 7 приводят во вращение шпиндель 8. Шлифовальный круг защищен кожухом 12.
Пределы частоты вращения, мин-1 180…9000
Передаточное число 4,5
Масса, не более, кг, 8,25

Рис.4.13. Головка шлифовальная
4.16. Делительная головка
Делительная головка является одним из основных приспособлений фрезерного станка, она применяется для деления (т.е. точного периодического поворота на заданную часть окружности) заготовки на требуемое число частей, а также для сообщения вращательного движения заготовке при нарезании винтовых канавок.
При помощи делительной головки можно выполнить следующие фрезерные работы:
-фрезерование канавок различной формы при изготовлении фрез, сверл;
-разверток, зенкеров и т.д.;
-нарезание зубчатых колес модульными фрезами; -фрезерование граней; -прорезание пазов, шлицов и т.д.;
Внешний вид универсальной делительной головки представлен на рис. 4.14.
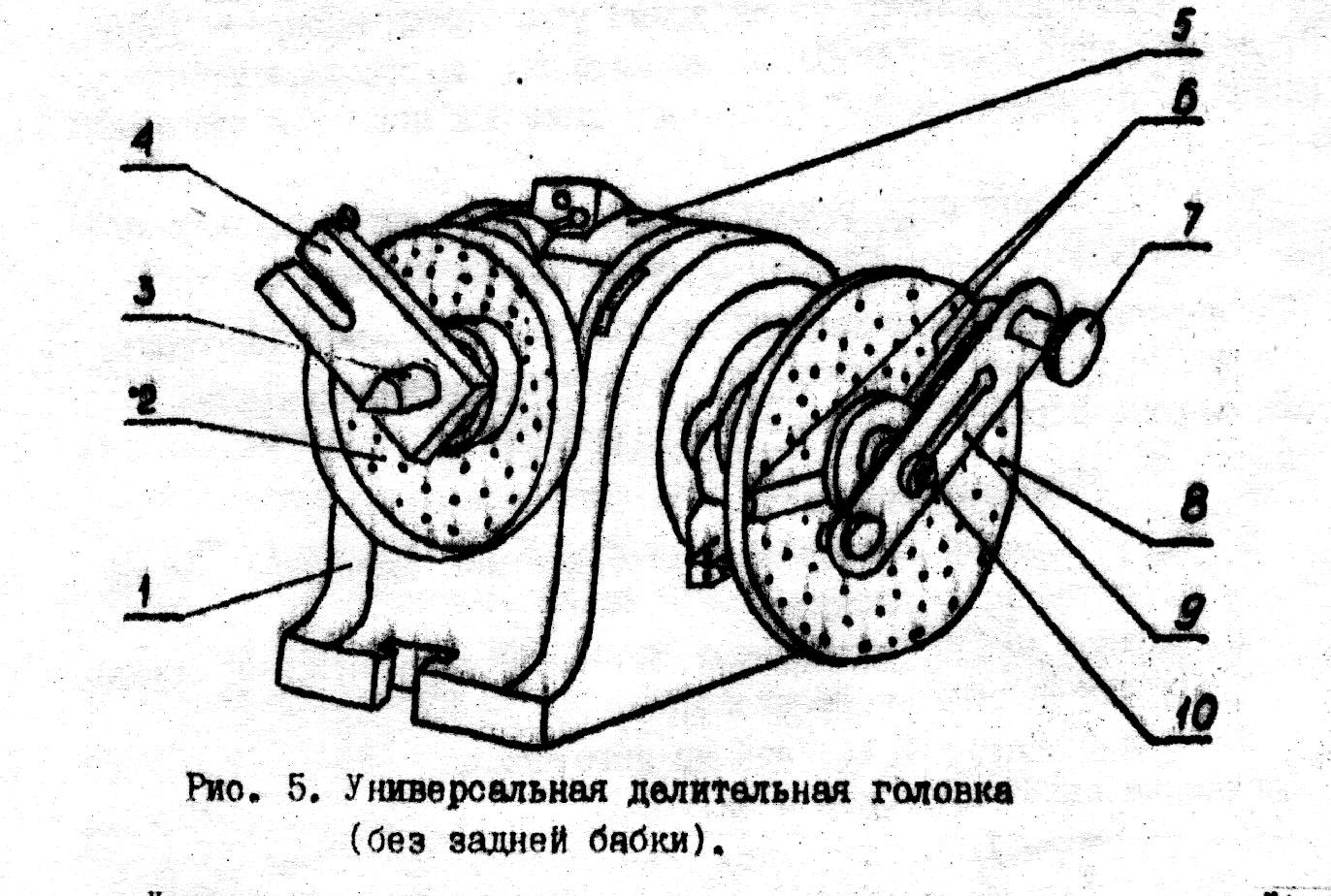
Рис.4.14. Делительная головка:
1 – корпус; поворотная часть – 5 со шпинделем – 3, диска непосредственного деления – 2, поводка – 4, делительного диска – 8 с раздвижным сектором – 6, рукоятки – 9 с защелкой – 7, валика – 10.
В комплект гитары делительной головки (зубчатые колеса a-b-c-d) входят следующие сменные зубчатые колеса пяткового набора с числами зубьев Zсм. (табл.4.2).
Таблица 4.2.
Zсм. |
25 |
30 |
35 |
40 |
50 |
55 |
60 |
70 |
80 |
90 |
100 |
Делительную головку располагают на столе станка, а заготовку устанавливают в центрах между задней бабкой и шпинделем головки,от которого заготовка сообщает поворот.
4.16.1. Кинематика делительной головки Простое деление
При простом делении (рис. 4.15,а) шпиндель – 1 делительной головки и заготовка поворачиваются на заданный угол путем поворота рукоятки – 3. Делительный диск (лимб) – 4, по которому производится отсчет угла поворота рукоятки, зафиксирован штифтом – 5 и является неподвижным.
Отсчет угла поворота рукоятки производится по делительному диску (лимбу), на торцах которого, на концентрических окружностях, просверлены отверстия с равными расстояниями между центрами.
Рукоятка связана со шпинделем червячной передачей.
Расчетные перемещения кинематической цепи следующие:
![]() об.
рукоятки →
об.
рукоятки →![]() об.
заготовки,
об.
заготовки,
где:
Д – целое число шагов поворота рукоятки, отсчитываемое по делительному диску;
к – полное число фиксирующих отверстий на выбранной окружности делительного диска;
Z – заданное число делений на заготовке.
Уравнение кинематической цепи:
![]()
Учитывая, что Z1 =1 (однозаходный червяк), а Z2 =40 (число зубьев червячного колеса), получаем следующее значение величины:
![]()
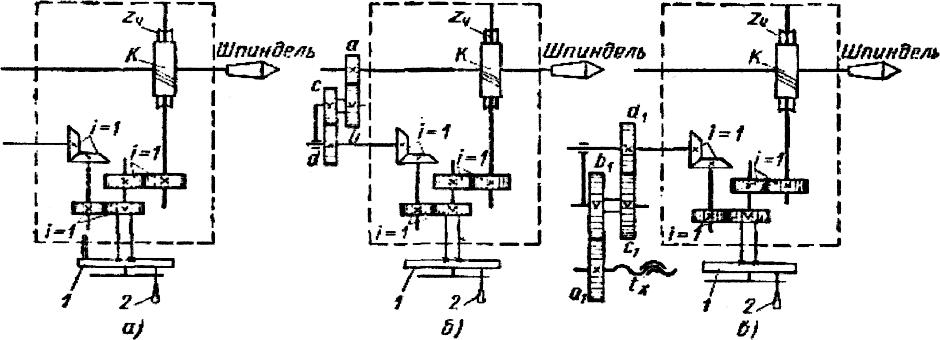
Рис.4.15. Кинематические схемы настройки лимбовой делительной головки на деление окружности различными способами: а - простое деление, б - дифференциальное деление, в - для нарезания винтовых канавок.
Коэффициент 40, зависящий от передаточного отношения головки, называется характеристикой делительной головки. Выпускаются делительные головки с различной характеристикой.
Число
отверстий К следует выбирать так, чтобы
при сокращении дроби
![]() получить целое число Д.
получить целое число Д.
Ниже приводится ряд чисел – отверстий К на различных окружностях делительного диска (лимба) (табл.4.3.)
Таблица 4.3.
К |
24 |
25 |
28 |
30 |
34 |
37 |
38 |
39 |
41 |
42 |
43 |
46 |
47 |
49 |
51 |
53 |
54 |
57 |
58 |
59 |
62 |
66 |
Пример: с помощью делительной головки разделить окружность заготовки на 13 равномерно расположенных частей (Z=13).
Решение: выбираем К=39, кратное 13, тогда:
![]() шагов
шагов
или число оборотов рукоятки nр.
![]() оборота.
оборота.