

Диаметр рабочей поверхности стола, мм 250
Количество пазов 4
Ширина пазов, мм
среднего 14 H8
крайних 14 H9
Расстояние между пазами, мм 50
Высота стола, мм 115
Передаточное отношение червячной пары 1 120
Масса не более, кг 45
4.12. Головка долбежная
Головка долбежная (рис.4.10) устанавливается на корпусе шпиндельной бабки и служит для долбежных работ.
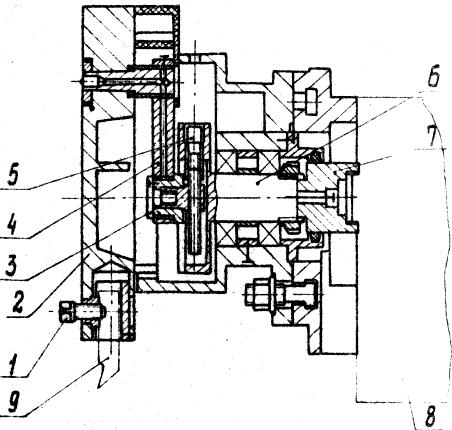 Рис.4.10. Головка долбежная
Рис.4.10. Головка долбежная
Ползун 2 , несущий инструмент 9, получает движение от приводного вала шпиндельной бабки 8 через поводок 7, кривошип 6 и шатун 4. Регулировка хода ползуна производится вращением винта 5 при отжатом винте 3. Головку можно поворачивать в вертикальной плоскости на 90о в обе стороны.
Наибольший ход, мм 80
Пределы чисел двойных ходов, дв.ход/мин 40…100
Масса, не более, кг 40
4.13. Головка быстроходная
Головка быстроходная (рис.4.11) устанавливается в конус горизонтального или вертикального шпинделя 4 и служит для сверления отверстий малого диаметра, фрезерования цветных металлов и пластмасс, шлифования и других работ.
Инструмент зажимается сменными цангами 5, устанавливаемыми в головку.
Увеличение частоты вращения шпинделя осуществляется шариковым планетарным редуктором (с передаточным отношением 2,6), водило 2 которого приводит в движение шарики 3, передающие вращение шпинделю 1.
Пределы частот вращения, мин-1 104…5824
Передаточное число 2,6
Масса, не более, кг 3
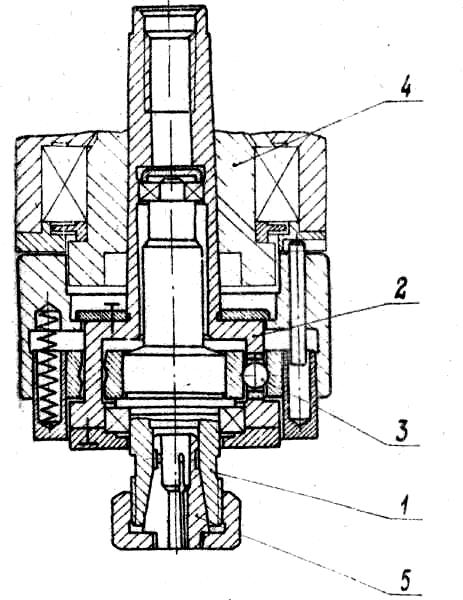
Рис.4.11. Головка быстроходная
4.14. Головка подрезная
Головка подрезная (рис.4.12 )устанавливается в конус горизонтального или вертикального шпинделя и предназначена для подрезки торцев отверстий.
Подача каретки 1 с закрепленным в ней резцом 9 осуществляется от храпового механизма: храповое колесо 2 связано с винтом 3, а его гайка 4 связана с кареткой 1. При торможении эксцентриковой втулки 5 подпружиненная штанга 6, связанная с собачкой 7, совершает возвратно-поступательное движение, при этом собачка 7 поворачивает храповик 2, а, следовательно, и винт 3. При этом каретка 1 перемещается поступательно до упора 8, который устанавливается на необходимую величину хода каретки.
Величина подачи резца, мм/об 0,1
Перемещение резца, соответствующее одному делению, мм 0,05
Перемещение резца, соответствующее одному обороту лимба, мм 1,5
Наибольшее перемещение резца, мм 30
Масса, не более, кг 3
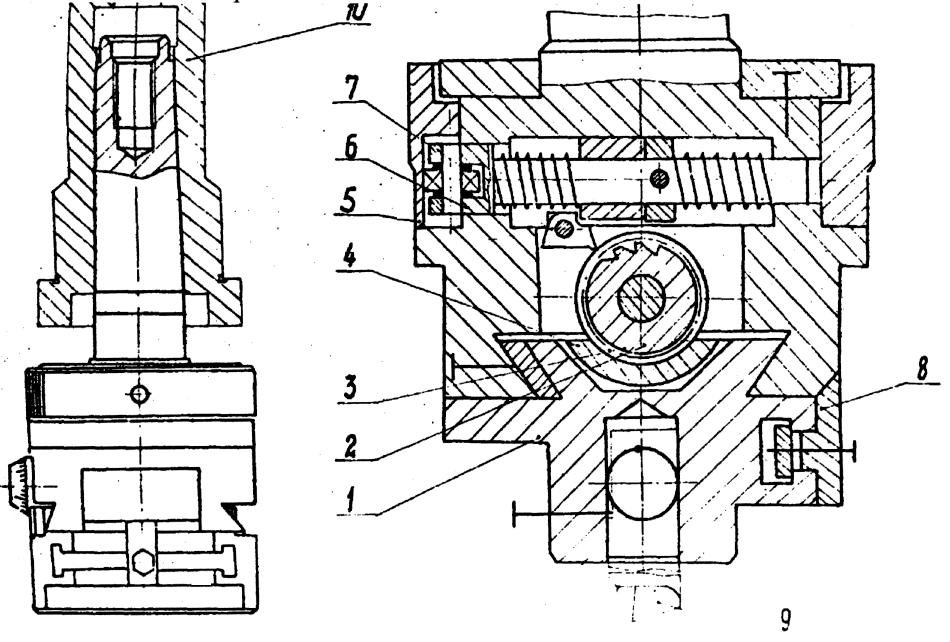
Рис.4.12 Головка подрезная